Você também pode gostar
- F11 Connecting Rod Inspection ProcedureDocumento3 páginasF11 Connecting Rod Inspection ProcedureMohammed Tauseef Ali100% (1)
- Section 6-2Documento80 páginasSection 6-2Raidul WafiAinda não há avaliações
- Angular Contact Ball BearingsDocumento3 páginasAngular Contact Ball BearingsDannyschAinda não há avaliações
- Saab V4 Sport and Rally Competition ModificationsDocumento10 páginasSaab V4 Sport and Rally Competition Modificationsaakk75Ainda não há avaliações
- 2.turbine Bearing MaintenanceDocumento52 páginas2.turbine Bearing MaintenanceTung Nguyen100% (1)
- 1A-108 Engine Mechanical (4Hk1, 6Hk1) : CautionDocumento1 página1A-108 Engine Mechanical (4Hk1, 6Hk1) : CautionВладимир Швед100% (1)
- kx80 Página 111Documento1 páginakx80 Página 111PabloAinda não há avaliações
- Connecting rod technical specsDocumento2 páginasConnecting rod technical specsAron Emanuel Mendoza LopezAinda não há avaliações
- Anchor-Bolts in CMU Wall DesignDocumento26 páginasAnchor-Bolts in CMU Wall DesignWenxuan WangAinda não há avaliações
- Shear Design Continuous Beam1 - Lecture8Documento23 páginasShear Design Continuous Beam1 - Lecture8Mariam BhAinda não há avaliações
- 2005 Seadoo Rotax 1503 4 Tech Shop Manual - 101 EndDocumento24 páginas2005 Seadoo Rotax 1503 4 Tech Shop Manual - 101 EndOscar Eduardo GomezAinda não há avaliações
- API RP 687-2001 (2015) Ut BabbitpdfDocumento1 páginaAPI RP 687-2001 (2015) Ut BabbitpdfudomAinda não há avaliações
- Fitting & Acc PDFDocumento663 páginasFitting & Acc PDFUncorrectableNameAinda não há avaliações
- Fitting & Acc.Documento595 páginasFitting & Acc.jarekAinda não há avaliações
- Measuring of Swing Bearing ClearanceDocumento3 páginasMeasuring of Swing Bearing ClearanceSunil Singh100% (1)
- HSS - Recommended Procedures For Checking Dimensional ToleraDocumento12 páginasHSS - Recommended Procedures For Checking Dimensional ToleraJenner Volnney Quispe ChataAinda não há avaliações
- Installation & Alignement of Rotating DrumsDocumento9 páginasInstallation & Alignement of Rotating Drumsguilanya100% (1)
- Cylinder Block Inspection and Repair GuideDocumento46 páginasCylinder Block Inspection and Repair GuideNikkikumar MaisuriyaAinda não há avaliações
- 6.4 Measuring Clearance and Wear of Pivoted Shoe Journal BearingsDocumento3 páginas6.4 Measuring Clearance and Wear of Pivoted Shoe Journal BearingszulmodangguAinda não há avaliações
- Deb58tis 4Documento11 páginasDeb58tis 4CHEMA BASANAinda não há avaliações
- Design and Function: Marine Transmissions Gearboxes, Drives, IPSDocumento80 páginasDesign and Function: Marine Transmissions Gearboxes, Drives, IPSSON100% (1)
- Nissan Almera n16 2001 Electronic Repair Manual 116Documento1 páginaNissan Almera n16 2001 Electronic Repair Manual 116netifig352Ainda não há avaliações
- Diesel Engine ComponentDocumento22 páginasDiesel Engine ComponentRahul KumarAinda não há avaliações
- Compresor MYCOMDocumento8 páginasCompresor MYCOMPEDROAinda não há avaliações
- TITLE Engine Assembly Guide: 12V140E-3 Series Cylinder Liner InstallationDocumento39 páginasTITLE Engine Assembly Guide: 12V140E-3 Series Cylinder Liner InstallationЕгорAinda não há avaliações
- Catálogo de Manutenção de Correiais Industriais PDFDocumento60 páginasCatálogo de Manutenção de Correiais Industriais PDFViniciusCamargosAinda não há avaliações
- Connecting Rod 2 PDFDocumento2 páginasConnecting Rod 2 PDFvictoverAinda não há avaliações
- Inspection: 1. Clean Cylinder BlockDocumento7 páginasInspection: 1. Clean Cylinder Blockdolphi_742078Ainda não há avaliações
- Measuring Camber in Steel and Concrete Bridge GirdersDocumento6 páginasMeasuring Camber in Steel and Concrete Bridge GirdersKedarAinda não há avaliações
- Anchor Bolt Specification Conflicts December 2006Documento7 páginasAnchor Bolt Specification Conflicts December 2006Bruce SuprenantAinda não há avaliações
- Bhel Bearing ErectionDocumento39 páginasBhel Bearing ErectionASHUTOSH KUMAR100% (2)
