Você também pode gostar
- Continuous Improvement Toolkit: A3 ThinkingDocumento60 páginasContinuous Improvement Toolkit: A3 ThinkingAmit Kumar SinghAinda não há avaliações
- LBP A3 Example Office Case StudyDocumento1 páginaLBP A3 Example Office Case StudyOsvaldo ColinAinda não há avaliações
- The 5 S'S: Japanese Transliterated EnglishDocumento4 páginasThe 5 S'S: Japanese Transliterated EnglishRishita TandonAinda não há avaliações
- Seven Basic Quality Tools: List / Use / InteractionDocumento56 páginasSeven Basic Quality Tools: List / Use / InteractionmangofaAinda não há avaliações
- Problem Solving & 7qc Tools (Compatibility Mode)Documento42 páginasProblem Solving & 7qc Tools (Compatibility Mode)Krunal PandyaAinda não há avaliações
- Business Continuity Strategy Complete Self-Assessment GuideNo EverandBusiness Continuity Strategy Complete Self-Assessment GuideAinda não há avaliações
- Unblocking BottlenecksDocumento3 páginasUnblocking BottlenecksMaggie GonzalesAinda não há avaliações
- Highway SpecificationDocumento85 páginasHighway SpecificationAkaninyeneAinda não há avaliações
- Committing To A Lean Six-Sigma Roadmap: Merwan Mehta, PHD, Asq-CssbbDocumento36 páginasCommitting To A Lean Six-Sigma Roadmap: Merwan Mehta, PHD, Asq-CssbbCarlos Delgado NietoAinda não há avaliações
- Certified ISO 20000 Lead Auditor-Two PageDocumento2 páginasCertified ISO 20000 Lead Auditor-Two PagePECBCERTIFICATIONAinda não há avaliações
- Kaizen Case StudyDocumento44 páginasKaizen Case StudyTanmoy ChakrabortyAinda não há avaliações
- The 7 WastesDocumento7 páginasThe 7 WastesAditya PrasharAinda não há avaliações
- ISO - ISO 56002-2019 Innovation Management System - A Practical GuideDocumento3 páginasISO - ISO 56002-2019 Innovation Management System - A Practical GuideRaed NaserAinda não há avaliações
- 1 Lean GlossaryDocumento7 páginas1 Lean GlossaryHilalAldemirAinda não há avaliações
- Safety Training For Workmen in HindiDocumento51 páginasSafety Training For Workmen in HindiAbhishek Singh100% (5)
- Kaizen Blitz Charter: Date: Area: Team NameDocumento10 páginasKaizen Blitz Charter: Date: Area: Team Nameanjo0225Ainda não há avaliações
- Porsche Turnaround Strategies 2226Documento8 páginasPorsche Turnaround Strategies 2226shareswatiAinda não há avaliações
- ANDONDocumento8 páginasANDONBftech MumbaiAinda não há avaliações
- Apparel Quality Management: TOPIC: Exploration On The Usage of New Quality Tools (Tree Diagram)Documento22 páginasApparel Quality Management: TOPIC: Exploration On The Usage of New Quality Tools (Tree Diagram)Ankita Sinha100% (1)
- Process Mapping and Value Stream MappingDocumento24 páginasProcess Mapping and Value Stream MappingB A FIGHTER adhiAinda não há avaliações
- Lean Manufacturing in Toyota Motor CorporationDocumento8 páginasLean Manufacturing in Toyota Motor CorporationArousha SultanAinda não há avaliações
- 121102170404SS 578-2012 - Preview PDFDocumento9 páginas121102170404SS 578-2012 - Preview PDFAnonymous RrwCr7a0% (1)
- Welcome To: KaizenDocumento82 páginasWelcome To: Kaizeneven0100% (1)
- Lean Excellence SEA Outline v3Documento31 páginasLean Excellence SEA Outline v3Yogesh GuptaAinda não há avaliações
- Visual Management: Using Visual Elements To Control Work and Monitor StatusDocumento9 páginasVisual Management: Using Visual Elements To Control Work and Monitor StatusFran JimenezAinda não há avaliações
- INFO03 - World's First LTE-RDocumento31 páginasINFO03 - World's First LTE-RSebastianAinda não há avaliações
