Você também pode gostar
- Chevrolet Corsa Plus (2005-2009) Manual de Taller PDFDocumento2.187 páginasChevrolet Corsa Plus (2005-2009) Manual de Taller PDFTomás Fuenzalida100% (3)
- Diagrama Eléctrico Ec280 VolvoDocumento40 páginasDiagrama Eléctrico Ec280 Volvocristian chuquicondor torresAinda não há avaliações
- MT 321Documento2 páginasMT 321Von Pereira100% (1)
- PETS-OCC-01 Explanación Con RetroexcavadoraDocumento11 páginasPETS-OCC-01 Explanación Con RetroexcavadoraJHON SOTOAinda não há avaliações
- 2014-08 - Reporte de END - Eje CHancadora HP500 - Minera CondestableDocumento10 páginas2014-08 - Reporte de END - Eje CHancadora HP500 - Minera CondestablecesarAinda não há avaliações
- Clase 11 Equipos de Carguio-transporte-VaciadoDocumento45 páginasClase 11 Equipos de Carguio-transporte-VaciadoElder EgoavilAinda não há avaliações
- Https Sis Cat Torque Bulones Metricos PDFDocumento6 páginasHttps Sis Cat Torque Bulones Metricos PDFsucasaire_16100% (1)
- Diagrama Eléctrico Ec280 VolvoDocumento40 páginasDiagrama Eléctrico Ec280 Volvocristian chuquicondor torresAinda não há avaliações
- Espesificacion 4Documento15 páginasEspesificacion 4Jonathan VegaAinda não há avaliações
- ESPESIFICACIONESDocumento12 páginasESPESIFICACIONESJonathan VegaAinda não há avaliações
- 014 2012 Tmfabpro 01 - 30.10.12Documento38 páginas014 2012 Tmfabpro 01 - 30.10.12David Borja HuarachiAinda não há avaliações
- Recuperación de Cucharon Mediante Métodos FinitosDocumento87 páginasRecuperación de Cucharon Mediante Métodos FinitosJhoncastilloAinda não há avaliações
- PROYECTODocumento55 páginasPROYECTOHenrry DiazAinda não há avaliações
- IESSS PosGrado FEA SemipresencialDocumento6 páginasIESSS PosGrado FEA SemipresencialsonidosAinda não há avaliações
- Operacion CMV LeadwellDocumento18 páginasOperacion CMV LeadwelljonathanAinda não há avaliações
- Oreja de Zapata PalaDocumento10 páginasOreja de Zapata PalaPineda JesusAinda não há avaliações
- Flores Morales Allan Walter Instalación Ventilación LaboratoriosDocumento131 páginasFlores Morales Allan Walter Instalación Ventilación Laboratorioscmora2013Ainda não há avaliações
- Crossline 2020Documento126 páginasCrossline 2020Carmen Oa100% (1)
- A. Sim-Pct Plan Constructivo de TrabajoDocumento16 páginasA. Sim-Pct Plan Constructivo de TrabajoAngelo Paolo Valenzuela ContrerasAinda não há avaliações
- 10. Manual de Partes Locomotora a batería Siton de 5 TM-CTY5B吨蓄电池电机车配件图册Documento20 páginas10. Manual de Partes Locomotora a batería Siton de 5 TM-CTY5B吨蓄电池电机车配件图册LC&N COR SAC100% (1)
- PERFORADORASDocumento3 páginasPERFORADORASIris Huamani MartinezAinda não há avaliações
- 01 - Presentación CFW Ingeniería y Mecanizado SPA 2020 2Documento26 páginas01 - Presentación CFW Ingeniería y Mecanizado SPA 2020 2Ventas CFWAinda não há avaliações
- Catalogo BarrenadorasDocumento10 páginasCatalogo BarrenadorasElmer RafaelAinda não há avaliações
- Taladro StancoDocumento29 páginasTaladro StancoqcomoAinda não há avaliações
- Tesis Explomin Antamina Cristian Tesis Bachiller 2020Documento175 páginasTesis Explomin Antamina Cristian Tesis Bachiller 2020Miguel SalcedoAinda não há avaliações
- Informe Jetanol 100 PDFDocumento1 páginaInforme Jetanol 100 PDFJM SV100% (1)
