Você também pode gostar
- The Choice of The Optimal Retrofit Method For Sections of The Catalytic Reforming UnitDocumento6 páginasThe Choice of The Optimal Retrofit Method For Sections of The Catalytic Reforming UnitАнтон КоробейниковAinda não há avaliações
- Turton Appb 106530387768094090.pdf 1Documento5 páginasTurton Appb 106530387768094090.pdf 1Dikshit PankhaniyaAinda não há avaliações
- Diseño Preliminar de Plantas QuimicasDocumento4 páginasDiseño Preliminar de Plantas QuimicasAndresDiazAinda não há avaliações
- Ballistic Properties of Scavenged Solid Rocket PropellantsDocumento16 páginasBallistic Properties of Scavenged Solid Rocket PropellantsspetAinda não há avaliações
- Simple Amine System V1.0Documento7 páginasSimple Amine System V1.0alAinda não há avaliações
- TAME - Extractive - Distillation - DistillationDocumento11 páginasTAME - Extractive - Distillation - DistillationVikas YadavAinda não há avaliações
- Simulation Studies On Reactive Distillation For Synthesis of - Amyl Ethyl EtherDocumento6 páginasSimulation Studies On Reactive Distillation For Synthesis of - Amyl Ethyl EtherElena Raluca DraguAinda não há avaliações
- IJEE 03 v2n2Documento12 páginasIJEE 03 v2n2Wilvard LachicaAinda não há avaliações
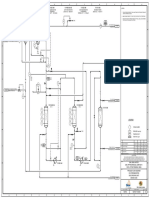
- 110-Ee-380 110-Ee-381 110-Ee-384 110-Ee-386 110-RB-380 A/b 110-VV-385Documento1 página110-Ee-380 110-Ee-381 110-Ee-384 110-Ee-386 110-RB-380 A/b 110-VV-385DIPANKAR LALAAinda não há avaliações
- 110-Ee-380 110-Ee-381 110-Ee-384 110-Ee-386 110-RB-380 A/b 110-VV-385Documento1 página110-Ee-380 110-Ee-381 110-Ee-384 110-Ee-386 110-RB-380 A/b 110-VV-385DIPANKAR LALAAinda não há avaliações
- Jftot 2015Documento88 páginasJftot 2015richard008Ainda não há avaliações
- Chemical Reaction Engineering 1 BKF 2453 SEM II 2015/2016: Mini Project Production of Ethylene From MethaneDocumento26 páginasChemical Reaction Engineering 1 BKF 2453 SEM II 2015/2016: Mini Project Production of Ethylene From MethaneSyarif Wira'iAinda não há avaliações
- IJITE13June PDFDocumento8 páginasIJITE13June PDFHéctor Jorge Bravo PastorAinda não há avaliações
- PDF DocumentDocumento5 páginasPDF DocumentmahahajAinda não há avaliações
- 4 Seq Sep Train 2Documento57 páginas4 Seq Sep Train 2Thrishnaa BalasupurManiamAinda não há avaliações
- Nigam Organization Structure 24102016Documento180 páginasNigam Organization Structure 24102016sunuprvunlAinda não há avaliações
- Turton AppB Part1.QxdDocumento8 páginasTurton AppB Part1.QxdAlumni Affairs Secretary VNITAinda não há avaliações
- Conceptual Design and Scale Up of Lactic Acid Production From Fermentation-Derived Magnesium LactateDocumento6 páginasConceptual Design and Scale Up of Lactic Acid Production From Fermentation-Derived Magnesium LactateNial HoerunAinda não há avaliações
- EA Water Ethanol Separation SystemDocumento1 páginaEA Water Ethanol Separation SystemNaveen KamatAinda não há avaliações
- Sweetening Gas ProcessDocumento19 páginasSweetening Gas Processrai rodriguezAinda não há avaliações
- duced-EOS-Tables - XLSX: AL9-315 Date 04-05-2023Documento5 páginasduced-EOS-Tables - XLSX: AL9-315 Date 04-05-2023Drake WellsAinda não há avaliações
- FSA Fluid Conditioning Skid ElementsDocumento18 páginasFSA Fluid Conditioning Skid ElementsJovMac ManzanoAinda não há avaliações
- Chapter 6 Solutions: Chemical Process Simulation and AnalysisDocumento26 páginasChapter 6 Solutions: Chemical Process Simulation and AnalysisKate MontaluisaAinda não há avaliações
