Você também pode gostar
- The Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo EverandThe Working of Steel: Annealing, Heat Treating and Hardening of Carbon and Alloy SteelAinda não há avaliações
- Heat TreatmentDocumento179 páginasHeat TreatmentDebye101100% (1)
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNota: 4 de 5 estrelas4/5 (1)
- Heat Treating BasicsDocumento36 páginasHeat Treating BasicsSuphi YükselAinda não há avaliações
- Heat Treatment of SteelsDocumento41 páginasHeat Treatment of Steelsyaswanth1992Ainda não há avaliações
- Lecture 2 Material PDFDocumento235 páginasLecture 2 Material PDFdatnguyen789jAinda não há avaliações
- Heat Treatment SteelDocumento48 páginasHeat Treatment Steeljiotoco33Ainda não há avaliações
- Iron Carbon DiagramDocumento23 páginasIron Carbon DiagramdeepakAinda não há avaliações
- Introduction-Iron Carbon Phase DiagramDocumento31 páginasIntroduction-Iron Carbon Phase DiagramTHE BBEASTAinda não há avaliações
- Iron Iron Carbon DiagramDocumento9 páginasIron Iron Carbon DiagramwaqarAinda não há avaliações
- Heat Treatment of SteelDocumento51 páginasHeat Treatment of SteelRAMA BAGAS ADITYA TM 2DAinda não há avaliações
- Materials Science MetalsDocumento35 páginasMaterials Science MetalsPelajar IndonesiaAinda não há avaliações
- Heat Treatment-1 PDFDocumento104 páginasHeat Treatment-1 PDFSagnik ChakrabortyAinda não há avaliações
- Heat TreatmentDocumento31 páginasHeat TreatmentsureshAinda não há avaliações
- 9-Chapter - 17 - Thermal Processing of AlloysDocumento31 páginas9-Chapter - 17 - Thermal Processing of AlloysZain FarhanAinda não há avaliações
- Heat TreatmentDocumento56 páginasHeat TreatmentAakarsh RastogiAinda não há avaliações
- Ch1 Ferrous AlloysDocumento7 páginasCh1 Ferrous Alloysباسمي العشقAinda não há avaliações
- Heat TreatmentDocumento44 páginasHeat Treatmentmurari100% (2)
- Iron and Steel Production-Class LetureDocumento30 páginasIron and Steel Production-Class LetureAustin Okoth Omondi100% (1)
- MT 305 Heat Treatment: TemperingDocumento13 páginasMT 305 Heat Treatment: TemperingaarvAinda não há avaliações
- Heat Treatment Process: By: Jagdish PampaniaDocumento67 páginasHeat Treatment Process: By: Jagdish PampaniabassamAinda não há avaliações
- Alloy Steels and Cast IronDocumento6 páginasAlloy Steels and Cast IronMurugan RajaAinda não há avaliações
- Unit III - Heat TreatmentDocumento62 páginasUnit III - Heat TreatmentHarsha MallaAinda não há avaliações
- Chapter 8 - Heat TreatmentDocumento20 páginasChapter 8 - Heat TreatmentISAAinda não há avaliações
- Ti and Its AlloysDocumento11 páginasTi and Its AlloysAravAinda não há avaliações
- 1 - Heat TreatmentDocumento61 páginas1 - Heat TreatmentMohamed Karim MohamedAinda não há avaliações
- Heat TreatmentDocumento30 páginasHeat Treatmentjhamlal100% (2)
- Heat Treatment (Immersion)Documento108 páginasHeat Treatment (Immersion)DidSibalAinda não há avaliações
- Steel ReviewerDocumento8 páginasSteel ReviewerGonzaga Von EricAinda não há avaliações
- Lecture 4 SteelDocumento27 páginasLecture 4 SteelChu DicksonAinda não há avaliações
- Engineering Materials and Metallurgy: Unit - IDocumento18 páginasEngineering Materials and Metallurgy: Unit - Imuthupecmec4908Ainda não há avaliações
- 1 - Heat TreatmentDocumento61 páginas1 - Heat TreatmentMohamed El SayadAinda não há avaliações
- Heat TreatmentDocumento38 páginasHeat TreatmentTushar RoyAinda não há avaliações
