Você também pode gostar
- Maillard Reaction in Molasses Storage Tank PDFDocumento4 páginasMaillard Reaction in Molasses Storage Tank PDFArthur Yanez100% (2)
- Acid For MicoDocumento2 páginasAcid For MicoJuan Carlos GAinda não há avaliações
- Study of The Reasons For Blocking C S Formation in The Presence of SO and Finding Ways To Overcome BlockagesDocumento10 páginasStudy of The Reasons For Blocking C S Formation in The Presence of SO and Finding Ways To Overcome BlockagesSyed Kazam RazaAinda não há avaliações
- US2687435Documento2 páginasUS2687435Ipalma 3Ainda não há avaliações
- Temperature Influence in Cornstarch Gelatinization For Froth FlotationDocumento5 páginasTemperature Influence in Cornstarch Gelatinization For Froth FlotationRougeeeAinda não há avaliações
- The Prosecc LTDDocumento2 páginasThe Prosecc LTDUV patelAinda não há avaliações
- Transformation Kinetics of Burnt Lime in Freshwater and Sea WaterDocumento28 páginasTransformation Kinetics of Burnt Lime in Freshwater and Sea WaterYang SunmanAinda não há avaliações
- Process Notes: Final ProjectDocumento8 páginasProcess Notes: Final ProjectCluisantony Jayco DizeAinda não há avaliações
- Quench Towers Published Paper PDFDocumento6 páginasQuench Towers Published Paper PDFarmando0212-1Ainda não há avaliações
- ppmp44 257-272Documento16 páginasppmp44 257-272Chemical Ferdi IzzecsonAinda não há avaliações
- procesoMnCO3 PatenteDocumento3 páginasprocesoMnCO3 PatentearnoldmaytaAinda não há avaliações
- 482-Article Text-1475-1-10-20211112 PDFDocumento5 páginas482-Article Text-1475-1-10-20211112 PDFahmad ammarAinda não há avaliações
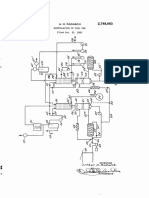
- US3029298Documento2 páginasUS3029298Muhammad Akbar FahleviAinda não há avaliações
- LeachingDocumento6 páginasLeachingDream CakeAinda não há avaliações
- Patent US2446233Documento3 páginasPatent US2446233Alan ConnorAinda não há avaliações
- Adsorption of Starch, Amylose, Amylopectin and Glucose Monomer and Their Effect On The Flotation of Hematite and QuartzDocumento6 páginasAdsorption of Starch, Amylose, Amylopectin and Glucose Monomer and Their Effect On The Flotation of Hematite and QuartzDiego VeneuAinda não há avaliações
- Combustion Analysis of Coal-Water Slurry Fuel Prepared From Plant Coal and Recovered Coal FinesDocumento7 páginasCombustion Analysis of Coal-Water Slurry Fuel Prepared From Plant Coal and Recovered Coal Finesarsalan322Ainda não há avaliações
- J. Biol. Chem.-1937-Somogyi-741-7Documento8 páginasJ. Biol. Chem.-1937-Somogyi-741-7gibrambo5770Ainda não há avaliações
- 450 Bittern SeparationDocumento5 páginas450 Bittern SeparationJussier VitorianoAinda não há avaliações
- Gabb 1999Documento2 páginasGabb 1999Maysam MohamAinda não há avaliações
- Kin. Mec. of The Carbonation of Ettringite - Fred GlasserDocumento6 páginasKin. Mec. of The Carbonation of Ettringite - Fred GlasserThiagogalvaoclAinda não há avaliações
- Blast Furnace Slag Weathering StudyDocumento8 páginasBlast Furnace Slag Weathering StudyARNALDO BATTAGIN100% (3)
- 1978 - Rouillard - The Crystallization of HighDocumento7 páginas1978 - Rouillard - The Crystallization of Higheal3019Ainda não há avaliações
- The Solubility of Thiourea in Water, Methanol, andDocumento8 páginasThe Solubility of Thiourea in Water, Methanol, andjessicasjs0% (1)