- Fire DampersDocumento20 páginasFire DampersRommelAinda não há avaliações
- Sustaining Success " Yash"Documento30 páginasSustaining Success " Yash"Kavya SaxenaAinda não há avaliações
- Visual PresentationDocumento41 páginasVisual PresentationHanna SianturiAinda não há avaliações
- Productivity Improvement Strategy:: "Visual Management"Documento14 páginasProductivity Improvement Strategy:: "Visual Management"Tito Setiawan NugrohoAinda não há avaliações
- 1-5 The 12 Step BTS Process & Road MapsDocumento30 páginas1-5 The 12 Step BTS Process & Road Mapsanjo0225Ainda não há avaliações
- Lean Six Sigma White Belt Autor University of California San DiegoDocumento31 páginasLean Six Sigma White Belt Autor University of California San DiegoGoran SpasićAinda não há avaliações
- Dr. Shiv's ArticleDocumento6 páginasDr. Shiv's ArticleIndo-MIMAinda não há avaliações
- The Lean Stack - Part 1Documento15 páginasThe Lean Stack - Part 1iNFuT™ - Institute for Future TechnologyAinda não há avaliações
- Lean Strategy by Shyam TalawadekarDocumento4 páginasLean Strategy by Shyam Talawadekartsid47Ainda não há avaliações
- The Functions of Visual ManagementDocumento18 páginasThe Functions of Visual ManagementAndreSantana100% (1)
- Swot Analysis: S W O TDocumento38 páginasSwot Analysis: S W O TA Sailesh ChandraAinda não há avaliações
- The ABCs of ERP - EnterpriseDocumento7 páginasThe ABCs of ERP - EnterpriseADIL KAKAKHELAinda não há avaliações
- Visual Management ExplainedDocumento7 páginasVisual Management ExplainedSixSigmaOnlineAinda não há avaliações
- A3 Problem Solving Training Course OutlineDocumento1 páginaA3 Problem Solving Training Course OutlineNedra DebbechAinda não há avaliações
- KaizenDocumento10 páginasKaizenSiddharth KarakotiAinda não há avaliações
- Kaizen Event 2Documento20 páginasKaizen Event 2Elena CavedagnaAinda não há avaliações
- Presentation Total Productive Maintenance (TPM)Documento14 páginasPresentation Total Productive Maintenance (TPM)jaanus143Ainda não há avaliações
- Kaizen MMSDocumento14 páginasKaizen MMSManjeet SinghAinda não há avaliações
- BPR MethodologiesDocumento29 páginasBPR MethodologiesOsamah S. Alshaya100% (1)
- 3) LeanDocumento14 páginas3) LeanSnehaAinda não há avaliações
- Kaizen Event TemplateDocumento22 páginasKaizen Event TemplateLê Tiến Thành100% (1)
- Sustaining The Gains: Transitioning The Black Belt Project: © 2001 Conceptflow 0Documento19 páginasSustaining The Gains: Transitioning The Black Belt Project: © 2001 Conceptflow 0anjo0225Ainda não há avaliações
- What Is QFD?: Dr. Yoji AkaoDocumento6 páginasWhat Is QFD?: Dr. Yoji AkaoAAinda não há avaliações
- 12 Success Factors PDF PDFDocumento3 páginas12 Success Factors PDF PDFMd. Injamamul HaqueAinda não há avaliações
- Lean Six Sigma Black Belt Outline PDFDocumento4 páginasLean Six Sigma Black Belt Outline PDFYo GoldAinda não há avaliações
- (Incoming & Outgoing Memo) : Start Received Document / MemoDocumento6 páginas(Incoming & Outgoing Memo) : Start Received Document / MemoRaidel ValdezAinda não há avaliações
- Lean EN 2018Documento48 páginasLean EN 2018Karan KarnikAinda não há avaliações
- Ch-8 (Business Process Reengineering)Documento22 páginasCh-8 (Business Process Reengineering)Shrutit21Ainda não há avaliações
- 1-1 Introduction & AgendaDocumento14 páginas1-1 Introduction & Agendaanjo0225Ainda não há avaliações
