Você também pode gostar
- Jigs and Fixture Sem III FinalDocumento127 páginasJigs and Fixture Sem III Finalnikhil sidAinda não há avaliações
- Design of FixtureDocumento4 páginasDesign of Fixtureapi-26046805Ainda não há avaliações
- Advances in Machine Tool Design and Research 1969: Proceedings of the 10th International M.T.D.R. Conference, University of Manchester Institute of Science and Technology, September 1969No EverandAdvances in Machine Tool Design and Research 1969: Proceedings of the 10th International M.T.D.R. Conference, University of Manchester Institute of Science and Technology, September 1969S. A. TobiasAinda não há avaliações
- Introduction To Jig & Fixture Design by KempsterDocumento54 páginasIntroduction To Jig & Fixture Design by Kempstersk9145100% (10)
- Jigs and FixturesDocumento75 páginasJigs and Fixturesdrsahuja0% (1)
- Design of Milling FixtureDocumento18 páginasDesign of Milling FixtureDIPAK VINAYAK SHIRBHATE75% (4)
- Jigs and FixturesDocumento73 páginasJigs and Fixturesashish Raut100% (1)
- Metal Cutting Theory and MechanismDocumento75 páginasMetal Cutting Theory and Mechanismnishantdubey1183Ainda não há avaliações
- Model Answers On Some QuestionsDocumento18 páginasModel Answers On Some QuestionsCharles OndiekiAinda não há avaliações
- 26 Broaching - Principles, Systems and ApplicationsDocumento16 páginas26 Broaching - Principles, Systems and ApplicationsPRASAD326100% (2)
- Jigs and Fixtures For Machine Shops: Instructional ObjectivesDocumento21 páginasJigs and Fixtures For Machine Shops: Instructional ObjectivesRinkuAinda não há avaliações
- Design of Drill JigDocumento26 páginasDesign of Drill JigDIPAK VINAYAK SHIRBHATE100% (1)
- Jig & Fixture ExamplesDocumento5 páginasJig & Fixture Exampleschirag sanghani33% (3)
- Jigs and FixturesDocumento26 páginasJigs and FixturesAumAinda não há avaliações
- Jig and Fix Model QPDocumento4 páginasJig and Fix Model QPDharmaraj ParamasivamAinda não há avaliações
- Jigs QuestionDocumento13 páginasJigs QuestionShanmugavel MallaiahAinda não há avaliações
- Jigs Mini Project PDFDocumento32 páginasJigs Mini Project PDFZahid PocieAinda não há avaliações
- CNC of Machine ToolsDocumento16 páginasCNC of Machine ToolsNirmalaThangaveluAinda não há avaliações
- Machine ToolDocumento23 páginasMachine ToolMohammad Anaitullah HassanAinda não há avaliações
- 3-Classification of CUTTING DIESDocumento5 páginas3-Classification of CUTTING DIESGurdeepAinda não há avaliações
- Ch#20 SHEET METAL WORKINGDocumento119 páginasCh#20 SHEET METAL WORKINGMustaqeem Sajid Khan100% (1)
- Jig and FixtureDocumento24 páginasJig and FixtureprabhjotbhangalAinda não há avaliações
- Tools Jigs and Die Design (Meng5323) : by Fisha Biruk (M.SC.)Documento60 páginasTools Jigs and Die Design (Meng5323) : by Fisha Biruk (M.SC.)Tamirat NemomsaAinda não há avaliações
- CH 24 ADocumento38 páginasCH 24 AThiran Boy LingamAinda não há avaliações
- Ch1 - Jigs & FixturesDocumento53 páginasCh1 - Jigs & Fixturesttetslm100% (2)
- Prepared by Deepak A Vishwakarma .: Roll No L081040008 T Y B Tech ProductionDocumento30 páginasPrepared by Deepak A Vishwakarma .: Roll No L081040008 T Y B Tech ProductionDIPAK VINAYAK SHIRBHATE100% (2)
- Merchant's Circle NotsDocumento5 páginasMerchant's Circle NotsSaravanan MathiAinda não há avaliações
- Unit I - Theory of Metal CuttingDocumento111 páginasUnit I - Theory of Metal CuttingSaravana KumarAinda não há avaliações
- Clamping Method in Jigs and FixtureDocumento15 páginasClamping Method in Jigs and FixturenilamAinda não há avaliações
