Fig.
26-75 Surface grinders can be used for various weld preparation such
as tensile test specimens. © Renee Bohnart
Power Punch
Another method of making holes in metal is with a power
punch. It is important for the shop to provide a machine
that can punch holes in different shapes and sizes with a
minimum of tool change time. Fig. 26-76 A pedestal model of an electric drill press
There are combination machines available that will punch with dial-controlled variable speeds. © Clausing
Industrial, Inc.
and shear, such as the power iron worker shown in Figs. 26-78,
page 864 and 26-79, page 864, which is capable of exerting
18 tons of force to punch a 7⁄8-inch hole through ¼-inch thick
material. It can also shear angle iron, round bar, square bar,
flat bar, and channels, and be used as a conven-
tional press for forming. It has a blade guard, foot
lever guard, and gear guard for operator protection.
Hydroforming
Using high pressure water to change the shape
of a piece has been done for many years. You
can experience the tremendous forces that can
be exerted by water by simply observing a gar-
den hose. When the water nozzle is open, the tap
pressure expels the water from the end of the
hose nozzle. However, if the nozzle is adjusted
to stop the flow of water, the outside diameter
of the hose will increase because of the pressure
buildup. The same principle is used for hydro-
forming. Figure 26-80, page 864 shows some
typical parts that can be made with this process.
The process is quite simple as illustrated in
Fig. 26-81, page 864. It is similar in operation to a
punch press; however, it uses half the tooling and Fig. 26-77 Pedestal drill press in operation. © Renee Bohnart
General Equipment for Welding Shops Chapter 26 863
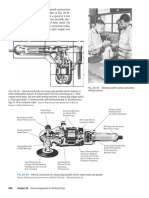
Fig. 26-78 Iron Worker used to punch a hole in a steel plate.
Note the punch and die. The safety door is open to show interior
components. © Renee Bohnart
a computer program adjusts the water pressure to shape the
desired form, unlike the traditional system of top and bot-
tom dies used in a press operation. Figure 26-82 is a small
hydroforming press capable of production and use for devel- Fig. 26-79 An 18-ton power iron worker capable of sheering,
punching, and forming. It is capable of approximately 48 strokes per
opment work. minute. Note the safety guards. © Rogers Manufacturing Inc.
There are many advantages to hydroforming. It
• Can process complex components in a single
operation
• Saves materials and money through part elimination
and simplified assembly
• Reduces tooling costs
• Has dimensional precision
• Reduces part weight
• Reduces the number of weld joints
• Increases part stiffness
Tooling costs are one of the major concerns when working
on weldments. In simple terms, hydroforming is not a tool- Fig. 26-80 Hydroformed tubes and structures that may become
intensive technology, unlike pressure punch or stamping part of a weldment. © Schuler AG
Hydroforming Process
Ram
Upper Die Ram
Upper Die
Formed Part
Lower Die Lower Die
Platten of Press Platten of Press
In the first step the steel Step two involves filling As the steel expands
tube is inserted into the the tube with water under the pressure, the
hydroforming machine’s under incredible levels part is formed, or bent
die. of pressure. into the desired shape.
Fig. 26-81 Schematic of hydroforming operation. Source: Advanced Manufacturing.
864 Chapter 26 General Equipment for Welding Shops
Metal-Cutting Band Saws
A power saw is used more than any other tool
in the welding shop. These saws cut rectangu-
lar and round bars, angle iron, and a variety of
other structural shapes. The metal-cutting band
saw shown in Fig. 26-83 is a portable machine
that is actually two machines in one. As a hori-
zontal cut-off saw, it features a quick-action vise,
which swivels to 45°; an adjustable blade guide;
and an automatic shutoff switch. Only seconds
are required to convert the tool for vertical use.
The head is swung into an upright position, a
work table is attached, and the saw is ready
for cutting angles, slots, notches, and bevels,
Fig. 26-84, page 866. Figures 26-85, page 866
and 26-86, page 866 show in use the vertical and
horizontal band saw, respectively.
A more sophisticated model of the vertical
band saw is shown in Fig. 26-87, page 866.