- Course: Materials TechnologyDocumento60 páginasCourse: Materials TechnologyelvisAinda não há avaliações
- Iron Carbon Diagram Form The Basis of Heat TreatmentsDocumento41 páginasIron Carbon Diagram Form The Basis of Heat TreatmentsMuhammad TalhaAinda não há avaliações
- Introduction To Iron Metallurgy PDFDocumento90 páginasIntroduction To Iron Metallurgy PDFDrTrinath TalapaneniAinda não há avaliações
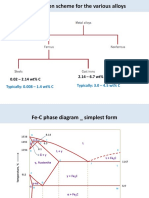
- Classification Scheme For The Various Alloys: 0.02 - 2.14 WT% C 2.14 - 6.7 WT% CDocumento19 páginasClassification Scheme For The Various Alloys: 0.02 - 2.14 WT% C 2.14 - 6.7 WT% CAlex HalesAinda não há avaliações
- 1,2,3Documento72 páginas1,2,3Hussein Turi HtgAinda não há avaliações
- Professor Joe Greene Csu, ChicoDocumento20 páginasProfessor Joe Greene Csu, ChicotripsachinAinda não há avaliações
- CH 04-06 - Metals & AlloysDocumento25 páginasCH 04-06 - Metals & AlloysBelgium WafflesAinda não há avaliações
- Heat Treatment of Ferrous AlloysDocumento11 páginasHeat Treatment of Ferrous AlloysSyed Mohsin Ali Naqvi100% (2)
- Stainless Steels: Martensitic: of Steels Metallurgy of SteelsDocumento7 páginasStainless Steels: Martensitic: of Steels Metallurgy of SteelsGhazal NanaaAinda não há avaliações
- Chapter 13 - Heat Treatment of SteelsDocumento60 páginasChapter 13 - Heat Treatment of Steelsahmedmagdi2009100% (1)
- Heat Treatment - NewDocumento67 páginasHeat Treatment - Newsyamimi balkhisAinda não há avaliações
- Composition of Plain Carbon Steel Carbon Steel or Plain-Carbon Steel, Is A Metal Alloy. It Is A Combination ofDocumento14 páginasComposition of Plain Carbon Steel Carbon Steel or Plain-Carbon Steel, Is A Metal Alloy. It Is A Combination ofkayodeAinda não há avaliações
- Esab Glossary of Technical TermsDocumento20 páginasEsab Glossary of Technical TermsThành Tâm CaoAinda não há avaliações
- Heat Treatment of Steel PDFDocumento33 páginasHeat Treatment of Steel PDFRecep VatanseverAinda não há avaliações
- Chapter 5 ContDocumento39 páginasChapter 5 ContShishajimooAinda não há avaliações
- Lecture 10 (x6) PDFDocumento6 páginasLecture 10 (x6) PDFOzanAinda não há avaliações
- Material ScienceDocumento20 páginasMaterial ScienceKushAinda não há avaliações
- Classification of Materials NotesDocumento9 páginasClassification of Materials NotesJohn K KikwaiAinda não há avaliações
- Ferrous and Nonferrous Alloys: Issues To CoverDocumento20 páginasFerrous and Nonferrous Alloys: Issues To CoverCandy KendeeAinda não há avaliações
- 5 Applications and Processing of Metal AlloysDocumento31 páginas5 Applications and Processing of Metal AlloysJeffersonTalanAinda não há avaliações
- Properties and Applications of MaterialsDocumento65 páginasProperties and Applications of MaterialsSeashell BernzAinda não há avaliações
- Engineering Materials 27-29Documento40 páginasEngineering Materials 27-29Sanu SouravAinda não há avaliações
- Terminologies SmawDocumento18 páginasTerminologies SmawMarwin NavarreteAinda não há avaliações
- Glossary of TermsDocumento8 páginasGlossary of Termsananda krishna siva kesariAinda não há avaliações
- Steel: CE 2330 Jul - Nov 2017 IIT TirupatiDocumento32 páginasSteel: CE 2330 Jul - Nov 2017 IIT TirupatiUmar AlamAinda não há avaliações
- Funamental of MetallurgyDocumento235 páginasFunamental of Metallurgysoumyo broto dasAinda não há avaliações
- Unit 10 Lesson 3 Activity Guide - Unreasonable TimeDocumento2 páginasUnit 10 Lesson 3 Activity Guide - Unreasonable Timetrivediom427Ainda não há avaliações