- Chapter 1 Design Jig and FixtureDocumento37 páginasChapter 1 Design Jig and FixtureYann YeuAinda não há avaliações
- Progressive DieDocumento36 páginasProgressive DieYakshit GoelAinda não há avaliações
- Presentation On Jigs and Fixtures by Group G - 2Documento31 páginasPresentation On Jigs and Fixtures by Group G - 2Michael Castro AbuduAinda não há avaliações
- Lecture 1 - Intro To Single Point Cutting Tool GeometryDocumento16 páginasLecture 1 - Intro To Single Point Cutting Tool GeometryMuhammad Umar IqtidarAinda não há avaliações
- JIGS and Fixture PDFDocumento33 páginasJIGS and Fixture PDFC.E. Ishmeet Singh100% (1)
- Metal CuttingDocumento39 páginasMetal Cuttingavinashn12Ainda não há avaliações
- Programming MillDocumento81 páginasProgramming MillEddy ZalieAinda não há avaliações
- 21 Methods of Mounting of Jobs and Cutting Tools in Machine Tools.Documento29 páginas21 Methods of Mounting of Jobs and Cutting Tools in Machine Tools.PRASAD326100% (3)
- 53 Jigs and FixturesDocumento30 páginas53 Jigs and FixturesCyrus Jain50% (4)
- Speed and Feed For Lathe MachiningDocumento6 páginasSpeed and Feed For Lathe MachiningThinesh ChanderAinda não há avaliações
- Unit One Material and Geometry of Cutting Tools 2015Documento46 páginasUnit One Material and Geometry of Cutting Tools 2015elnat feyisa100% (1)
- Tool Engineering Jig and Fixture BookDocumento261 páginasTool Engineering Jig and Fixture Bookaashishyogesh95100% (3)
- Unit 6 Jigs and FixturesDocumento53 páginasUnit 6 Jigs and FixturesNaresh kumar100% (2)
- Risers and Riser Design: General Design Rules For Riser Necks Used in Iron CastingsDocumento62 páginasRisers and Riser Design: General Design Rules For Riser Necks Used in Iron CastingsGonzalo GiménezAinda não há avaliações
- Jigs & FixturesDocumento124 páginasJigs & Fixturespaul chandra100% (1)
- FixtureDocumento104 páginasFixtureArumugam R100% (1)
- Fixture 1234Documento104 páginasFixture 1234Muthu AravindAinda não há avaliações
- 09 Workholding DevicesDocumento18 páginas09 Workholding DevicesQadir AbbasiAinda não há avaliações
- 2.1 Jigs and Fixtures - Principles of Location and Principles of ClampingDocumento141 páginas2.1 Jigs and Fixtures - Principles of Location and Principles of Clamping727721eumc020Ainda não há avaliações
- Work Holding DevicesDocumento13 páginasWork Holding DevicesDerrick Maatla Moadi100% (1)
- Fixtures 01Documento60 páginasFixtures 01Bhuvanesh Bala0% (1)
- Jigs Fixtures MainDocumento30 páginasJigs Fixtures MainPrashanth RamakrishnanAinda não há avaliações
- Fixture: - Location - Clamping - Tool Setting Block - TenonDocumento35 páginasFixture: - Location - Clamping - Tool Setting Block - TenonChen WANYING100% (1)
- Jig & FixtureDocumento30 páginasJig & FixtureAnkur ParshavAinda não há avaliações
- Unit 2 Jigs and FixturesDocumento15 páginasUnit 2 Jigs and FixtureszishanAinda não há avaliações
- Broaching FixtureDocumento6 páginasBroaching Fixturemahmoudelsayad01013Ainda não há avaliações
- Jigs GaugesDocumento10 páginasJigs GaugesBarani KumarAinda não há avaliações
- Dawit SolomonDocumento24 páginasDawit Solomondawit solomonAinda não há avaliações
- Jigs & Fixtures Design ProcedureDocumento1 páginaJigs & Fixtures Design ProcedureSUNIL POULAinda não há avaliações
- Project Report On Bottle Filling PlantDocumento24 páginasProject Report On Bottle Filling PlantVishal Saini100% (3)
- MF Tea20 Te20Documento408 páginasMF Tea20 Te20Samuel Herren100% (2)