Fig. 26-82 A hydroforming press and computer control capable
of doing production and development operations. It is capable of
exerting 75 tons of clamping force with a pressure intensifier
capable of water pressures of 20,000 pounds per square inch.
© Interlaken Technology Corp
operations. The hydroform tooling is simple, low cost, and
capable of being used for short or long runs. Table 26-1
represents some cost considerations.
Limitations are that hydroforming must be done on
newly designed parts, because the existing part design may
not lend itself to hydroforming. The raw material tube will
be more expensive than a sheet of steel that may be used for
a punch pressed part. Hydroforming cycle times are longer
than those of a punch press. There is wall thinning in areas
where maximum stretch is required. As more work is placed
on designing materials for hydroforming, tailored tubes with
differing properties and wall thicknesses will be produced. Fig. 26-83 A horizontal metal-cutting band saw for cutting bars,
angles, and pipe.
Table 26-1 Cost Comparison of Hydroforming and Conventional
Punch Press Operation for an Engine Cradle
Number Tool Costs Part Costs1
Type of Parts Weight (U.S. $) (U.S. $)
Conventional manufactured 34 24.56 5,359.090 51.00
Hydroforming steel 30 20.50 3,712.636 42.83
Hydroforming aluminum 1
30 14.41 3,891.727 73.17
1
Aluminum; 25% less weight, 30% higher part costs.
Source: Advanced Manufacturing.
General Equipment for Welding Shops Chapter 26 865
Fig. 26-84 A metal-cutting band saw in the vertical position. Fig. 26-86 Horizontal band saw in use. Once the angle iron
length to be cut is measured and securely clamped in place, the
saw blade guides will be repositioned as close as possible to the
part being cut. © Renee Bohnart
Fig. 26-85 Vertical band saw in use. Note the material handing
tool to keep hands away from the blade and also the well-lighted
work surface. © Renee Bohnart
This type of machine is often called a band machine be-
cause of its continuous sawblade. Many people in industry
feel that it offers many advantages over other types of cut-
ting tools. Unlike other machine tools, it cuts directly to
a layout line and removes material in sections instead of
chips. Chipless cutting saves both time and material.
The cutting tool on a band saw is a continuous band in
which each single-point tooth is a precision cutting tool. Fig. 26-87 A metal-cutting band saw and the many forms that
It cuts continuously and fast. Wear spreads evenly over all can be cut with this machine. © Baileigh Industrial, Inc.
the teeth to extend tool life. Because reciprocating ma-
chines waste motion on the return stroke, the band ma-
chine’s continuous action allows it to do more work in the overcome material resistance than do the bigger, wider
same amount of time. cutters on other machine tools.
The thin band tool, a fraction of an inch thick, saves A significant advantage of band machining is its unre-
material. Because of its size, it takes less horsepower to stricted versatility. There is no limit to the length, angle,
866 Chapter 26 General Equipment for Welding Shops
Less Horsepower Unrestricted Machining Continuous Cutting
Geometry
Narrow
Tooth No Limitation Chip Removal is
Kerf on Angle, Fast and Accurate
Direction, or
Length of Cut
Minimum
of Material
Reduced Each Tooth is
to Chips a Precision
Built-in Cutting Tool
Tool Holder
Least Material Waste Holds Sharpness Simple Fixturing
Removes Downward
Whole Cutting Action
Sections
Wear is
Distributed
over Many
Teeth
Uniform Chip
Cuts Directly Load per Tooth Cutting Force Holds
to Finish Line Work to Table
Fig. 26-88 Advantages of the band machine.
contour, or radius that can be cut. The constant downward
force of the band holds the work to the table so that it is
easy to hold or fixture work for production runs. Making
a setup or changeover is fast, operation is easy, and cost
per cut is low. Figure 26-88 summarizes the advantages of
band machining.
If the band machine’s saw blade could be replaced
with a high pressure water jet, even more versatility
could be achieved while maintaining many of the same
advantages. Water jet cutting technology is unique in
that it can cut almost all materials cost effectively from
the hardest metals to the softest food products. The en-
ergy required for cutting materials is obtained by cre-
ating ultrahigh water pressures and forming an intense
cutting stream by focusing this high speed water through
a small, precious-stone orifice. There are two main steps
involved in the water jet cutting process. First, the ultra- Fig. 26-89 Water jet being used to cut a gear out of a plate.