- Mercury in HydrocarbonsDocumento223 páginasMercury in HydrocarbonsBaghdadi AbdelillahAinda não há avaliações
- Hydration of Magnesia in Dolomitic Hydrated Limes and PuttiesDocumento22 páginasHydration of Magnesia in Dolomitic Hydrated Limes and PuttiesDiego AndresAinda não há avaliações
- International Thermodynamic Tables of the Fluid State: Propylene (Propene)No EverandInternational Thermodynamic Tables of the Fluid State: Propylene (Propene)Ainda não há avaliações
- Process For Recovering Lithium From Brine by Salting Out Lithium Sulfate MonohydrateDocumento8 páginasProcess For Recovering Lithium From Brine by Salting Out Lithium Sulfate MonohydrateGabriel ChurioAinda não há avaliações
- 02 Liquid Fuels (Transport, Refining, Quality, Storage)Documento1 página02 Liquid Fuels (Transport, Refining, Quality, Storage)mompou88Ainda não há avaliações
- Fluorite - Saving EnergyDocumento9 páginasFluorite - Saving EnergyrecaiAinda não há avaliações
- Patent US2748063Documento6 páginasPatent US2748063Gökhan Kürşat demirAinda não há avaliações
- 8061-Article Text-39021-1-10-20230530Documento7 páginas8061-Article Text-39021-1-10-20230530Pietro FigueiredoAinda não há avaliações
- Unit 1 Manual 2019Documento18 páginasUnit 1 Manual 2019JozelleAinda não há avaliações
- Libro de FLOTACIÓN-251-300 PDFDocumento50 páginasLibro de FLOTACIÓN-251-300 PDFIsaias Viscarra HuizaAinda não há avaliações
- 1-3 DiketoneDocumento4 páginas1-3 Diketoneshenn0Ainda não há avaliações
- Swelling-Shrinkage Behavior of Natural Expansive Clays B, 2Documento17 páginasSwelling-Shrinkage Behavior of Natural Expansive Clays B, 2Saraswati NoorAinda não há avaliações
- Salty Matters Salty Matters: Calcium Chloride (Cacl) Article 1 of 2: Usage and Brine ChemistryDocumento9 páginasSalty Matters Salty Matters: Calcium Chloride (Cacl) Article 1 of 2: Usage and Brine ChemistryAli KhanAinda não há avaliações
- Effect of Different Salt Solutions On Coal Flotation in The Absence of FrothersDocumento16 páginasEffect of Different Salt Solutions On Coal Flotation in The Absence of FrothersDaniela zapataAinda não há avaliações
- Quantitative Discernments of The Different Calcium Compounds in The Tarfaya Oil Shale (Morocco)Documento11 páginasQuantitative Discernments of The Different Calcium Compounds in The Tarfaya Oil Shale (Morocco)IJAR JOURNALAinda não há avaliações
- EmulsionsDocumento14 páginasEmulsionsام عبدالرحمن الشيخ100% (3)
- High Density Brine-Based Drill-In Fluid Improved RDocumento12 páginasHigh Density Brine-Based Drill-In Fluid Improved RWilson WanAinda não há avaliações
- Compressive and Flexural Strength TestinDocumento16 páginasCompressive and Flexural Strength TestinRani HendrikusAinda não há avaliações
- Research LetterDocumento5 páginasResearch LetterAmeelaDAinda não há avaliações
- Effet Basalte Sur CimentDocumento7 páginasEffet Basalte Sur CimentTarek FennicheAinda não há avaliações
- The Degradation Kinetics of Poly (3-Hydroxybutyrate) Under Non-Aqueous and Aqueous ConditionsDocumento3 páginasThe Degradation Kinetics of Poly (3-Hydroxybutyrate) Under Non-Aqueous and Aqueous ConditionsJUANITA LEALAinda não há avaliações
- Northern This: M M TheDocumento4 páginasNorthern This: M M TheDiego Martínez FernándezAinda não há avaliações
- Tricalcium CaohDocumento3 páginasTricalcium CaohAlin CamarăAinda não há avaliações
