Você também pode gostar
- Ficha Técnica ManjarDocumento3 páginasFicha Técnica Manjarangely fuentealbaAinda não há avaliações
- Ficha TecnicaDocumento5 páginasFicha TecnicaLizeth Liz OlandaAinda não há avaliações
- Proyecto HACCP Nectar MangoDocumento28 páginasProyecto HACCP Nectar MangoYAneth100% (1)
- Defectos y Causas de Productos Lc3a1cteosDocumento10 páginasDefectos y Causas de Productos Lc3a1cteosLeidy Johana Ortiz Pardo100% (1)
- Manjar HACCP RIGOKDocumento10 páginasManjar HACCP RIGOKThomasAinda não há avaliações
- Plan HACCP para El Jugo de Naranja Fresco Envasado en Tetra-PackDocumento8 páginasPlan HACCP para El Jugo de Naranja Fresco Envasado en Tetra-PackDaniela VasquezAinda não há avaliações
- Manual BPM Planta PilotoDocumento88 páginasManual BPM Planta PilototormentosaAinda não há avaliações
- Ficha Tecnica Del Producto (Yogurt de Mora)Documento1 páginaFicha Tecnica Del Producto (Yogurt de Mora)BIAGINI OLIVIERI JIMENÉZ50% (2)
- Ficha Técnica de Queso Tipo SuizoDocumento2 páginasFicha Técnica de Queso Tipo SuizoThe BorisJB100% (1)
- Resolucion Ministerial 591Documento10 páginasResolucion Ministerial 591Miguel Ángel NavarroAinda não há avaliações
- Ficha Tecnica Producto Terminado JamonDocumento2 páginasFicha Tecnica Producto Terminado JamonJey Quiroga0% (1)
- HACCP-2016 (Autoguardado)Documento91 páginasHACCP-2016 (Autoguardado)isaacAinda não há avaliações
- Haccp PiñaDocumento18 páginasHaccp PiñaEdwar Alfredo Vásquez Neira100% (2)
- Ficha Tecnica HumoDocumento2 páginasFicha Tecnica Humolina maria muñoz idroboAinda não há avaliações
- Implementacion de Haccp para Salchicha FranfurtDocumento18 páginasImplementacion de Haccp para Salchicha FranfurtSalvador Martinez VelazquezAinda não há avaliações
- Sistema Haccp para Durazno en AlmibarDocumento12 páginasSistema Haccp para Durazno en AlmibarAlexander Auccasi Gutierrez100% (3)
- Manual BPM YogurtDocumento20 páginasManual BPM Yogurtademir hfAinda não há avaliações
- Formato Recepcion Materia Prima e Insumos Cdi TribilinDocumento2 páginasFormato Recepcion Materia Prima e Insumos Cdi TribilinDianis VillegasAinda não há avaliações
- Control de Calidad de Leches FermentadasDocumento16 páginasControl de Calidad de Leches FermentadasJhenny19950% (1)
- Aplicacion de Un HACCP en Industria de Q PDFDocumento112 páginasAplicacion de Un HACCP en Industria de Q PDFAylinne B.Ainda não há avaliações
- Costilla Ahumada Materia PrimaDocumento1 páginaCostilla Ahumada Materia Primavanesgom100% (1)
- Ficha Tecnica Del Producto ArequipeDocumento2 páginasFicha Tecnica Del Producto ArequipeBIAGINI OLIVIERI JIMENÉZAinda não há avaliações
- Ficha Tecnica Carne Molida Ext Bamar 2019Documento1 páginaFicha Tecnica Carne Molida Ext Bamar 2019papodiaz616215100% (1)
- Control de Calidada Queso FrescoDocumento12 páginasControl de Calidada Queso FrescoLuis David Concepción Meneses50% (2)
- Haccp Procesamiento ChorizoDocumento29 páginasHaccp Procesamiento ChorizoKatheryne Paola Ochoa50% (2)
- EVALUACIÓN SENSORIAL DEL Deterioro DE BIZCOCHO CHANCAYDocumento15 páginasEVALUACIÓN SENSORIAL DEL Deterioro DE BIZCOCHO CHANCAYGustavo CastroAinda não há avaliações
- Ficha Tecnica de MantequillaDocumento5 páginasFicha Tecnica de MantequillaWilsonC.CastilloAinda não há avaliações
- Actividad 24Documento4 páginasActividad 24Jhony PinedaAinda não há avaliações
- Ficha Tecnica Queso CaseroDocumento1 páginaFicha Tecnica Queso CaseroHilary KellyAinda não há avaliações
- Lomito AhumadoDocumento5 páginasLomito AhumadoAnonymous Vy0ycUKAinda não há avaliações
- Equipos FruverDocumento5 páginasEquipos Fruverpaula avellaneda100% (2)
- KumisDocumento3 páginasKumisandres caicedo hurtadoAinda não há avaliações
- Plan HACCP Sobre JamonesDocumento5 páginasPlan HACCP Sobre JamonesKevinzhito Benjamin Lopez Yucra100% (1)