- Electrostatic Precipitator Failure Analysis Using FMEA Method On Steam Turbine Electricity Generation (PLTU Banten 2 - Indonesia)Documento3 páginasElectrostatic Precipitator Failure Analysis Using FMEA Method On Steam Turbine Electricity Generation (PLTU Banten 2 - Indonesia)Калин ТодоровAinda não há avaliações
- Pages From 70 Power Plant Iae v2500Documento2 páginasPages From 70 Power Plant Iae v2500AldoAinda não há avaliações
- Intensifying Air Separation Units: C H E M I C A L E N G I N E E R I N GDocumento6 páginasIntensifying Air Separation Units: C H E M I C A L E N G I N E E R I N GSofia BujosaAinda não há avaliações
- Process Modelling and Simulation of Ethanol Steam Reforming For The Production of HydrogenDocumento20 páginasProcess Modelling and Simulation of Ethanol Steam Reforming For The Production of HydrogenAniruddh ModiAinda não há avaliações
- ORG - CHEM - Volume 6 - Issue 1 - Pages 1-12-9Documento1 páginaORG - CHEM - Volume 6 - Issue 1 - Pages 1-12-9AudiAinda não há avaliações
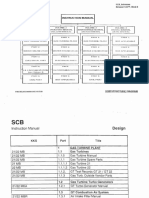
- Gas Turbine Manual PDFDocumento721 páginasGas Turbine Manual PDFZakki Afifi100% (2)
- Thermodynamic Analysis of Rankine-Kalina Combined CycleDocumento9 páginasThermodynamic Analysis of Rankine-Kalina Combined Cycleturbey1954Ainda não há avaliações
- Design Acrylic Acid Production ProcessDocumento16 páginasDesign Acrylic Acid Production ProcessrubeszurcAinda não há avaliações
- Cheng Ching Yo Ethylacetate PilotDocumento6 páginasCheng Ching Yo Ethylacetate Pilotmaissam ferdosiAinda não há avaliações
- Fluid Mechanics, Heat Transfer, and Thermodynamics Fall 2001 Design Project Production of Dimethyl EtherDocumento38 páginasFluid Mechanics, Heat Transfer, and Thermodynamics Fall 2001 Design Project Production of Dimethyl Ethermoheed100% (1)
- 13-1999-Multiple Reactions in Catalytic Distillation Processes For The ProductionDocumento9 páginas13-1999-Multiple Reactions in Catalytic Distillation Processes For The Productionehsan zeraatkarAinda não há avaliações
- 199-Diagnostics Engine (2RZ-FE, 3RZ-FE) Circuit Inspection (P0125)Documento3 páginas199-Diagnostics Engine (2RZ-FE, 3RZ-FE) Circuit Inspection (P0125)Alex PhomvAinda não há avaliações
- Mtbe UnlockedDocumento47 páginasMtbe UnlockedCaminito MallorcaAinda não há avaliações
- Encapsulation of Lipophilic Fragrance by Polymerization of The Intermediate Aqueous Phase of An Oil-In-Water-In-Oil (O/W/O) Double EmulsionDocumento4 páginasEncapsulation of Lipophilic Fragrance by Polymerization of The Intermediate Aqueous Phase of An Oil-In-Water-In-Oil (O/W/O) Double EmulsionRibautAinda não há avaliações
- Study of The Effective Factors in Gasoline Sweetening ProcessDocumento9 páginasStudy of The Effective Factors in Gasoline Sweetening ProcessdoufethiAinda não há avaliações
- Reliability Analysis Applied On Centrifugal PumpsDocumento9 páginasReliability Analysis Applied On Centrifugal PumpsJose Rodriguez Sanchez100% (2)
- Modelling and Simulation of MTBE Production Using Divided Wall ColumnDocumento11 páginasModelling and Simulation of MTBE Production Using Divided Wall ColumnSzidonia DeeAinda não há avaliações
- IEC 584-2-1989, Thermocouples, Tolerances PDFDocumento18 páginasIEC 584-2-1989, Thermocouples, Tolerances PDFJosue FishAinda não há avaliações
- Seider Solucionario Capitulo 6Documento26 páginasSeider Solucionario Capitulo 6Geovanny J.Ainda não há avaliações
- Part Report 2Documento10 páginasPart Report 2thetojj03Ainda não há avaliações
