Você também pode gostar
- Check SauceDocumento2 páginasCheck Saucebig boss90% (10)
- A C E S: Non Destructive TestingDocumento25 páginasA C E S: Non Destructive TestingMahesh TamboliAinda não há avaliações
- PMI Testing - Limitations With XRFDocumento3 páginasPMI Testing - Limitations With XRFArun Kumar Kar100% (2)
- Magnetic Particle TestingDocumento34 páginasMagnetic Particle Testingmnaseemiqbal4200Ainda não há avaliações
- Air Compressor Guide AICIP and CAAA - Guidelines and Requirements For Asset Management of Pressure VesselsDocumento4 páginasAir Compressor Guide AICIP and CAAA - Guidelines and Requirements For Asset Management of Pressure VesselsTim WilsonAinda não há avaliações
- Problemas Del Capitulo 7Documento26 páginasProblemas Del Capitulo 7dic vilAinda não há avaliações
- Netflix OriginalDocumento3 páginasNetflix Originalyumiko2809Ainda não há avaliações
- Transport For London Pay To Drive in London: PO Box 344 Darlington Dl1 9qe TFL - Gov.uk/drivingDocumento1 páginaTransport For London Pay To Drive in London: PO Box 344 Darlington Dl1 9qe TFL - Gov.uk/drivingDanyy MaciucAinda não há avaliações
- LINDE Spare Parts ListDocumento2 páginasLINDE Spare Parts Listsharafudheen_s100% (2)
- Tubing Inspection Using Multiple NDT TechniquesDocumento7 páginasTubing Inspection Using Multiple NDT TechniquesRichard PeriyanayagamAinda não há avaliações
- Req Trial Audit WW 2009 PDFDocumento1 páginaReq Trial Audit WW 2009 PDFZedAinda não há avaliações
- Role of Inspection During The Lifetime of A PipelineDocumento27 páginasRole of Inspection During The Lifetime of A Pipelinediaccessltd_17172961Ainda não há avaliações
- White Paper Phased Array Technology OlympusDocumento28 páginasWhite Paper Phased Array Technology Olympusborja garcia sastreAinda não há avaliações
- PAUTDocumento7 páginasPAUTDeepakAinda não há avaliações
- Magnetic Particle TestingDocumento87 páginasMagnetic Particle TestingMidhun SukumaranAinda não há avaliações
- Sensor TechnologiesDocumento10 páginasSensor TechnologiesMiguel LiceagaAinda não há avaliações
- Non Destructive TestingDocumento25 páginasNon Destructive Testingkeval patelAinda não há avaliações
- Site Inspection ReportDocumento23 páginasSite Inspection ReportCepi Sindang KamulanAinda não há avaliações
- Elcometer 266 DC Portable Holiday DetectorDocumento3 páginasElcometer 266 DC Portable Holiday DetectorkhuramluckAinda não há avaliações
- Inspection of Austenitic Welds END UTDocumento12 páginasInspection of Austenitic Welds END UTalberto QUINTANILLAAinda não há avaliações
- Magnetic Particle InspectionDocumento10 páginasMagnetic Particle InspectionZhafri Suhaimi100% (1)
- Non-Destructive Testing 03Documento111 páginasNon-Destructive Testing 03Muhammad AbidinAinda não há avaliações
- Detection of Corrosion Under Insulation (CUI) by Pulse Eddy Current TechniqueDocumento8 páginasDetection of Corrosion Under Insulation (CUI) by Pulse Eddy Current Techniquedeepak912Ainda não há avaliações
- Robot Welding Technology (Robotic Welding)Documento16 páginasRobot Welding Technology (Robotic Welding)Chandra Prakash SharmaAinda não há avaliações
- Lecture 10 Electrochemical Techniques For Corrosion Measurements 2Documento47 páginasLecture 10 Electrochemical Techniques For Corrosion Measurements 2Inamullah MaitloAinda não há avaliações
- Ost Specifications State A Requirement For Conducting This Check, But Do Not Provide A ProcedureDocumento6 páginasOst Specifications State A Requirement For Conducting This Check, But Do Not Provide A ProcedureshifaAinda não há avaliações
- Phased Array Pipeline Zone Discrimination InspectionDocumento4 páginasPhased Array Pipeline Zone Discrimination InspectionCepi Sindang KamulanAinda não há avaliações
- Magnetic Particle Examination ProcedureDocumento5 páginasMagnetic Particle Examination ProcedureShankey JAlanAinda não há avaliações
- Question Paper On Liquid Penetrant ExaminationDocumento4 páginasQuestion Paper On Liquid Penetrant ExaminationGivon Da AnneistaAinda não há avaliações