- Ficha Tecnica LinazaDocumento3 páginasFicha Tecnica LinazaBren PekeAinda não há avaliações
- Informe Pan BlanditoDocumento8 páginasInforme Pan BlanditoGina Cuellar Escudero100% (1)
- SnackDocumento7 páginasSnackXimena Carhuatocto100% (1)
- Ficha Técnica - Hamburguesa de TruchaDocumento2 páginasFicha Técnica - Hamburguesa de TruchaRaul Antonio Pacheco Arias100% (1)
- Hojuela de Avena InstantaneaDocumento9 páginasHojuela de Avena InstantaneaMaxwell Quispe SalazarAinda não há avaliações
- Rubio y Pozo, 2012) en Su Tesis Elaboración de Una Leche Chocolatada Con La Utilización de Tres Edulcorantes PDFDocumento126 páginasRubio y Pozo, 2012) en Su Tesis Elaboración de Una Leche Chocolatada Con La Utilización de Tres Edulcorantes PDFPedro Alejándro100% (1)
- Hoja de Control de Proceso PasteurizacionDocumento3 páginasHoja de Control de Proceso PasteurizacionOscar Samuel Bendezu CastroAinda não há avaliações
- Haccp Nectar Jugo Caña y MaracuyaDocumento31 páginasHaccp Nectar Jugo Caña y MaracuyaDaniel Percy Rojas Hurtado50% (2)
- Manual Haccp - BocadilloDocumento19 páginasManual Haccp - BocadilloMonik Florez100% (6)
- NTC 476-Alimentos para Animales. Productos y Subproductos Del Arroz PDFDocumento6 páginasNTC 476-Alimentos para Animales. Productos y Subproductos Del Arroz PDFKatherine TafurAinda não há avaliações
- Ntc932 Champiñones (Setas) en ConservaDocumento10 páginasNtc932 Champiñones (Setas) en Conservavickyospina13100% (1)
- Ficha Tecnica Chorizo Riojano Rossman MejicanosDocumento3 páginasFicha Tecnica Chorizo Riojano Rossman MejicanosRossman MejicanosAinda não há avaliações
- Mapa Mental NTC 1325 Mafe...Documento1 páginaMapa Mental NTC 1325 Mafe...Juan Chacon50% (2)
- Teoria de Leche Pasteurizada y TermizadaDocumento6 páginasTeoria de Leche Pasteurizada y TermizadaLUISA FERNANDA FERNANDEZ VERGARAAinda não há avaliações
- 2 - F T Harina de Trigo ExtraDocumento5 páginas2 - F T Harina de Trigo ExtraNatalia Pinto BizamaAinda não há avaliações
- Norma de Codex Alimentarius para Productos CongeladosDocumento16 páginasNorma de Codex Alimentarius para Productos CongeladosLuis David Concepcion MenesesAinda não há avaliações
- Examen Module 1 FABRICACION DE EMBUTIDOSDocumento11 páginasExamen Module 1 FABRICACION DE EMBUTIDOSAngel SuarezAinda não há avaliações
- Manual de BPM y PHS para Pequeños Productores de QuesoDocumento23 páginasManual de BPM y PHS para Pequeños Productores de QuesoCarlos Francisco Sanchez Capellan100% (1)
- Elaboracion de Queso Andino 16-08-22Documento9 páginasElaboracion de Queso Andino 16-08-22Gonzalo Aviles HuamaniAinda não há avaliações
- Plan Haccp Conserva de DuraznoDocumento117 páginasPlan Haccp Conserva de DuraznoAmerica CabreraAinda não há avaliações
- Manual Haccp OficialDocumento40 páginasManual Haccp OficialC. Torrez SeleyAinda não há avaliações
- Propionato de CalcioDocumento1 páginaPropionato de Calciomaribel marinAinda não há avaliações
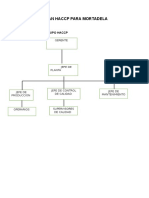
- Plan Haccp para MortadelaDocumento11 páginasPlan Haccp para MortadelaThony Arqueño Yllatopa80% (5)
- Luís HuancaDocumento4 páginasLuís HuancaolvisAinda não há avaliações
- Elaboraciòn de Salchicha 1Documento15 páginasElaboraciòn de Salchicha 1Andy HinostrozaAinda não há avaliações
- Ficha Tec Q Por SalutDocumento3 páginasFicha Tec Q Por SalutMariel RomeoAinda não há avaliações
- Manual de MarcasDocumento136 páginasManual de MarcasVicky TovarAinda não há avaliações
- Plan Haccp para Mortadela: I. Organigrama Y Equipo HaccpDocumento9 páginasPlan Haccp para Mortadela: I. Organigrama Y Equipo HaccpSergio Jubert Chicalla FloresAinda não há avaliações
- Historia de La AriculturaDocumento24 páginasHistoria de La AriculturaSergio Jubert Chicalla FloresAinda não há avaliações
- Sucesión EcológicaDocumento18 páginasSucesión EcológicaSergio Jubert Chicalla FloresAinda não há avaliações