- Crankcase Overhaul LimitsDocumento36 páginasCrankcase Overhaul LimitsLUISA FERNANDA TORRES MANOSALVAAinda não há avaliações
- Crankshaft Assembly GuideDocumento51 páginasCrankshaft Assembly GuideSlobodanAinda não há avaliações
- Bearings FinalDocumento8 páginasBearings FinalThiyagarajan RajkumarAinda não há avaliações
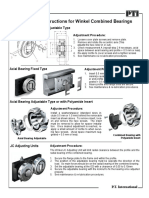
- Winkel Bearing Adjustment Re Lube Instructions 0719Documento2 páginasWinkel Bearing Adjustment Re Lube Instructions 0719huseyinAinda não há avaliações
- Table A3.4 Fig. A3.1 Fig. A3.1: DentersDocumento10 páginasTable A3.4 Fig. A3.1 Fig. A3.1: DentersLaura Sofia AvellanedaAinda não há avaliações
- Er 82Documento2 páginasEr 82Dibyendu ChakrabortyAinda não há avaliações
- Clutch CB PDFDocumento45 páginasClutch CB PDFLuis Eduardo Albarracin RugelesAinda não há avaliações
- FIS113eng Hi Temp BellowsDocumento8 páginasFIS113eng Hi Temp Bellowsandres castroAinda não há avaliações
- Brake Drum Micrometer: Operating Instructions and Parts IdentificationDocumento4 páginasBrake Drum Micrometer: Operating Instructions and Parts IdentificationoldtrukluvrAinda não há avaliações
- Adjust Valve Clearance 2AZ-FE EngineDocumento9 páginasAdjust Valve Clearance 2AZ-FE EngineMarcos EmmanuelAinda não há avaliações
- Thincyl PDFDocumento2 páginasThincyl PDFPriyanshuAinda não há avaliações
- Thin Cylinder Stress ExperimentDocumento2 páginasThin Cylinder Stress ExperimentPriyanshuAinda não há avaliações
- Boogie Type MTD-WI-02Documento15 páginasBoogie Type MTD-WI-02vinothAinda não há avaliações
- CASNUBDocumento38 páginasCASNUBGajendra Kumar Verma100% (1)
- Embragues de Freno Eaton Airflex - Uncoiler R4 (8CB250-142096JB) PDFDocumento40 páginasEmbragues de Freno Eaton Airflex - Uncoiler R4 (8CB250-142096JB) PDFCesarFTAAinda não há avaliações
- Q11What Are The Construction Requirement of A Good Sine BarDocumento4 páginasQ11What Are The Construction Requirement of A Good Sine Baramal lohchabAinda não há avaliações
- Angular MeasurementDocumento21 páginasAngular MeasurementKumarGauravAinda não há avaliações
- Check and remachine crank pin ridge wearDocumento4 páginasCheck and remachine crank pin ridge wearmariodalAinda não há avaliações
- Mitsubishi Engine 4DQ3 4DQ30 Service Manual 99609-50000Documento61 páginasMitsubishi Engine 4DQ3 4DQ30 Service Manual 99609-50000Miroslav TabakovskiAinda não há avaliações
- CE134P-2 - Simple Connections-BoltedDocumento41 páginasCE134P-2 - Simple Connections-BoltedJemuel FloresAinda não há avaliações
- Preparatory Steps: Note: The Following Procedure Is Only To Be Used ForDocumento9 páginasPreparatory Steps: Note: The Following Procedure Is Only To Be Used FordeedAinda não há avaliações
- MAN Bulletin Cus 190.02-02Documento5 páginasMAN Bulletin Cus 190.02-02lhuichienAinda não há avaliações
- Manual de Reparación Sello FlowserveDocumento8 páginasManual de Reparación Sello FlowservejorgeAinda não há avaliações
- Question and Answerr 2Documento28 páginasQuestion and Answerr 2Shahid_1789100% (2)
- Optibelt Installation and Maintenance InstructionsDocumento24 páginasOptibelt Installation and Maintenance InstructionsFabian BaezaAinda não há avaliações
- MOS SS-HTB Tightening PartDocumento9 páginasMOS SS-HTB Tightening PartjimdabrondAinda não há avaliações
- Bearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsNo EverandBearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsNota: 4 de 5 estrelas4/5 (1)
- Data Privacy ZF SupplierAcademyDocumento2 páginasData Privacy ZF SupplierAcademyMohammed SaberAinda não há avaliações
- Marintec Company ProfileDocumento9 páginasMarintec Company ProfileMohammed SaberAinda não há avaliações
- EnDocumento22 páginasEnMohammed SaberAinda não há avaliações
- Hho HydrogenDocumento39 páginasHho HydrogenMohammed Saber100% (1)
- Marex OS II-Optimized For REINTJES Trolling Gearboxes With v-ADSDocumento4 páginasMarex OS II-Optimized For REINTJES Trolling Gearboxes With v-ADSMohammed Saber100% (1)