- Optical Gas ImagingDocumento2 páginasOptical Gas ImagingAbdullahAinda não há avaliações
- Corrosion MonitoringDocumento22 páginasCorrosion MonitoringJai Patel100% (2)
- FcawDocumento6 páginasFcawChoky Nandho AlghifariezAinda não há avaliações
- Liquid Penetrant Test Procedure: Document No.: SP-1.5 Rev. 1.2Documento12 páginasLiquid Penetrant Test Procedure: Document No.: SP-1.5 Rev. 1.2Anas PratamaAinda não há avaliações
- A Study Into The Effects of Residual Stresses and Hot Dip GalvanizingDocumento4 páginasA Study Into The Effects of Residual Stresses and Hot Dip GalvanizingSteve HornseyAinda não há avaliações
- RadiographyDocumento41 páginasRadiographybhavin178Ainda não há avaliações
- Htha PDFDocumento10 páginasHtha PDFnktiah1207Ainda não há avaliações
- Catalog Tubing Inspection Probes enDocumento32 páginasCatalog Tubing Inspection Probes enMohammed Ilyas MohiuddinAinda não há avaliações
- GREDocumento12 páginasGREadvis79Ainda não há avaliações
- EC NDT On Weld Cracks PDFDocumento27 páginasEC NDT On Weld Cracks PDFJames HoldenAinda não há avaliações
- NDT and Eddy Current TestingDocumento8 páginasNDT and Eddy Current TestingTonyo AyshiyuAinda não há avaliações
- Seminar ON Non-Destructive Testing: Department of Automobile EngineeringDocumento23 páginasSeminar ON Non-Destructive Testing: Department of Automobile EngineeringAjith K100% (1)
- Weld NDE ModuleDocumento39 páginasWeld NDE Modulejxsnyder100% (1)
- Profile Radiography Article Estimationof CorrosionDocumento10 páginasProfile Radiography Article Estimationof Corrosioncoolguy12345Ainda não há avaliações
- Piping Injection PointsDocumento4 páginasPiping Injection PointsAshish PatelAinda não há avaliações
- The Forms of Corrosion-Part2Documento71 páginasThe Forms of Corrosion-Part2quiron2010100% (1)
- Magnetic Particle TestingDocumento33 páginasMagnetic Particle TestingRavindra S. JivaniAinda não há avaliações
- Welding DefectDocumento63 páginasWelding Defectdidi sudiAinda não há avaliações
- Introduction To NDT BasicDocumento27 páginasIntroduction To NDT BasicAngela WalkerAinda não há avaliações
- EIA Complaints and AppealsDocumento19 páginasEIA Complaints and AppealscankawaabAinda não há avaliações
- Ultrasonic Pipeline InspectionDocumento4 páginasUltrasonic Pipeline InspectionCepi Sindang KamulanAinda não há avaliações
- Non Destructive TestingDocumento4 páginasNon Destructive Testingأحمد دعبسAinda não há avaliações
- Design File: Carefully Evaluate Code RequirementsDocumento2 páginasDesign File: Carefully Evaluate Code RequirementslionluisAinda não há avaliações
- Corrosion Behavior of Steels in Gulf Seawater Environment...Documento15 páginasCorrosion Behavior of Steels in Gulf Seawater Environment...DoctorAtomicAinda não há avaliações
- NDT UltrasonicDocumento15 páginasNDT Ultrasonicromeoamu87Ainda não há avaliações
- Using Equotip Hardness Test BlocksDocumento5 páginasUsing Equotip Hardness Test Blocksanilbabu4Ainda não há avaliações
- Radiography Acceptance Criteria As Per B 31.3Documento2 páginasRadiography Acceptance Criteria As Per B 31.3mohamedAinda não há avaliações
- NDT - Non Destructive TestingDocumento3 páginasNDT - Non Destructive TestingAntwon CharlesAinda não há avaliações
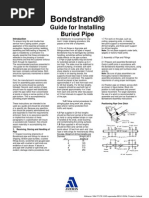
- Guide For Installing RTR Pipe Courtesy Bondstrand For InfoDocumento4 páginasGuide For Installing RTR Pipe Courtesy Bondstrand For InfoHafiz Ali Alvi100% (1)
- MT Asme Sec V Article 7Documento18 páginasMT Asme Sec V Article 7mohamedAinda não há avaliações
- 4.2 - Ali - MoosaviDocumento23 páginas4.2 - Ali - MoosaviRavie OuditAinda não há avaliações
- Corrosion Failures: Theory, Case Studies, and SolutionsNo EverandCorrosion Failures: Theory, Case Studies, and SolutionsAinda não há avaliações
- Painting Inspector: Passbooks Study GuideNo EverandPainting Inspector: Passbooks Study GuideAinda não há avaliações
- Corrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsNo EverandCorrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsAinda não há avaliações