© ESAB
high pressure pump or intensifier generally pressurizes
normal tap water to levels above 40,000 p.s.i. (2,760 bar),
to produce the energy required for cutting. Second, water to be cut much like with the band machine, Fig. 26-89.
is then focused through a small precious-stone orifice to Motion equipment can be more sophisticated than that
form an intense cutting stream. The stream moves at a of the band machine and may range from a simple
velocity of up to 2.5 times the speed of sound, depending cross-cutter to two-dimensional systems and three-
on how the water pressure is exerted. The process is ap- dimensional machines as well as multiple-axis robots.
plicable to both water only and water with abrasives. The Computer aided design/computer aided manufacturing
cutting nozzle can be stationary or integrated into motion (CAD/CAM) software combined with computer nu-
equipment, which allows for intricate shapes and designs merical control (CNC) controllers translate drawings or
General Equipment for Welding Shops Chapter 26 867
commands into a digitally programmed path for the cut- determine which method is better for a particular job to
ting head to follow. Chapter 25 has addition information be done.
on water jet cutting.
Since much of the work that can be done on band saws, For video of water jet cutting technology, please
band machines, or water jets can also be done with arc visit www.mhhe.com/welding.
or flame cutting, the welder or fabricator will have to
CHAPTER 26 REVIEW
Multiple Choice 8. Magnetic clamps are useful work holding devices;
Choose the letter of the correct answer. however, they may cause_______. (Obj. 26-3)
1. Ventilation systems are used to remove what in the a. Marking of the metal
welding booth? (Obj. 26-1) b. Deflection of the shielding gas
a. Smoke c. Magnetic arc blow
b. Fumes d. Muscle strain when trying to remove them
c. Particulate 9. Modular tooling is_______. (Obj. 26-3)
d. All of these a. Seldom used and not very flexible
2. Transparent welding curtains should_______. (Obj. b. Only used for locating of parts but never used for
26-1) welding
a. Exhibit good visibility c. Very flexible and used for a variety of
b. Minimize arc glare applications
c. Reflect usable light back into the work area d. Both b and c
d. All of these 10. Portable power tools can be powered from_______.
3. Welding positioners are used to_______. (Obj. 26-1) (Obj. 26-4)
a. Put the weldments in the most advantageous a. Electric motors
welding position b. Pneumatics
b. Move the arc along a fixed workpiece c. Hydraulics
c. Allow the use of manual welding processes d. All of these
d. Allow the use of high energy-density beams
4. Turning rolls are devices used to make_______. Review Questions
(Obj. 26-1) Write the answers in your own words.
a. Longitudinal welds on tanks 11. Explain why positioners are used with other
b. Circumferential welds on tanks devices. (Obj. 26-1)
c. Girth welds on tanks
12. How are turntables used with robotic applications?
d. Both b and c
(Obj. 26-1)
5. Manipulators are used to provide travel in which di-
rection? (Obj. 26-1) 13. Explain why the side beam carriage can have such
a. Vertical close linear tolerances and what a typical linear tol-
b. Horizontal erance would be over 10 feet of carriage movement.
c. Circular (Obj. 26-2)
d. Both a and b 14. Describe how a trackless carriage system works and
6. Seamers move the arc along a fixed weldment. (Obj. what type of joints they can be used on. (Obj. 26-2)
26-2) 15. Describe the applications and typical welding posi-
a. True tions encountered with the enclosed head orbital
b. False welding machines. (Obj. 26-2)
7. Side beam carriages move the arc along a fixed 16. Why is ceramic backing material in some cases pre-
weldment. (Obj. 26-2) ferred over copper backing? (Obj. 26-3)
a. True 17. List eight induction heating applications and list re-
b. False lated workpieces. (Obj. 26-3)
868 Chapter 26 General Equipment for Welding Shops
18. Which type of hand power tools should be 19. List some typical applications the power iron
used with engine-driven welding generators worker can be used for. (Obj. 26-4)
that only have d.c. auxiliary power and why? 20. List five advantages of both the band machine and
(Obj. 26-4) the water jet cutting machine. (Obj. 26-4)
INTERNET ACTIVITIES
Internet Activity A
Using your favorite search engines find the largest weld positioner that is cur-
rently available on the market. Record the date, manufacturer, and the pertinent
specifications.