- Johnston 5000 Series Service Training InformationDocumento63 páginasJohnston 5000 Series Service Training InformationVygintas BalciusAinda não há avaliações
- Benzoic AcidDocumento3 páginasBenzoic Acidcherry_anmolAinda não há avaliações
- Ayvaz ELK 4-ELK 4F Capacitive Level ElectrodeDocumento4 páginasAyvaz ELK 4-ELK 4F Capacitive Level Electrodeabdelhakim henchourAinda não há avaliações
- RELAYDocumento33 páginasRELAYJimmy Durand LunaAinda não há avaliações
- Pa 28 201t - mmv1995Documento549 páginasPa 28 201t - mmv1995Jessey StonerAinda não há avaliações
- E VD 16.compressedDocumento229 páginasE VD 16.compressedVERMAZ ENGG. DESIGNAinda não há avaliações
- Cemont S1000 PDFDocumento30 páginasCemont S1000 PDFсергей васяновичAinda não há avaliações
- China's Long March 2E Launch Vehicle Users ManualDocumento203 páginasChina's Long March 2E Launch Vehicle Users ManualOrion2015100% (1)
- Gould Jacobs Reaction On MicrowaveDocumento4 páginasGould Jacobs Reaction On MicrowaveAna NeryAinda não há avaliações
- CiacisDocumento8 páginasCiacisVladimir CedeñoAinda não há avaliações
- 1Nz-Fe Engine: DescriptionDocumento59 páginas1Nz-Fe Engine: DescriptionAlan Rios Moraga100% (1)
- Lesson Plan TEDocumento9 páginasLesson Plan TESenthilAinda não há avaliações
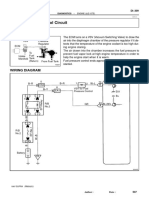
- Fuel Pressure ControlDocumento4 páginasFuel Pressure ControlSirleh SalehAinda não há avaliações
- NO. Document No. Title of Document / DrawingDocumento15 páginasNO. Document No. Title of Document / DrawingRajAinda não há avaliações
- Advanced Compressor Less Purge ControlsDocumento32 páginasAdvanced Compressor Less Purge ControlsMaha BlueAinda não há avaliações
- Thermochemical Processing of Biomass: Conversion into Fuels, Chemicals and PowerNo EverandThermochemical Processing of Biomass: Conversion into Fuels, Chemicals and PowerAinda não há avaliações
- Adsorption Isotherms Kinetics and Thermodynamics of Nitrate and Phosphate in Binary Systems On A Novel Adsorbent Derived From Corn Stalks. 2018Documento6 páginasAdsorption Isotherms Kinetics and Thermodynamics of Nitrate and Phosphate in Binary Systems On A Novel Adsorbent Derived From Corn Stalks. 2018Sergio TeranAinda não há avaliações
- Standard Chemical Exergy SubstancesDocumento8 páginasStandard Chemical Exergy SubstancesKESAVARAPU UMA SAI MAHESHAinda não há avaliações
- Acrylic Acid ProcessDocumento21 páginasAcrylic Acid ProcessVinicius Gonçalves50% (2)
- Inhibición Enzimas Por Altas PresionesDocumento7 páginasInhibición Enzimas Por Altas PresionesSergio TeranAinda não há avaliações
- Production of Dimethyl Ether from MethanolDocumento7 páginasProduction of Dimethyl Ether from MethanolAna Laura Sanchez100% (1)
- CH 02Documento16 páginasCH 02alejandra258Ainda não há avaliações
- Mtbe 12Documento16 páginasMtbe 12alan monirAinda não há avaliações
- Circular CarnetDocumento1 páginaCircular CarnetSergio TeranAinda não há avaliações
- Ahmad Hassan Textile MillsDocumento52 páginasAhmad Hassan Textile Millsmakymakymaky007100% (4)
- Effects of Job Evaluation On Workers' Productivity: A Study of Ohaukwu Local Government Area, Ebonyi State, NigeriaDocumento6 páginasEffects of Job Evaluation On Workers' Productivity: A Study of Ohaukwu Local Government Area, Ebonyi State, Nigeriafrank kipkoechAinda não há avaliações
- Gobenciong v CA ruling on preventive suspensionDocumento3 páginasGobenciong v CA ruling on preventive suspensionBambi GumbanAinda não há avaliações