- Control Vectorial de Máquinas AsíncronasDocumento27 páginasControl Vectorial de Máquinas Asíncronasjdiazsdsyahoo.com.mxAinda não há avaliações
- Oferta Económica Doc. A B C y DDocumento158 páginasOferta Económica Doc. A B C y DEmpresa ConstructoraAinda não há avaliações
- Especificaciones Torno UratsaDocumento2 páginasEspecificaciones Torno UratsaMauri RangelAinda não há avaliações
- Maquinas de Perforacion Minera Subterranea 1Documento74 páginasMaquinas de Perforacion Minera Subterranea 1Mel RE100% (1)
- Tigfil 316lg5 PDFDocumento1 páginaTigfil 316lg5 PDFRenzo TuestasAinda não há avaliações
- Estandar de Instalación de Linea TroleyDocumento10 páginasEstandar de Instalación de Linea TroleyJonatan Concha HurtadoAinda não há avaliações
- Reparación Fisuras LD001Documento7 páginasReparación Fisuras LD001william100% (1)
- Mantenimiento T6Documento6 páginasMantenimiento T6mfmejiab100% (1)
- Memo Adc 2016-IDocumento34 páginasMemo Adc 2016-IVictor Miguel Alcazar FlorAinda não há avaliações
- Catalogo Mamut Mayo 2010Documento56 páginasCatalogo Mamut Mayo 2010EmilioTSAinda não há avaliações
- Fichas TecnicasDocumento4 páginasFichas TecnicasjoseAinda não há avaliações
- 13 Problemas de RodillosDocumento8 páginas13 Problemas de RodillosDavid Coureaux MustelierAinda não há avaliações
- Ficha Tecnica de Air Rock DrillDocumento1 páginaFicha Tecnica de Air Rock DrillP Leon JaramilloAinda não há avaliações
- Informe Definitivo Liquidos PenetrantesDocumento12 páginasInforme Definitivo Liquidos Penetrantesjorge cortesAinda não há avaliações
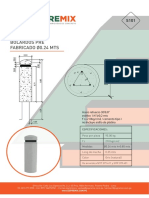
- Ficha Tecnica de BolardoDocumento1 páginaFicha Tecnica de Bolardonelzon hermis perales huariAinda não há avaliações
- Juan Clark Catalogo Epoxicos TonsanDocumento6 páginasJuan Clark Catalogo Epoxicos TonsanJesusMorenoAinda não há avaliações
- Gantt Tolva 793Documento1 páginaGantt Tolva 793Carlos RosasAinda não há avaliações
- Catalogo MitsubishiDocumento138 páginasCatalogo MitsubishiGabo García GranizoAinda não há avaliações
- Reglaje CNCDocumento120 páginasReglaje CNCJulian XaXaxAinda não há avaliações
- Procedimiento de Recalzado de ZapatasDocumento2 páginasProcedimiento de Recalzado de ZapatasChristian Ralfh Núñez Sánchez100% (1)
- 00201-2016 Fainme Ep630 20pul.24pul.30pulDocumento2 páginas00201-2016 Fainme Ep630 20pul.24pul.30pulHumberto Perez HerreraAinda não há avaliações
- Ruedas para Rieles - Miguel AbadDocumento13 páginasRuedas para Rieles - Miguel AbadbkstevensonAinda não há avaliações
- Examen de Mantto de Equipos Neumáticos 1Documento5 páginasExamen de Mantto de Equipos Neumáticos 1Joaquin Sergio Yaully RevillaAinda não há avaliações
- Placa Con Esfuerzos en El Plano Por Elementos Finitos TriangularesDocumento6 páginasPlaca Con Esfuerzos en El Plano Por Elementos Finitos TriangularesMario Covarrubias NavarroAinda não há avaliações
- DUAL SHIELD 8000 Ni2Documento1 páginaDUAL SHIELD 8000 Ni2adanmeneses1100% (1)
- Catalogo Aceros OteroDocumento20 páginasCatalogo Aceros Oteronjarac1972Ainda não há avaliações
- PDF Scaler Paus 853 s8 DLDocumento3 páginasPDF Scaler Paus 853 s8 DLWoelinton Tinco CrisostomoAinda não há avaliações
- Italvibras Catalogo MotovibradoresDocumento5 páginasItalvibras Catalogo MotovibradoresbalooazulAinda não há avaliações