Internet Activity B
Using your favorite search engines find information about the advantages and limi-
tations of pneumatic-powered hand tools as compared to electric-powered hand
tools.
General Equipment for Welding Shops Chapter 26 869
Você também pode gostar
- Popular Mechanics Encyclopedia 09 PDFDocumento258 páginasPopular Mechanics Encyclopedia 09 PDFeuqehtb100% (1)
- Press Brake BendingDocumento12 páginasPress Brake BendingGopu PushpangadhanAinda não há avaliações
- How to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheNo EverandHow to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheNota: 4.5 de 5 estrelas4.5/5 (2)
- Acrylic Sheet Bending MachineDocumento40 páginasAcrylic Sheet Bending MachineANAND KRISHNANAinda não há avaliações
- Advance Metal Forming ProcessDocumento12 páginasAdvance Metal Forming ProcessRemo RamAinda não há avaliações
- Atlas 7B Know Your ShaperDocumento6 páginasAtlas 7B Know Your ShaperColin FinkbeinerAinda não há avaliações
- Flow Forming of Thin-Walled Precision ShellsDocumento16 páginasFlow Forming of Thin-Walled Precision Shellsehtisham khanAinda não há avaliações
- 06 SheetMetalForming-2017son01Documento111 páginas06 SheetMetalForming-2017son01emreAinda não há avaliações
- Boring ToolsDocumento56 páginasBoring ToolsMartin Ong100% (1)
- Power Rasp, Build Your OwnDocumento6 páginasPower Rasp, Build Your OwnJim100% (1)
- Abrasive Water Jet MachiningDocumento22 páginasAbrasive Water Jet Machiningpraneeth4aAinda não há avaliações
- Aircraft Material & Production - MANUALDocumento45 páginasAircraft Material & Production - MANUALKV Yashwanth100% (1)
- Fitting ToolsDocumento14 páginasFitting ToolsManoj Lohumi100% (2)
- Forging and Sheet Metal FormingDocumento83 páginasForging and Sheet Metal FormingnvemanAinda não há avaliações
- Metal Forming - Process Tools DesignDocumento218 páginasMetal Forming - Process Tools DesignSchreiber_Dieses100% (5)
- HydroformingDocumento48 páginasHydroformingNauman KhanAinda não há avaliações
- 22 Use of Various Attachments in Machine Tools.Documento19 páginas22 Use of Various Attachments in Machine Tools.PRASAD326100% (5)
- Thesis GauravKesireddy FinalDocumento78 páginasThesis GauravKesireddy FinalSrinivas SAinda não há avaliações
- Sheet Metal BendingDocumento30 páginasSheet Metal BendingZen P MonachanAinda não há avaliações
- Machine Tools LabDocumento37 páginasMachine Tools LabAbdelhay Mohamed HassanAinda não há avaliações
- Quorn: Tool and Cutter GrinderDocumento4 páginasQuorn: Tool and Cutter GrinderDan Henderson100% (1)
- Unit-V (Advanced Forming Processes)Documento30 páginasUnit-V (Advanced Forming Processes)Er Vishal Divya Jagadale100% (1)
- Fig. 26-54 Fig. 26-55: 26 General Equipment For Welding ShopsDocumento7 páginasFig. 26-54 Fig. 26-55: 26 General Equipment For Welding ShopsWilly UioAinda não há avaliações
- Hydraulic Press MachineDocumento27 páginasHydraulic Press MachineMAYURI DHANDEAinda não há avaliações
- Ian Bradley Talks LatheToolsDocumento3 páginasIan Bradley Talks LatheToolsAnonymous mKdAfWifAinda não há avaliações
- Metal Forming: Duplomatic OleodinamicaDocumento6 páginasMetal Forming: Duplomatic OleodinamicaAnkit KaneAinda não há avaliações
- Dual Side Shaper Machine Increases Productivity Under 39 CharactersDocumento22 páginasDual Side Shaper Machine Increases Productivity Under 39 CharactersGopuAinda não há avaliações