- GanaderíaDocumento35 páginasGanaderíaSergio Jubert Chicalla FloresAinda não há avaliações
- Arte EgipcioDocumento115 páginasArte EgipcioSergio Jubert Chicalla FloresAinda não há avaliações
- Diagrama de BloquesDocumento5 páginasDiagrama de BloquesDiianaLauraMelendezAinda não há avaliações
- Ejercicios Metodo SimplexDocumento6 páginasEjercicios Metodo SimplexSergio LievanoAinda não há avaliações
- Afiliaciones IndepDocumento171 páginasAfiliaciones IndepJohan GambaAinda não há avaliações
- Vela Con Una Naranja 24 D Agosto TermiandoDocumento11 páginasVela Con Una Naranja 24 D Agosto TermiandoJhoana Yucra100% (1)
- Cuestionario de PotaDocumento4 páginasCuestionario de PotaLuis Ruiz AntónAinda não há avaliações
- Estudio de Métodos y Tiempos para Obtención de Carne de Cuy Cavia Porcellus Empacada Al VacíoDocumento4 páginasEstudio de Métodos y Tiempos para Obtención de Carne de Cuy Cavia Porcellus Empacada Al VacíoLuis CarlosAinda não há avaliações
- Pets Recepción en AlmacénDocumento5 páginasPets Recepción en AlmacénVicente Cond100% (1)
- Definicion y Tipos de EnvaseDocumento12 páginasDefinicion y Tipos de EnvaseEduardho Cruzz GomezzAinda não há avaliações
- FUN CION CUADRATICA Y PL EjerciciosDocumento10 páginasFUN CION CUADRATICA Y PL EjerciciosRichard Edinson Diaz VillanuevaAinda não há avaliações
- Examen PanecilloDocumento3 páginasExamen PanecilloSenen GutierrezAinda não há avaliações
- Cabot Meg - Boy 02 - Cuando Tropece ContigoDocumento246 páginasCabot Meg - Boy 02 - Cuando Tropece ContigoJosé María García NietoAinda não há avaliações
- Pedigree IntroducciónDocumento12 páginasPedigree IntroducciónJavier Cobos MoraAinda não há avaliações
- Trabajo Final Mercadotecnia IDocumento15 páginasTrabajo Final Mercadotecnia IKthrine MatadamasAinda não há avaliações
- Guia Auditorias Seguridad AlimentariaDocumento70 páginasGuia Auditorias Seguridad Alimentariapedro100% (4)
- Presentación TermoformadoDocumento22 páginasPresentación TermoformadoWill DvAinda não há avaliações
- Cielos FalsosDocumento7 páginasCielos FalsosBelen ErikaAinda não há avaliações
- Exportacion Hass A HolandaDocumento43 páginasExportacion Hass A HolandaAnonymous rHfcoybJ50% (4)
- 3 Matriz EPP RiesgoDocumento10 páginas3 Matriz EPP RiesgoChayi Martínez100% (2)
- Carbonato de Sodio LivianoDocumento5 páginasCarbonato de Sodio LivianofolskanAinda não há avaliações
- Cómo Hacer Jabón Casero Con Aceite UsadoDocumento5 páginasCómo Hacer Jabón Casero Con Aceite UsadoAsael Zayas CarpioAinda não há avaliações
- GeografiaDocumento9 páginasGeografiaYusmary ParraAinda não há avaliações
- 2016-01 Tema 05 PeinadoDocumento34 páginas2016-01 Tema 05 PeinadoKarla Cecilia Alor YupanquiAinda não há avaliações
- Control de Calidad CervezasDocumento58 páginasControl de Calidad CervezasIngenieria Agroindustrial83% (6)
- Historia Diapositiva EmpaqueDocumento44 páginasHistoria Diapositiva EmpaqueRAORME ORTEGAAinda não há avaliações
- Copia de Planteamiento Estratégico-Go Fit-Final - 16 de Marzo, 0 - 19Documento26 páginasCopia de Planteamiento Estratégico-Go Fit-Final - 16 de Marzo, 0 - 19Johanna GonzálezAinda não há avaliações
- Anexo 6 Segunda Resolución de Modificaciones A La Resolución Miscelánea Fiscal para 2014Documento73 páginasAnexo 6 Segunda Resolución de Modificaciones A La Resolución Miscelánea Fiscal para 2014Ramírez García y AsociadosAinda não há avaliações
- Reseña Historica Empresa WattsDocumento5 páginasReseña Historica Empresa WattsDanitza Sánchez MaturanaAinda não há avaliações
- Factor Rendimiento y Defectos DecafeDocumento15 páginasFactor Rendimiento y Defectos DecafeYuri Adriana Chavez LassoAinda não há avaliações
- Lista de Chequeo 1Documento2 páginasLista de Chequeo 1Anderson antolinezAinda não há avaliações
- Economia IndustrialDocumento64 páginasEconomia IndustrialLaura Irene Garcia Cano100% (1)