- Informe Fabricacion de Link Snubber Rev 0 22-07-2019Documento5 páginasInforme Fabricacion de Link Snubber Rev 0 22-07-2019Cristobal Gutierrez CarrascoAinda não há avaliações
- Turbo Ventilador Tl3z-300Documento25 páginasTurbo Ventilador Tl3z-300Leonardo ParraAinda não há avaliações
- ChaveterosDocumento1 páginaChaveterospitcabAinda não há avaliações
- Torque Generico MetricoDocumento4 páginasTorque Generico MetricoAlex Consuegra MedinaAinda não há avaliações
- Tornillería Métrica (ISODocumento4 páginasTornillería Métrica (ISOMaqui TecAinda não há avaliações
- Procedimiento Desgaste Bastidores R3000HDocumento7 páginasProcedimiento Desgaste Bastidores R3000HSebastian DuranAinda não há avaliações
- Tornillería Métrica (ISO) Torque PDFDocumento4 páginasTornillería Métrica (ISO) Torque PDFedwin monAinda não há avaliações
- Torque Caterpillar Tornillería Métrica (ISO)Documento4 páginasTorque Caterpillar Tornillería Métrica (ISO)Jesus Alejandro Santiago GuillenAinda não há avaliações
- Torque Tornillos Sistema Ingles PDFDocumento4 páginasTorque Tornillos Sistema Ingles PDFedwin mon100% (2)
- Válvula de Solenoide (Reductora Proporcional) - CalibrarDocumento14 páginasVálvula de Solenoide (Reductora Proporcional) - Calibrarcristian chuquicondor torresAinda não há avaliações
- Sistema de Control de Flujo NegativoDocumento9 páginasSistema de Control de Flujo Negativocristian chuquicondor torresAinda não há avaliações
- Válvula de Solenoide (Reducción Proporcional) - Sistema de ServotransmisiónDocumento4 páginasVálvula de Solenoide (Reducción Proporcional) - Sistema de Servotransmisióncristian chuquicondor torresAinda não há avaliações
- Velocidad Del Motor Del Ventilador (Enfriamiento Hidráulico y Del Radiador) - Prueba y AjusteDocumento4 páginasVelocidad Del Motor Del Ventilador (Enfriamiento Hidráulico y Del Radiador) - Prueba y Ajustecristian chuquicondor torresAinda não há avaliações
- MC 5 2008 Inade - Pelt - Cep BasesDocumento15 páginasMC 5 2008 Inade - Pelt - Cep Basescristian chuquicondor torresAinda não há avaliações
- Instalación Del Sello Contra El Polvo Correcto en El Engranaje y El Cojinete de La RotaciónDocumento7 páginasInstalación Del Sello Contra El Polvo Correcto en El Engranaje y El Cojinete de La Rotacióncristian chuquicondor torresAinda não há avaliações
- Mid 039 - Cid 1590 - Fmi 05Documento4 páginasMid 039 - Cid 1590 - Fmi 05cristian chuquicondor torres100% (2)
- Flow Doc22Documento2 páginasFlow Doc22cristian chuquicondor torresAinda não há avaliações
- Motor de Desplazamiento 325bDocumento61 páginasMotor de Desplazamiento 325bcristian chuquicondor torres100% (1)
- Manojo de Cables CabinaDocumento2 páginasManojo de Cables Cabinacristian chuquicondor torresAinda não há avaliações
- Juego de Valvulas 3066 320cDocumento3 páginasJuego de Valvulas 3066 320ccristian chuquicondor torres100% (1)
- Programa de Intervalos de MantenimientoDocumento5 páginasPrograma de Intervalos de Mantenimientocristian chuquicondor torres100% (1)
- Informe TECNICO EC 280 VOLVO PDFDocumento2 páginasInforme TECNICO EC 280 VOLVO PDFcristian chuquicondor torresAinda não há avaliações
- 1.2 Factores Que Modifican El Limite de Resistencia ADocumento22 páginas1.2 Factores Que Modifican El Limite de Resistencia AELEAZER LUNA ALFONSOAinda não há avaliações