- Shaping & Grinding and Realated OperationsDocumento26 páginasShaping & Grinding and Realated OperationsIzi86% (7)
- Automated Double Way Hacksaw MachineDocumento3 páginasAutomated Double Way Hacksaw MachineBADINEHALSANDEEPAinda não há avaliações
- 68 PDFDocumento6 páginas68 PDFVicky SuryawanshiAinda não há avaliações
- MP GTU Study Material E-Notes Unit-2 21032020023800PMDocumento27 páginasMP GTU Study Material E-Notes Unit-2 21032020023800PMChandresh RanaAinda não há avaliações
- group 2Documento17 páginasgroup 2GemedaAinda não há avaliações
- Literature ReviewsDocumento7 páginasLiterature ReviewsEngineers Gallery100% (2)
- MP GTU Study Material E-Notes Unit-7 06042020034503PMDocumento16 páginasMP GTU Study Material E-Notes Unit-7 06042020034503PMChandresh RanaAinda não há avaliações
- DV03PUB18 Study GuideDocumento5 páginasDV03PUB18 Study Guidesssf-dobojAinda não há avaliações
- Sheet Metal Shearing & Bending: Training ObjectiveDocumento5 páginasSheet Metal Shearing & Bending: Training ObjectiveChristian MavarezAinda não há avaliações
- Metal Bending Machine Project ReportDocumento2 páginasMetal Bending Machine Project ReportRahul RathodAinda não há avaliações
- Spinning:: Advanced Manufacturing Processes (RYT)Documento6 páginasSpinning:: Advanced Manufacturing Processes (RYT)Shubham PhadtareAinda não há avaliações
- Turning and Boring ProcessesDocumento39 páginasTurning and Boring ProcessesAdhanom G.Ainda não há avaliações
- Chapter 6 Sawing MachinesDocumento18 páginasChapter 6 Sawing MachinesPRASAD326100% (3)
- 00 CINCINNATI No 2 Radius Grinding AttachmentDocumento4 páginas00 CINCINNATI No 2 Radius Grinding AttachmentGilberto GarciaAinda não há avaliações
- Presentation On Pneumatic TMT Bar Bending MachineDocumento12 páginasPresentation On Pneumatic TMT Bar Bending MachineRaja Mane100% (1)
- Designing and Fabrication of Double Acting Hacksaw MachineDocumento6 páginasDesigning and Fabrication of Double Acting Hacksaw MachineVARSHAN HARIGANTHAinda não há avaliações
- Motorized Benchh ViseDocumento46 páginasMotorized Benchh ViseAlmubeen83% (18)
- Automated Double Hacksaw MachineDocumento5 páginasAutomated Double Hacksaw MachineInternational Journal of Innovative Science and Research TechnologyAinda não há avaliações
- Machining Processes Used To Produce Round Shapes: Turning and Hole MakingDocumento14 páginasMachining Processes Used To Produce Round Shapes: Turning and Hole MakingArvin BabuAinda não há avaliações
- Sheet Metal Forgintuve MFGDocumento41 páginasSheet Metal Forgintuve MFGAnonymous QiMB2lBCJLAinda não há avaliações
- اسايمنتDocumento11 páginasاسايمنتalittihadclub1918Ainda não há avaliações
- Kajiwara 2015Documento6 páginasKajiwara 2015gasAinda não há avaliações
- Motorised Hammer Project ReportDocumento35 páginasMotorised Hammer Project ReportRaja ManeAinda não há avaliações
- Manufacturer and Suppliers of Rebar Couplers and ThreadingDocumento4 páginasManufacturer and Suppliers of Rebar Couplers and ThreadingKumarRamAinda não há avaliações
- Hydraulic shearing machine lab reportDocumento6 páginasHydraulic shearing machine lab reportAhtisham AmjadAinda não há avaliações
- Lathe Helping SidesDocumento27 páginasLathe Helping Sidest75zswxgwfAinda não há avaliações
- Power Press Tools and MachinesDocumento60 páginasPower Press Tools and MachinesThulasi RamAinda não há avaliações