- CSCI369 Lab 2Documento3 páginasCSCI369 Lab 2Joe Ong ZuokaiAinda não há avaliações
- Alternative Investments TestDocumento18 páginasAlternative Investments TestkoosAinda não há avaliações
- Mr. Gopikrishna - CH: Career ObjectiveDocumento3 páginasMr. Gopikrishna - CH: Career ObjectiveGopi KrishnaAinda não há avaliações
- Diesel Fuel Injection Pump Test Bench ANS12PSBDocumento5 páginasDiesel Fuel Injection Pump Test Bench ANS12PSBseyden viaAinda não há avaliações
- Icpo Naft 4Documento7 páginasIcpo Naft 4Juan AgueroAinda não há avaliações
- Defences of Illegality in England, Canada and the USDocumento11 páginasDefences of Illegality in England, Canada and the USBetteDavisEyes00Ainda não há avaliações
- Borang Permohonan Pinjaman Pendidikan FMM Tunku Tan Sri Mohamed Study Loan Application FormDocumento10 páginasBorang Permohonan Pinjaman Pendidikan FMM Tunku Tan Sri Mohamed Study Loan Application FormJom StadiAinda não há avaliações
- Stellarisware Release Notes: Sw-Rln-6852Documento160 páginasStellarisware Release Notes: Sw-Rln-6852Akio TakeuchiAinda não há avaliações
- Permits & Inspections - Food Establishment Inspections - Suffolk County Department of Health ServicesDocumento10 páginasPermits & Inspections - Food Establishment Inspections - Suffolk County Department of Health ServicesHortense AllensworthAinda não há avaliações
- 2 Jurnal Internasional (2019) PDFDocumento9 páginas2 Jurnal Internasional (2019) PDFDwi KrisnawatiAinda não há avaliações
- Segment Reporting NotesDocumento2 páginasSegment Reporting NotesAshis Kumar MuduliAinda não há avaliações
- Design InfographicDocumento1 páginaDesign InfographicHarAinda não há avaliações
- Manual Aeroccino 3Documento30 páginasManual Aeroccino 3UltrabetoAinda não há avaliações
- RLE Journal CoverDocumento2 páginasRLE Journal Coverrchellee689Ainda não há avaliações
- Deckers v. Comfy - Minute OrderDocumento2 páginasDeckers v. Comfy - Minute OrderSarah BursteinAinda não há avaliações
- Positive Behavioral Interventions and SupportsDocumento32 páginasPositive Behavioral Interventions and SupportsAbhimanyu SinghAinda não há avaliações
- Osisense XX Xx518a3pam12Documento6 páginasOsisense XX Xx518a3pam12Paulinho CezarAinda não há avaliações
- 7 - Cold Handling Operation Manual - Version ADocumento355 páginas7 - Cold Handling Operation Manual - Version ARangga Sena PutraAinda não há avaliações
- Proceedings of The Third International Conference On Computational Intelligence and InformaticsDocumento881 páginasProceedings of The Third International Conference On Computational Intelligence and InformaticsJanes DstAinda não há avaliações
- IAS Physics SB1 Practs CP1 Student SheetDocumento3 páginasIAS Physics SB1 Practs CP1 Student Sheethussain azizAinda não há avaliações
- Flyrock Prediction FormulaeDocumento5 páginasFlyrock Prediction FormulaeAmy LatawanAinda não há avaliações
- 10 PDFDocumento5 páginas10 PDFIndira BanerjeeAinda não há avaliações
- Stare DecisisDocumento7 páginasStare DecisisBirolal Jamatia100% (1)
- Digital Signature Certificate Subscription FormDocumento7 páginasDigital Signature Certificate Subscription FormAneesh VelluvalappilAinda não há avaliações
- Assessment Task 2Documento15 páginasAssessment Task 2Hira Raza0% (2)
- 131b0314 - Im Danffos VLT ManualDocumento108 páginas131b0314 - Im Danffos VLT ManualMery Helen Barraza DelgadoAinda não há avaliações
- ASTMH Exam Brochure 18 FNLDocumento17 páginasASTMH Exam Brochure 18 FNLNgô Khánh HuyềnAinda não há avaliações