- JejejejejeDocumento3 páginasJejejejejeTeodulo De JesusAinda não há avaliações
- Problemas Propuestos Sesión 03Documento15 páginasProblemas Propuestos Sesión 03Roberti Abanto ZamoraAinda não há avaliações
- Operaciones Unitarias en Ingeniería Química (7a. Ed.) - by Harriot, Peter McCabe, Warren L. Smith, Julian C.Documento1.211 páginasOperaciones Unitarias en Ingeniería Química (7a. Ed.) - by Harriot, Peter McCabe, Warren L. Smith, Julian C.Nestor Armando Marin SolanoAinda não há avaliações
- CAPITULO 4 Teoria Del DescarrilamientoDocumento13 páginasCAPITULO 4 Teoria Del DescarrilamientoSU Cony0% (1)
- Ecuaciones Cubicas de EstadoDocumento11 páginasEcuaciones Cubicas de EstadoDaniela LaraAinda não há avaliações
- Calculo de PSVDocumento6 páginasCalculo de PSVJoelHernandezGonzalezAinda não há avaliações
- Sistema de CombustibleDocumento2 páginasSistema de CombustibleHaizaro RiveroAinda não há avaliações
- SCIU - SCIU-179 - TRABAJO FINAL Emanuel BravoDocumento5 páginasSCIU - SCIU-179 - TRABAJO FINAL Emanuel Bravoemanuel bravoAinda não há avaliações
- Tanque Hidroneumatico - Flores - PJDocumento48 páginasTanque Hidroneumatico - Flores - PJRenzo Huarcaya HuaraccAinda não há avaliações
- PROBLEMAS I UnidadDocumento3 páginasPROBLEMAS I UnidadJorge VillegasAinda não há avaliações
- Gpsat It 04000Documento18 páginasGpsat It 04000RamírezAinda não há avaliações
- Diámetro Óptimo Tuberías Fluidos No NewtonianosDocumento6 páginasDiámetro Óptimo Tuberías Fluidos No NewtonianosGRANRICKYAinda não há avaliações
- Física Arq 2013 Cap 2 Ejercicios Resueltos para ProfesoresDocumento16 páginasFísica Arq 2013 Cap 2 Ejercicios Resueltos para ProfesoresCastro Victor0% (1)
- Sistema de RefrigeraciónDocumento18 páginasSistema de RefrigeraciónAMAO ASENCIOS JACKELINE NICOLLAinda não há avaliações
- DC Pro PDFDocumento20 páginasDC Pro PDFivan rene montealegre tocoraAinda não há avaliações
- Iiss - Metrados (20-12-2021) - Rev 01Documento6 páginasIiss - Metrados (20-12-2021) - Rev 01Christiano RodriguezAinda não há avaliações
- Mc516 A - Segundo LaboratorioDocumento19 páginasMc516 A - Segundo LaboratorioJoel JBAinda não há avaliações
- Suspensión Independiente-1Documento10 páginasSuspensión Independiente-1Mark GalianoAinda não há avaliações
- Diseño de Una Estructura MetalicaDocumento31 páginasDiseño de Una Estructura MetalicaLuis Maturrano MartinezAinda não há avaliações
- Capitulo 1 Elasticidad Parte 3 2021-2 V1Documento16 páginasCapitulo 1 Elasticidad Parte 3 2021-2 V1Marko Antonio Figueroa GuerraAinda não há avaliações
- Investigacion de Transferencia de CalorDocumento10 páginasInvestigacion de Transferencia de CalorMario FarfanAinda não há avaliações
- Ciclos de Potencia de Vapor ResumenDocumento10 páginasCiclos de Potencia de Vapor ResumenLuis GomezAinda não há avaliações
- Balance de Energia en Sistemas AbiertosDocumento4 páginasBalance de Energia en Sistemas Abiertosvictor0% (1)
- Dwsim IDocumento68 páginasDwsim ICarlos Peralta0% (1)
- Estatica y Dinamica de Fluidos-Ejercicios ResueltosDocumento17 páginasEstatica y Dinamica de Fluidos-Ejercicios ResueltosDelfino Olivares100% (3)
- Parts Diagram GA9030Documento3 páginasParts Diagram GA9030LexiflexoAinda não há avaliações
- MecánicaDocumento19 páginasMecánicaMariangelicaAinda não há avaliações