- Ever Green MachinesDocumento6 páginasEver Green MachinesLisa ParksAinda não há avaliações
- 26-Universal Bending MachineDocumento59 páginas26-Universal Bending MachinesathishAinda não há avaliações
- Project Report ON "Resistance Spot Welding": Department of Mechanical Engineering Gitam University VisakhapatnamDocumento32 páginasProject Report ON "Resistance Spot Welding": Department of Mechanical Engineering Gitam University VisakhapatnamAbhinashAinda não há avaliações
- Sato Hitachi V2Documento10 páginasSato Hitachi V2Diana NicoletaAinda não há avaliações
- Turning: CHAPTER 2: Material Removal ProcessDocumento66 páginasTurning: CHAPTER 2: Material Removal ProcessEbrahim AliAinda não há avaliações
- Drop Forging Implies A, Fast, High Energy Transfer of The Force To Forge The Work. in The DropDocumento8 páginasDrop Forging Implies A, Fast, High Energy Transfer of The Force To Forge The Work. in The DropAnonymous Y0ru1RqC6Ainda não há avaliações
- FITTING SHOP WORKSHOP MANUALDocumento29 páginasFITTING SHOP WORKSHOP MANUALNikhil MeenaAinda não há avaliações
- Bansal Institute of Engineering and Technology, LucknowDocumento59 páginasBansal Institute of Engineering and Technology, LucknowSunnyVermaAinda não há avaliações
- Motorised Hammer Project ReportDocumento35 páginasMotorised Hammer Project ReportRaja ManeAinda não há avaliações
- Swaging or Radial ForgingDocumento3 páginasSwaging or Radial Forginghrh_pogcAinda não há avaliações
- Weld Discontinuities As Indicated On Radio-Graphic Film.: Fig. 28-39A-FDocumento8 páginasWeld Discontinuities As Indicated On Radio-Graphic Film.: Fig. 28-39A-FWilly UioAinda não há avaliações
- Mance Qualification Tests. They Are Given To Find Out: 900 Chapter 28 Joint Design, Testing, and InspectionDocumento9 páginasMance Qualification Tests. They Are Given To Find Out: 900 Chapter 28 Joint Design, Testing, and InspectionWilly UioAinda não há avaliações
- Power Punch: © Renee BohnartDocumento7 páginasPower Punch: © Renee BohnartWilly UioAinda não há avaliações
- Assortment of Hydraulic Tools Available To The Welder.: Power Press BrakesDocumento8 páginasAssortment of Hydraulic Tools Available To The Welder.: Power Press BrakesWilly UioAinda não há avaliações
- Joint Design, Testing, and Inspection: Chapter ObjectivesDocumento9 páginasJoint Design, Testing, and Inspection: Chapter ObjectivesWilly UioAinda não há avaliações
- © ITW Jetline - Cyclomatic: Weld ElevatorDocumento8 páginas© ITW Jetline - Cyclomatic: Weld ElevatorWilly UioAinda não há avaliações
- Common Sensors and Units of Measure: Table 27-2Documento7 páginasCommon Sensors and Units of Measure: Table 27-2Willy UioAinda não há avaliações
- Mance Qualification Tests. They Are Given To Find Out: 900 Chapter 28 Joint Design, Testing, and InspectionDocumento9 páginasMance Qualification Tests. They Are Given To Find Out: 900 Chapter 28 Joint Design, Testing, and InspectionWilly UioAinda não há avaliações
- Dual Robot Work Cell. Note The Robots Are Mounted Overhead For Easier Access To Welding JointsDocumento7 páginasDual Robot Work Cell. Note The Robots Are Mounted Overhead For Easier Access To Welding JointsWilly UioAinda não há avaliações
- Automatic and Robotic Arc Welding Equipment: Chapter ObjectivesDocumento7 páginasAutomatic and Robotic Arc Welding Equipment: Chapter ObjectivesWilly UioAinda não há avaliações