- (Dan Spurgeon) CAT - MACS - 2018 Presentation - 15-Feb-18Documento27 páginas(Dan Spurgeon) CAT - MACS - 2018 Presentation - 15-Feb-18florentinbacAinda não há avaliações
- Entech ControlsDocumento12 páginasEntech Controlsmanmohansingh1999Ainda não há avaliações
- And Power in Full Subtractor Circuit: Transistor Gating: Reduction of Leakage CurrentDocumento11 páginasAnd Power in Full Subtractor Circuit: Transistor Gating: Reduction of Leakage CurrentBhupender KumawatAinda não há avaliações
- VG Cables For Marine Engineering 02Documento24 páginasVG Cables For Marine Engineering 02SyazieliKamaruzamanAinda não há avaliações
- Forklift Checklist BROC EN 46491254Documento32 páginasForklift Checklist BROC EN 46491254ikperha jomafuvweAinda não há avaliações
- Brochure - ASKA Mobile Light Tower - V5Documento8 páginasBrochure - ASKA Mobile Light Tower - V5cool.boys4200Ainda não há avaliações
- NETZSCH - Safety Valve - Brochure NdB672Documento2 páginasNETZSCH - Safety Valve - Brochure NdB672Reivaj JavierAinda não há avaliações
- Nad T743 GBDocumento32 páginasNad T743 GBemehranAinda não há avaliações
- E153FPTcServiceManualA05 PDFDocumento69 páginasE153FPTcServiceManualA05 PDFMarcio Antonio MachadoAinda não há avaliações
- Electromagnetic Clutch System Full Seminar Report 4537Documento30 páginasElectromagnetic Clutch System Full Seminar Report 4537Lalit Tanan100% (1)
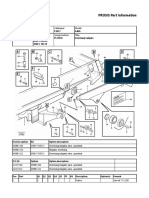
- PROSIS Part InformationDocumento3 páginasPROSIS Part InformationElie AbisaadAinda não há avaliações
- Signature Flow Meter Pocket GuideDocumento72 páginasSignature Flow Meter Pocket Guidet783886Ainda não há avaliações
- Stainless Series S115-2 or S6115-2 (Globe), S1115-2 or S61115-2 (Angle) Installation InstructionsDocumento1 páginaStainless Series S115-2 or S6115-2 (Globe), S1115-2 or S61115-2 (Angle) Installation InstructionsWattsAinda não há avaliações
- 6042 Parts 8990467 02-22-12 ANSI EnglishDocumento462 páginas6042 Parts 8990467 02-22-12 ANSI EnglishwalmadasanAinda não há avaliações
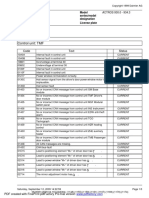
- Current Fault Codes: Code Text StatusDocumento3 páginasCurrent Fault Codes: Code Text StatusnaftaliAinda não há avaliações
- Bomba KWP BlocDocumento28 páginasBomba KWP BlocKevin OchoaAinda não há avaliações
- Panel Schedule TemplateDocumento1 páginaPanel Schedule TemplateJefri Yan SipahutarAinda não há avaliações
- Bourdon TubeDocumento13 páginasBourdon TubeJamer Ian Mustapha100% (2)
- 3412C EMCP II+ For PEEC Engines Electrical SystemDocumento4 páginas3412C EMCP II+ For PEEC Engines Electrical Systemविशाल पुडासैनी100% (1)
- 5 Timer (Part 1)Documento29 páginas5 Timer (Part 1)lsuwdaa100% (1)
- Monitoring Systems For Data Centers - Developed by GamatronicDocumento6 páginasMonitoring Systems For Data Centers - Developed by GamatronicGamatronicAinda não há avaliações
- Manual de Motores Vol 4Documento75 páginasManual de Motores Vol 4Gabriel Piñon Conde100% (1)
- Website Visit Log 2020 FixedDocumento50 páginasWebsite Visit Log 2020 Fixedadityarana531Ainda não há avaliações
- Dewalt Dpsb2in1 - XJ Exploded View & PartsDocumento5 páginasDewalt Dpsb2in1 - XJ Exploded View & PartsCésar NunesAinda não há avaliações
- GEI-100547-EX2100 and EX2100e ExcitationControl Factory Testsand Demonstrations Instruction GuideDocumento12 páginasGEI-100547-EX2100 and EX2100e ExcitationControl Factory Testsand Demonstrations Instruction GuideLê Trung DũngAinda não há avaliações
- F 1000 Turbine Catalog SheetDocumento4 páginasF 1000 Turbine Catalog SheetTrongtuyen HoangAinda não há avaliações