- Fast Vessels WVS-WLS 234-1 - 430-1Documento8 páginasFast Vessels WVS-WLS 234-1 - 430-1Mohammed SaberAinda não há avaliações
- r2 Hy-Optima 720as-Gc Technical Data SheetDocumento1 páginar2 Hy-Optima 720as-Gc Technical Data SheetMohammed SaberAinda não há avaliações
- H2scan 720as-Gc Hydrogen Sensor System ManualDocumento22 páginasH2scan 720as-Gc Hydrogen Sensor System ManualMohammed SaberAinda não há avaliações
- Plan OrientationDocumento32 páginasPlan OrientationMoises RondonAinda não há avaliações
- GEARBOX MANUAL SF Revision DDocumento37 páginasGEARBOX MANUAL SF Revision DaliAinda não há avaliações
- MG ZS EV Brochure 2020Documento15 páginasMG ZS EV Brochure 2020gregory3Ainda não há avaliações
- EPAS 11 Module 1 - AQSDocumento36 páginasEPAS 11 Module 1 - AQSChester Allan MarquezAinda não há avaliações
- MFY-01 Brief OperationDocumento2 páginasMFY-01 Brief OperationRajan GangarAinda não há avaliações
- Parts Catalog: FY8-31FQ-000Documento26 páginasParts Catalog: FY8-31FQ-000Ива-Благомир МариновиAinda não há avaliações
- Install Manual RFHM Eng 0904Documento9 páginasInstall Manual RFHM Eng 0904Ernesto MarceloAinda não há avaliações
- Unit 4 4a Power MeasurementsDocumento10 páginasUnit 4 4a Power MeasurementsmanikandaprabhuAinda não há avaliações
- Laboratory Activity #6Documento3 páginasLaboratory Activity #6Jan Andrea Salicobay HermosoAinda não há avaliações
- Adafruit Mics5524 Gas Sensor BreakoutDocumento12 páginasAdafruit Mics5524 Gas Sensor BreakoutWerliock MorlorumAinda não há avaliações
- Epf011acd Ug V02-7302Documento124 páginasEpf011acd Ug V02-7302sluz2000Ainda não há avaliações
- BandmasterDocumento20 páginasBandmasterdaniloAinda não há avaliações
- CVS Type 667 Diaphragm Actuator Installation ManualDocumento8 páginasCVS Type 667 Diaphragm Actuator Installation Manualsalmo83:18Ainda não há avaliações
- Gas-Liquid Separator SkidDocumento47 páginasGas-Liquid Separator SkidKamillAL-akhrasAinda não há avaliações
- EC206 CO Modelqn2 Ktustudents - inDocumento3 páginasEC206 CO Modelqn2 Ktustudents - ingpuonlineAinda não há avaliações
- 0.1 General PointsDocumento96 páginas0.1 General PointsSergeyAinda não há avaliações
- Manual Sabroe PDFDocumento48 páginasManual Sabroe PDFArturo RojasAinda não há avaliações
- Digi-Tool - PB-210D Calibration Unit For MCB-200 Digilon - Microwave BarrierDocumento2 páginasDigi-Tool - PB-210D Calibration Unit For MCB-200 Digilon - Microwave BarrierMario Gabriel MoralliAinda não há avaliações
- Heating SystemsDocumento30 páginasHeating SystemsEmmanuel BuhwaAinda não há avaliações
- AA-7000 Atomic Absorption Spectrophotometer Installation RequirementsDocumento3 páginasAA-7000 Atomic Absorption Spectrophotometer Installation RequirementsGanesh KashinathAinda não há avaliações
- Epec Onepager Epec-Flow-Active-PDU PublicDocumento2 páginasEpec Onepager Epec-Flow-Active-PDU PublicMattia CanutiAinda não há avaliações
- Amerex Vs Manual 13980hDocumento95 páginasAmerex Vs Manual 13980hMiguel Carlin Jimenez100% (1)
- EV Charging Ali BahramiDocumento58 páginasEV Charging Ali BahramiSenapathi TejaAinda não há avaliações
- Safety inspection checklist for bar cutting and bending machineDocumento14 páginasSafety inspection checklist for bar cutting and bending machinepartha50% (2)
- Ventilation Control Panel ProjectDocumento4 páginasVentilation Control Panel ProjectHao DinhAinda não há avaliações
- Affordable High-End AudioDocumento120 páginasAffordable High-End Audiozambila100% (2)
- 2014.3 Models LHD D ReleaseDocumento48 páginas2014.3 Models LHD D ReleaseMajid GhAinda não há avaliações
- Panel BoardsDocumento42 páginasPanel BoardsgramirezsalazarAinda não há avaliações
- SB-1500 Slickline Electronic Perforating Tool AdvantagesDocumento1 páginaSB-1500 Slickline Electronic Perforating Tool AdvantagesSusin LimAinda não há avaliações
- Chademo-Ceritifed Charger List: Kikusui Electronics CorporationDocumento8 páginasChademo-Ceritifed Charger List: Kikusui Electronics CorporationArun k somanAinda não há avaliações