- Song 2000Documento5 páginasSong 2000Sajid Mohy Ul DinAinda não há avaliações
- Zodiac Maritime Agencies Ltd. Chemical Operations Manual: Contents - SC 9 MolassesDocumento4 páginasZodiac Maritime Agencies Ltd. Chemical Operations Manual: Contents - SC 9 MolassesRahulPrakashAinda não há avaliações
- SD 14Documento107 páginasSD 14cesar suasacaAinda não há avaliações
- Note On Veratric AcidDocumento2 páginasNote On Veratric AcidpramoglabsAinda não há avaliações
- 1996 Bookmatter DehydrationOfFoodsDocumento14 páginas1996 Bookmatter DehydrationOfFoodsEric Ramos RodriguezAinda não há avaliações
- Contactor Vol - 12 No - 1 (Sulphur Condenser Turndown)Documento2 páginasContactor Vol - 12 No - 1 (Sulphur Condenser Turndown)sepideh asadiAinda não há avaliações
- Precipitation of Magnesium Hydroxide From Brine PDFDocumento7 páginasPrecipitation of Magnesium Hydroxide From Brine PDFHandoko AhmadAinda não há avaliações
- Contradictory Trends For Smart Water Injection Method: Role of PH and Salinity From Sand/Oil/Brine Adhesion MapsDocumento12 páginasContradictory Trends For Smart Water Injection Method: Role of PH and Salinity From Sand/Oil/Brine Adhesion MapsFernanda RuPeAinda não há avaliações
- Sintering of Calcium Phosphate HA 1. Calcination and Particle Growth PDFDocumento13 páginasSintering of Calcium Phosphate HA 1. Calcination and Particle Growth PDFfishvalAinda não há avaliações
- Trapped Gas, Relative Permeability and Residual Oil Saturation of An Oil-Wet SandstoneDocumento15 páginasTrapped Gas, Relative Permeability and Residual Oil Saturation of An Oil-Wet Sandstoneari_si100% (3)
- Key Words: High Sulfur Clinker, Alit C S.: The SummaryDocumento15 páginasKey Words: High Sulfur Clinker, Alit C S.: The Summarymahendra senAinda não há avaliações
- 6.9.2 Pre Treatment Through Neutralisationgypsum Crystallisation For Partial Sulphate Removal 2001Documento20 páginas6.9.2 Pre Treatment Through Neutralisationgypsum Crystallisation For Partial Sulphate Removal 2001samson.idabuAinda não há avaliações
- Analysis of Sugarcane Supply - SRA ReportDocumento72 páginasAnalysis of Sugarcane Supply - SRA ReportRaymund GatocAinda não há avaliações
- Analysis of Sugarcane Juice Quality IndexesDocumento7 páginasAnalysis of Sugarcane Juice Quality IndexesRaymund GatocAinda não há avaliações
- Si-Tec Setup and Commissioning ManualDocumento82 páginasSi-Tec Setup and Commissioning ManualRaymund GatocAinda não há avaliações
- K-Patents Cane Sugar Processing and RefiningDocumento2 páginasK-Patents Cane Sugar Processing and RefiningRaymund GatocAinda não há avaliações
- Drainage Sewerage Piping Work Risk AssessmentsDocumento5 páginasDrainage Sewerage Piping Work Risk Assessmentsboa jean marieAinda não há avaliações
- XMT 350 Vs PDFDocumento36 páginasXMT 350 Vs PDFgerman gualavisiAinda não há avaliações
- Transportation ChecklistDocumento1 páginaTransportation ChecklistHolly Smith100% (1)
- Dating Torrential ProcessesDocumento29 páginasDating Torrential ProcessesJulio Montenegro GambiniAinda não há avaliações
- Silhouette Training NotesDocumento33 páginasSilhouette Training NotesMichael Lester67% (3)
- Catalogue For AutoDocumento22 páginasCatalogue For Autosentimiento azulAinda não há avaliações