- TH 2100Documento67 páginasTH 2100KI TechnologiesAinda não há avaliações
- 4-6 Practice: The Quadratic Formula and The DiscriminantDocumento1 página4-6 Practice: The Quadratic Formula and The Discriminantasdfasdfasdfasdfasdf0% (1)
- Lab 4 SpectrophotometryDocumento6 páginasLab 4 SpectrophotometryCheng FuAinda não há avaliações
- MMW (Data Management) - Part 2Documento43 páginasMMW (Data Management) - Part 2arabellah shainnah rosalesAinda não há avaliações
- 7 Market EquilibriumDocumento4 páginas7 Market EquilibriumAdeeba iqbalAinda não há avaliações
- S ParametersDocumento29 páginasS ParameterseloiseAinda não há avaliações
- IIEE La Union Harmonics AnalysisDocumento128 páginasIIEE La Union Harmonics AnalysisCarlnagum 123456789Ainda não há avaliações
- HP Proliant DL380 G6 Server - Step by StepDocumento9 páginasHP Proliant DL380 G6 Server - Step by StepBoss100% (1)
- Mitchell-Banki Turbine Design Document PDFDocumento37 páginasMitchell-Banki Turbine Design Document PDFprojetosschillingAinda não há avaliações
- ReadmeRC8007 PDFDocumento2 páginasReadmeRC8007 PDFمنير أحمدAinda não há avaliações
- MS Word 3Documento2 páginasMS Word 3Misha RaviAinda não há avaliações
- Camshaft Recommendation FormDocumento3 páginasCamshaft Recommendation Formcrower_scribdAinda não há avaliações
- Universal Law of GravitationDocumento17 páginasUniversal Law of GravitationScionAinda não há avaliações
- Critically Reviewing The Literature ClassDocumento32 páginasCritically Reviewing The Literature ClassSoman Rajpoot100% (1)
- Test A: Two-Dimensional Motion and VectorsDocumento9 páginasTest A: Two-Dimensional Motion and VectorsAref DahabrahAinda não há avaliações
- AMC2019 StudentsResults Indonesia 8JDocumento4 páginasAMC2019 StudentsResults Indonesia 8JWinety Kristiana DewiAinda não há avaliações
- Transmission Line TowersDocumento3 páginasTransmission Line TowersSoumik Dandapat100% (2)
- Chapter 3 Ni ChupaghettiDocumento2 páginasChapter 3 Ni ChupaghettiRodemar RosarioAinda não há avaliações
- Rpzf2: Product Data SheetDocumento4 páginasRpzf2: Product Data SheetJosé RincónAinda não há avaliações
- Camcor Coriolis Meter User ManualDocumento140 páginasCamcor Coriolis Meter User ManualGerardo OrtigozaAinda não há avaliações
- Haaland EquationDocumento1 páginaHaaland EquationAmir AzmiAinda não há avaliações
- Standard Test Method For Density and Void Content of Freshly Mixed Pervious ConcreteDocumento4 páginasStandard Test Method For Density and Void Content of Freshly Mixed Pervious ConcreteManaswini VadlamaniAinda não há avaliações
- Periodic Table of ElementsDocumento60 páginasPeriodic Table of ElementsruchitlpatelAinda não há avaliações
- Regression Analysis AssignmentDocumento8 páginasRegression Analysis Assignmentضیاء گل مروت100% (1)
- Acn CSDocumento4 páginasAcn CSLeo100% (1)
- Manual Dimmer BukeDocumento10 páginasManual Dimmer BukeJavi KatzAinda não há avaliações
- PDF Sesion de Aprendizaje de Comunicacion Leemos y Cantamos Canciones Criollas Lambayecanas - CompressDocumento6 páginasPDF Sesion de Aprendizaje de Comunicacion Leemos y Cantamos Canciones Criollas Lambayecanas - CompressJulia Navarro CheroAinda não há avaliações
- VI. HelicoptersDocumento147 páginasVI. HelicopterssreekanthAinda não há avaliações
- P103154 - 7.00 - Doc - Manual - 8000 WindlassDocumento43 páginasP103154 - 7.00 - Doc - Manual - 8000 WindlassDanAinda não há avaliações