- Stryker FL28EX Hospital Bed - Service ManualDocumento60 páginasStryker FL28EX Hospital Bed - Service ManualCristian Andres Araya CisternasAinda não há avaliações
- Common Joints and SplicesDocumento3 páginasCommon Joints and SplicesNota Belz70% (10)
- Digital Filmmaking: The Ultimate Guide to Web Video Production for Beginners and Non-Professionals, Learn Useful Tips and Advice on How You Can Create, Film and Edit Your VideosNo EverandDigital Filmmaking: The Ultimate Guide to Web Video Production for Beginners and Non-Professionals, Learn Useful Tips and Advice on How You Can Create, Film and Edit Your VideosNota: 5 de 5 estrelas5/5 (1)
- The Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionNo EverandThe Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionNota: 4.5 de 5 estrelas4.5/5 (543)
- Multiplexed Networks for Embedded Systems: CAN, LIN, FlexRay, Safe-by-Wire...No EverandMultiplexed Networks for Embedded Systems: CAN, LIN, FlexRay, Safe-by-Wire...Ainda não há avaliações
- Programming the Raspberry Pi, Third Edition: Getting Started with PythonNo EverandProgramming the Raspberry Pi, Third Edition: Getting Started with PythonNota: 5 de 5 estrelas5/5 (2)
- 2022 Adobe® Premiere Pro Guide For Filmmakers and YouTubersNo Everand2022 Adobe® Premiere Pro Guide For Filmmakers and YouTubersNota: 5 de 5 estrelas5/5 (1)
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tNo EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tNota: 4.5 de 5 estrelas4.5/5 (27)
- Retro Gaming with Raspberry Pi: Nearly 200 Pages of Video Game ProjectsNo EverandRetro Gaming with Raspberry Pi: Nearly 200 Pages of Video Game ProjectsAinda não há avaliações
- Empires of Light: Edison, Tesla, Westinghouse, and the Race to Electrify the WorldNo EverandEmpires of Light: Edison, Tesla, Westinghouse, and the Race to Electrify the WorldNota: 4 de 5 estrelas4/5 (87)
- Power System Control and ProtectionNo EverandPower System Control and ProtectionB. Don RussellNota: 4 de 5 estrelas4/5 (11)
- Conquering the Electron: The Geniuses, Visionaries, Egomaniacs, and Scoundrels Who Built Our Electronic AgeNo EverandConquering the Electron: The Geniuses, Visionaries, Egomaniacs, and Scoundrels Who Built Our Electronic AgeNota: 4.5 de 5 estrelas4.5/5 (10)
- Practical Electrical Wiring: Residential, Farm, Commercial, and IndustrialNo EverandPractical Electrical Wiring: Residential, Farm, Commercial, and IndustrialNota: 3.5 de 5 estrelas3.5/5 (3)
- INCOSE Systems Engineering Handbook: A Guide for System Life Cycle Processes and ActivitiesNo EverandINCOSE Systems Engineering Handbook: A Guide for System Life Cycle Processes and ActivitiesNota: 5 de 5 estrelas5/5 (1)
- Guide to the IET Wiring Regulations: IET Wiring Regulations (BS 7671:2008 incorporating Amendment No 1:2011)No EverandGuide to the IET Wiring Regulations: IET Wiring Regulations (BS 7671:2008 incorporating Amendment No 1:2011)Nota: 4 de 5 estrelas4/5 (2)
- The Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionNo EverandThe Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionNota: 4 de 5 estrelas4/5 (331)
- Hacking Electronics: An Illustrated DIY Guide for Makers and HobbyistsNo EverandHacking Electronics: An Illustrated DIY Guide for Makers and HobbyistsNota: 3.5 de 5 estrelas3.5/5 (2)
- Teach Yourself Electricity and Electronics, 6th EditionNo EverandTeach Yourself Electricity and Electronics, 6th EditionNota: 3.5 de 5 estrelas3.5/5 (15)
- Power Electronics Diploma Interview Q&A: Career GuideNo EverandPower Electronics Diploma Interview Q&A: Career GuideAinda não há avaliações