Você também pode gostar
- PM11 07 Euro PM2011 Ulf EngstromDocumento6 páginasPM11 07 Euro PM2011 Ulf EngstromdimitrisAinda não há avaliações
- Abradable Seals GEDocumento12 páginasAbradable Seals GEdimitrisAinda não há avaliações
- Low Alloyed Steel Powders For Sintered Components August 2011 DisplaywebDocumento1 páginaLow Alloyed Steel Powders For Sintered Components August 2011 DisplaywebdimitrisAinda não há avaliações
- Braze Paper Smtech17Documento6 páginasBraze Paper Smtech17dimitrisAinda não há avaliações
- 47-DeVEREAUX - Superfinish & Grinding - ASETS Defense '11Documento22 páginas47-DeVEREAUX - Superfinish & Grinding - ASETS Defense '11dimitrisAinda não há avaliações
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- Metastat Command Shows Soft Partition in Errored StateDocumento3 páginasMetastat Command Shows Soft Partition in Errored StatecresmakAinda não há avaliações
- Sun Tzu and Information Warfare PDFDocumento178 páginasSun Tzu and Information Warfare PDFtazman10102458100% (4)
- Petrel ShaleDocumento4 páginasPetrel ShaleAnderson Portilla BenavidesAinda não há avaliações
- A Driving Simulator As A Virtual Reality ToolDocumento6 páginasA Driving Simulator As A Virtual Reality ToolmiaAinda não há avaliações
- FR 17Documento3 páginasFR 17Nagaraja MVAinda não há avaliações
- Kioti Daedong RX6030, RX6630, RX7330, RX7630 Tractors Service Manual 07-2015Documento19 páginasKioti Daedong RX6030, RX6630, RX7330, RX7630 Tractors Service Manual 07-2015LisakolyAinda não há avaliações
- Chapter 12 Multiple-Choice Questions on Auditing IT SystemsDocumento12 páginasChapter 12 Multiple-Choice Questions on Auditing IT SystemsJohn Rey EnriquezAinda não há avaliações
- Compiler Design Code GenerationDocumento4 páginasCompiler Design Code GenerationNera AjahhAinda não há avaliações
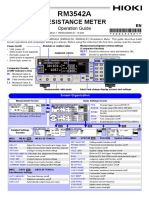
- Resistance Meter: Operation GuideDocumento2 páginasResistance Meter: Operation GuideEko SutjiptoAinda não há avaliações
- Chziri zvf330 Ac Drive User Manual E375Documento59 páginasChziri zvf330 Ac Drive User Manual E375Diego Armando Carrera palmaAinda não há avaliações
- Personal branding worksheet to define your brand identityDocumento5 páginasPersonal branding worksheet to define your brand identityՀայկուհի Գրիգորյան100% (3)
- AI Sentiment Analysis of YouTube CommentsDocumento18 páginasAI Sentiment Analysis of YouTube CommentsRey NeshAinda não há avaliações
- (!! SPAM) RE - Alphamas Mandiri - Weather Stations QuotationDocumento4 páginas(!! SPAM) RE - Alphamas Mandiri - Weather Stations QuotationErnest V SAinda não há avaliações
- Best Practices For Tensorrt PerformanceDocumento20 páginasBest Practices For Tensorrt PerformanceacabaAinda não há avaliações
- Resume Amit BhagwatDocumento5 páginasResume Amit Bhagwatabh93071046100% (3)
- Ns-Jsra: Risk Type: Risk TypeDocumento6 páginasNs-Jsra: Risk Type: Risk TypeMarco MotaAinda não há avaliações
- Testing Suite PartA - PyDocumento14 páginasTesting Suite PartA - PyHugsAinda não há avaliações
- MPPT Solar Charge Controller: Tracer A SeriesDocumento4 páginasMPPT Solar Charge Controller: Tracer A Seriesfingkan fitriyantiAinda não há avaliações
- 5th Sem SyllabusDocumento28 páginas5th Sem SyllabusSUHOTRA guptaAinda não há avaliações
- Design approach analysis for inset-fed rectangular microstrip patch antennaDocumento4 páginasDesign approach analysis for inset-fed rectangular microstrip patch antennaNam TàoAinda não há avaliações
- SL Nx-OsDocumento676 páginasSL Nx-Osa_salesmanAinda não há avaliações
- IECM User Manual PDFDocumento583 páginasIECM User Manual PDFVishnu UppalakkalAinda não há avaliações
- Ciena DTM-100G2 - DS PDFDocumento2 páginasCiena DTM-100G2 - DS PDFrobert adamsAinda não há avaliações
- Oracle Reports 10g Ekit PDFDocumento760 páginasOracle Reports 10g Ekit PDFykamal7Ainda não há avaliações
- Oracle 1z0-497 exam guide with 91% successDocumento65 páginasOracle 1z0-497 exam guide with 91% successprem kumarAinda não há avaliações
- MySQL Triggers GuideDocumento21 páginasMySQL Triggers Guidesatya prakash singhAinda não há avaliações
- APN-052 Directional Ground-Fault ProtectionDocumento17 páginasAPN-052 Directional Ground-Fault ProtectionWalter Andres Estevez VasquezAinda não há avaliações
- Micro Focus®Documento6 páginasMicro Focus®pncsatishAinda não há avaliações
- Dolby Pulse BrochureDocumento2 páginasDolby Pulse BrochureHà Huy HoàngAinda não há avaliações
- Chapter 7 - InstallDocumento25 páginasChapter 7 - InstallHoài Sơn LêAinda não há avaliações