- Project Report On Maynard Operation Sequence TechniqueDocumento9 páginasProject Report On Maynard Operation Sequence TechniqueEditor IJTSRDAinda não há avaliações
- Lean Six Sigma CrosswordDocumento1 páginaLean Six Sigma CrosswordexamplecgAinda não há avaliações
- Quality CircleDocumento33 páginasQuality CircleveenapeterAinda não há avaliações
- Compensation Management Assignment: Shingo ModelDocumento3 páginasCompensation Management Assignment: Shingo ModelHarsheen KaurAinda não há avaliações
- Arrow DiagramDocumento4 páginasArrow DiagramscapasAinda não há avaliações
- DFSSDocumento4 páginasDFSSankitrathod87Ainda não há avaliações
- Work Breakdown StructureDocumento7 páginasWork Breakdown Structurerajdeepsingh16Ainda não há avaliações
- TQM - 601 Module 12 - Quality Method PDCA and PDSADocumento17 páginasTQM - 601 Module 12 - Quality Method PDCA and PDSA512781Ainda não há avaliações
- W9 NotesDocumento3 páginasW9 Noteslang droidAinda não há avaliações
- For Inquiries Call or Text:: Balon Mariveles, BataanDocumento1 páginaFor Inquiries Call or Text:: Balon Mariveles, BataanJerome DalisayAinda não há avaliações
- Instructor'S Copy Name Form E (Waiver) Form C (Parent Concent) Form D (Medical Cerification)Documento2 páginasInstructor'S Copy Name Form E (Waiver) Form C (Parent Concent) Form D (Medical Cerification)Jerome DalisayAinda não há avaliações
- Presentation 1Documento1 páginaPresentation 1Jerome DalisayAinda não há avaliações
- 2017 Basic Compression PresentationDocumento28 páginas2017 Basic Compression PresentationJerome DalisayAinda não há avaliações
- O V P B C B B: Olytechnic Niversity of The HilippinesDocumento1 páginaO V P B C B B: Olytechnic Niversity of The HilippinesJerome DalisayAinda não há avaliações
- Form B: Practicum Acceptance Form: Olytechnic Niversity of The HilippinesDocumento1 páginaForm B: Practicum Acceptance Form: Olytechnic Niversity of The HilippinesJerome DalisayAinda não há avaliações
- T C 1 P U: Brgy. Malaya, Freeport Area of Bataan (FAB), Mariveles, Bataan Phone No. (047) 9357019 (047) 9357018Documento2 páginasT C 1 P U: Brgy. Malaya, Freeport Area of Bataan (FAB), Mariveles, Bataan Phone No. (047) 9357019 (047) 9357018Jerome DalisayAinda não há avaliações
- Visayas: P G & Mark Hollow BlocksDocumento1 páginaVisayas: P G & Mark Hollow BlocksJerome DalisayAinda não há avaliações
- Olytechnic Niversity of The Hilippines Office of The Vice President For Branches andDocumento1 páginaOlytechnic Niversity of The Hilippines Office of The Vice President For Branches andJerome DalisayAinda não há avaliações
- Form C and DDocumento3 páginasForm C and DJerome DalisayAinda não há avaliações
- Daily Tasks Details: Task (S) AccomplishedDocumento3 páginasDaily Tasks Details: Task (S) AccomplishedJerome DalisayAinda não há avaliações
- Mark Vhilly M. Tagupa: ObjectiveDocumento1 páginaMark Vhilly M. Tagupa: ObjectiveJerome DalisayAinda não há avaliações
- Case StudiesDocumento7 páginasCase StudiesJerome DalisayAinda não há avaliações
- Factors Affecting The Choice of Location: A Survey of Foreign and Local Firms in The PhilippinesDocumento46 páginasFactors Affecting The Choice of Location: A Survey of Foreign and Local Firms in The PhilippinesJerome DalisayAinda não há avaliações
- Survey FormDocumento1 páginaSurvey FormJerome DalisayAinda não há avaliações
- Oman Lumber and HardwareDocumento1 páginaOman Lumber and HardwareJerome DalisayAinda não há avaliações
- 1st Network Gathering ProgrammeDocumento3 páginas1st Network Gathering ProgrammeJerome DalisayAinda não há avaliações