- MECH 370 - Modeling, Simulation and Control Systems, Final Examination, 09:00 - 12:00, April 15, 2010 - 1/4Documento4 páginasMECH 370 - Modeling, Simulation and Control Systems, Final Examination, 09:00 - 12:00, April 15, 2010 - 1/4Camila MayorgaAinda não há avaliações
- Operating Systems: Credits: 4 Credits Course Coordinator: V.V.SubrahmanyamDocumento4 páginasOperating Systems: Credits: 4 Credits Course Coordinator: V.V.SubrahmanyamHarendra KumarAinda não há avaliações
- Size Matters: (Type The Document Subtitle)Documento16 páginasSize Matters: (Type The Document Subtitle)SamarthGoelAinda não há avaliações
- Assignment Booklet Me2353 Finite Element Analysis Dec 2013 May 2014Documento85 páginasAssignment Booklet Me2353 Finite Element Analysis Dec 2013 May 2014Ashok Kumar Rajendran100% (9)
- Magnum Dxi13 Engine Torque Settings PDFDocumento67 páginasMagnum Dxi13 Engine Torque Settings PDFbuchniyAinda não há avaliações
- ProxTransSysOpDocumento41 páginasProxTransSysOpNorman MoralesAinda não há avaliações
- Homologos en FiltrosDocumento788 páginasHomologos en FiltrosJohan Gomez100% (1)
- Kroo Subsonic WingDocumento8 páginasKroo Subsonic WingRod ManserAinda não há avaliações
- Feild Inspection of Shell and Tube Heat ExchangersDocumento4 páginasFeild Inspection of Shell and Tube Heat ExchangersMatthew BennettAinda não há avaliações
- AASHTO GeoTechnical Design of PileDocumento5 páginasAASHTO GeoTechnical Design of PiletrannguyenvietAinda não há avaliações
- This Study Resource Was: Laboratory Exercise 2 Preparation of Disturbed Soil Sample For Test ObjectiveDocumento3 páginasThis Study Resource Was: Laboratory Exercise 2 Preparation of Disturbed Soil Sample For Test ObjectiveBienvenida Ycoy MontenegroAinda não há avaliações
- Excel ExercisesDocumento37 páginasExcel ExercisesBERNIELLE DAVE FALDASAinda não há avaliações
- Beam DesignDocumento6 páginasBeam DesignrustamriyadiAinda não há avaliações
- 2 TensionDocumento28 páginas2 TensionRICKY IVANAinda não há avaliações
- Architectural Drawing and Design PHS Syllabus 0910Documento4 páginasArchitectural Drawing and Design PHS Syllabus 0910nourhanAinda não há avaliações
- Mobil DTE 20 Series - Marketing Asset - Display & POS Support Material - Performance ProfileDocumento2 páginasMobil DTE 20 Series - Marketing Asset - Display & POS Support Material - Performance Profilethammarat khruasonkhamAinda não há avaliações
- Test PDFDocumento6 páginasTest PDFDr. L. Bhanuprakash Reddy100% (1)
- MEMS-Based Uncooled Infrared Bolometer Arrays - A ReviewDocumento15 páginasMEMS-Based Uncooled Infrared Bolometer Arrays - A ReviewMarco LicofonteAinda não há avaliações
- Astm D 2699 - 01 - Rdi2otktmdeDocumento49 páginasAstm D 2699 - 01 - Rdi2otktmdeSamuel EduardoAinda não há avaliações
- Critical Care Systems Test Equipment For Repairs and PMS in The USA and CanadaDocumento6 páginasCritical Care Systems Test Equipment For Repairs and PMS in The USA and CanadaMedsystem atAinda não há avaliações
- lfb10 Call PointDocumento1 páginalfb10 Call PointOmar AhmedAinda não há avaliações
- West Beverly Homes-BoqDocumento6 páginasWest Beverly Homes-BoqERICAinda não há avaliações
- Gear Mechanism Used in Wrist WatchesDocumento5 páginasGear Mechanism Used in Wrist WatchesRaja Rv0% (1)
- Memristor Modeling in MATLAB®&SimulinkDocumento6 páginasMemristor Modeling in MATLAB®&Simulinkjoseamh69062247Ainda não há avaliações