- Asset Integrity Management A Complete Guide - 2020 EditionNo EverandAsset Integrity Management A Complete Guide - 2020 EditionAinda não há avaliações
- UHMWPE Mechanical Properties 3Documento9 páginasUHMWPE Mechanical Properties 3Josi Araya100% (1)
- UHMWPE Mechanical Properties 2Documento14 páginasUHMWPE Mechanical Properties 2Josi ArayaAinda não há avaliações
- UHMWPE Mechanical Properties 1Documento6 páginasUHMWPE Mechanical Properties 1Josi ArayaAinda não há avaliações
- TN048 PDFDocumento2 páginasTN048 PDFmjferrari76Ainda não há avaliações
- PTFE Glass TransitionDocumento28 páginasPTFE Glass TransitionJosi ArayaAinda não há avaliações
- Polymer AbbreviationsDocumento4 páginasPolymer AbbreviationsJosi ArayaAinda não há avaliações
- Polymer Abbreviations Abbreviation Chemical NameDocumento5 páginasPolymer Abbreviations Abbreviation Chemical NameJosi ArayaAinda não há avaliações
- Risk Management GuidanceDocumento9 páginasRisk Management GuidanceHelen GouseAinda não há avaliações
- Cash & Cash EquivalentsDocumento2 páginasCash & Cash EquivalentsYoonah KimAinda não há avaliações
- MBA CurriculumDocumento93 páginasMBA CurriculumkaranAinda não há avaliações
- Genetic Engineering AssignmentDocumento20 páginasGenetic Engineering AssignmentAcyl Chloride HaripremAinda não há avaliações
- 2010 LeftySpeed Oms en 0Documento29 páginas2010 LeftySpeed Oms en 0Discord ShadowAinda não há avaliações
- UNV EZAccess Datasheet - V1.2-EN - 883121 - 168459 - 0Documento3 páginasUNV EZAccess Datasheet - V1.2-EN - 883121 - 168459 - 0Agus NetAinda não há avaliações
- OTDRDocumento57 páginasOTDRarijeetdguy3051100% (1)
- C# Program To Print Even NumbersDocumento11 páginasC# Program To Print Even NumbersNadikattu RavikishoreAinda não há avaliações
- Unit III Sales and Retail ManagementDocumento16 páginasUnit III Sales and Retail ManagementMitali MishraAinda não há avaliações
- CASA 212 - 200 (NS) : NO Description P.N QTY ConditionDocumento6 páginasCASA 212 - 200 (NS) : NO Description P.N QTY ConditionsssavAinda não há avaliações
- System Description For Use With DESIGO XWORKS 17285 HQ enDocumento48 páginasSystem Description For Use With DESIGO XWORKS 17285 HQ enAnonymous US9AFTR02100% (1)
- Serial Number Microsoft Office Professioanal 2010Documento6 páginasSerial Number Microsoft Office Professioanal 2010Kono KonoAinda não há avaliações
- Gr7 3rd PeriodicalDocumento2 páginasGr7 3rd PeriodicalElle GonzagaAinda não há avaliações
- Tutorial MEP1553 - Insulation DiagnosticsDocumento4 páginasTutorial MEP1553 - Insulation DiagnosticsSharin Bin Ab GhaniAinda não há avaliações
- 2UEB000133 ACS2000 4kV Motor Temp Supervision Rev BDocumento3 páginas2UEB000133 ACS2000 4kV Motor Temp Supervision Rev BSherifAinda não há avaliações
- 48 - 1997 SummerDocumento42 páginas48 - 1997 SummerLinda ZwaneAinda não há avaliações
- Final Lpd1Documento6 páginasFinal Lpd1MONIC STRAISAND DIPARINEAinda não há avaliações
- Advances in Automobiles With Nanomaterials: A ReviewDocumento7 páginasAdvances in Automobiles With Nanomaterials: A Reviewpsmonu54Ainda não há avaliações
- Which Among The Following Statement Is INCORRECTDocumento7 páginasWhich Among The Following Statement Is INCORRECTJyoti SinghAinda não há avaliações
- G6Documento14 páginasG6Arinah RdhAinda não há avaliações
- 2 - McCullough HospitalDocumento2 páginas2 - McCullough HospitalGuru Charan ChitikenaAinda não há avaliações
- Hippa and ISO MappingDocumento13 páginasHippa and ISO Mappingnidelel214Ainda não há avaliações
- Mohamed Nagy Elsayed: Supply Chain ManagerDocumento6 páginasMohamed Nagy Elsayed: Supply Chain Managerfasiha thathiAinda não há avaliações
- imageRUNNER+ADVANCE+C5051-5045-5035-5030 Parts CatalogDocumento268 páginasimageRUNNER+ADVANCE+C5051-5045-5035-5030 Parts CatalogDragos Burlacu100% (1)
- Human Resource Information Systems 2nd Edition Kavanagh Test BankDocumento27 páginasHuman Resource Information Systems 2nd Edition Kavanagh Test BankteresamckenzieafvoAinda não há avaliações