- The Waste of WaitingDocumento4 páginasThe Waste of WaitingJerome DalisayAinda não há avaliações
- Dilig Dionaldo BenitezDocumento24 páginasDilig Dionaldo BenitezJerome DalisayAinda não há avaliações
- TermsandconditionsDocumento1 páginaTermsandconditionsJerome DalisayAinda não há avaliações
- Howto HistogramDocumento33 páginasHowto HistogramJerome DalisayAinda não há avaliações
- Fourth Edition by William StallingsDocumento22 páginasFourth Edition by William Stallingskstu1112Ainda não há avaliações
- Ib1005 Rev 02 - Lefm 280cirn User ManualDocumento82 páginasIb1005 Rev 02 - Lefm 280cirn User ManualDavid SpinosoAinda não há avaliações
- Funke Safety Heat ExchangerDocumento4 páginasFunke Safety Heat ExchangerqusekAinda não há avaliações
- Work WearDocumento10 páginasWork WearRahul KumarAinda não há avaliações
- Masibus 8040 R4F 1215 DataloggerDocumento2 páginasMasibus 8040 R4F 1215 DataloggerVivek PrasadAinda não há avaliações
- Vol5 Route Wide Network Rail Company Standard EM-003-000 PDFDocumento43 páginasVol5 Route Wide Network Rail Company Standard EM-003-000 PDFFemi Obisesan100% (1)
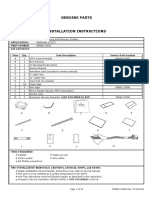
- Genuine Parts: Description: Application: Part Number: Kit Contents: Item Qty. Service Part Number Part DescriptionDocumento10 páginasGenuine Parts: Description: Application: Part Number: Kit Contents: Item Qty. Service Part Number Part DescriptionNguyen DuyAinda não há avaliações
- Users Manual RTN360Documento88 páginasUsers Manual RTN360peperimeAinda não há avaliações
- Is 8478Documento11 páginasIs 847891thiyagarajanAinda não há avaliações
- New 5. Sfe-Dst-Pip-1402-4105 DST For Needle ValveDocumento3 páginasNew 5. Sfe-Dst-Pip-1402-4105 DST For Needle ValveSandeepNBabuAinda não há avaliações
- Atlas Copco - Scooptram ST18 (18t) PDFDocumento4 páginasAtlas Copco - Scooptram ST18 (18t) PDFДмитрий АсташонокAinda não há avaliações
- DA-10287 Manual English 20121211 PDFDocumento7 páginasDA-10287 Manual English 20121211 PDFbuns301Ainda não há avaliações
- Vu-Ngoc Minh W5Documento3 páginasVu-Ngoc Minh W5Ngọc MinhAinda não há avaliações
- E4810 E4815 Technical Specifications Update 071913 LoDocumento2 páginasE4810 E4815 Technical Specifications Update 071913 Lotal_evolutionAinda não há avaliações
- Acer Al1916w SM 1Documento57 páginasAcer Al1916w SM 1Anonymous C6Vaod9Ainda não há avaliações
- 19 PDFDocumento6 páginas19 PDFSugianto BarusAinda não há avaliações
- PEGA Session NotesDocumento2 páginasPEGA Session Notesahrenus DAinda não há avaliações
- Standard Engine Exhause Silencer and Accessories Catalog PDFDocumento32 páginasStandard Engine Exhause Silencer and Accessories Catalog PDFslow_bbAinda não há avaliações
- Ups PDFDocumento14 páginasUps PDFMiguelAinda não há avaliações
- CAKRA Presentation PDFDocumento16 páginasCAKRA Presentation PDFAtozpay AtozpayAinda não há avaliações
- A1798504 - Chem Eng 4036 Assignment 1 ValidationDocumento12 páginasA1798504 - Chem Eng 4036 Assignment 1 ValidationHoang Uyen Vy NguyenAinda não há avaliações
- AC2014 Debug PDFDocumento58 páginasAC2014 Debug PDFscribdtotoAinda não há avaliações
- Certificate: Lindab Ventilation AbDocumento3 páginasCertificate: Lindab Ventilation AbDANAinda não há avaliações
- 162gb 0Documento41 páginas162gb 0JdhdkdidbdjdubdnjfbebeirhrbAinda não há avaliações
- J1979-3 - 202310 - CopieDocumento54 páginasJ1979-3 - 202310 - CopieAbderahmen BouchhimaAinda não há avaliações