- Assortment of Hydraulic Tools Available To The Welder.: Power Press BrakesDocumento8 páginasAssortment of Hydraulic Tools Available To The Welder.: Power Press BrakesWilly UioAinda não há avaliações
- General Equipment For Welding Shops: Chapter ObjectivesDocumento8 páginasGeneral Equipment For Welding Shops: Chapter ObjectivesWilly UioAinda não há avaliações
- © ITW Jetline - Cyclomatic: Weld ElevatorDocumento8 páginas© ITW Jetline - Cyclomatic: Weld ElevatorWilly UioAinda não há avaliações
- High Energy Beams and Related Welding and Cutting Process PrinciplesDocumento8 páginasHigh Energy Beams and Related Welding and Cutting Process PrinciplesWilly UioAinda não há avaliações
- Laser Assisted Arc Welding: Shop TalkDocumento8 páginasLaser Assisted Arc Welding: Shop TalkWilly UioAinda não há avaliações
- © Plumbers and Pipefitters Union, Alton, ILDocumento8 páginas© Plumbers and Pipefitters Union, Alton, ILWilly UioAinda não há avaliações
- Laser Assisted Arc Welding: Shop TalkDocumento8 páginasLaser Assisted Arc Welding: Shop TalkWilly UioAinda não há avaliações
- © Plumbers and Pipefitters Union, Alton, ILDocumento8 páginas© Plumbers and Pipefitters Union, Alton, ILWilly UioAinda não há avaliações
- Inspection and Testing: © Plumbers and Pipefitters Union, Alton, ILDocumento8 páginasInspection and Testing: © Plumbers and Pipefitters Union, Alton, ILWilly UioAinda não há avaliações
- Table 23-9: Impact Requirements of The Weld Deposit According To Classification For Submerged Arc FluxDocumento8 páginasTable 23-9: Impact Requirements of The Weld Deposit According To Classification For Submerged Arc FluxWilly UioAinda não há avaliações
- Gas Metal Arc Welding Practice:: Jobs 24-J1-J15 (Pipe)Documento9 páginasGas Metal Arc Welding Practice:: Jobs 24-J1-J15 (Pipe)Willy UioAinda não há avaliações
- Wel 23 BDocumento8 páginasWel 23 BWilly UioAinda não há avaliações
- Wel 23 eDocumento7 páginasWel 23 eWilly UioAinda não há avaliações
- Wel 23 CDocumento8 páginasWel 23 CWilly UioAinda não há avaliações
- Wel 22 eDocumento7 páginasWel 22 eWilly UioAinda não há avaliações
- Table 23-9: Impact Requirements of The Weld Deposit According To Classification For Submerged Arc FluxDocumento8 páginasTable 23-9: Impact Requirements of The Weld Deposit According To Classification For Submerged Arc FluxWilly UioAinda não há avaliações
- Wel 23 ADocumento8 páginasWel 23 AWilly UioAinda não há avaliações
- Wel 22 FDocumento7 páginasWel 22 FWilly UioAinda não há avaliações
- Lightweight SUV Frame Design DevelopmentDocumento50 páginasLightweight SUV Frame Design DevelopmentAltairEnlightenAinda não há avaliações
- PDF of Thesis T16008Documento188 páginasPDF of Thesis T16008hamzahachmiAinda não há avaliações
- Catalogue Surface Electric Pumps 50HzDocumento32 páginasCatalogue Surface Electric Pumps 50HzHenry SAinda não há avaliações
- Hydro Drive Seminar ReportDocumento18 páginasHydro Drive Seminar ReportChethan Pinto100% (2)
- Material and Design Optimization For An Aluminum Bike FrameDocumento101 páginasMaterial and Design Optimization For An Aluminum Bike Frame69x4Ainda não há avaliações
- Unit-V (Advanced Forming Processes)Documento30 páginasUnit-V (Advanced Forming Processes)Er Vishal Divya JagadaleAinda não há avaliações
- FEA - Calculation of The Hydroforming Process With LS-DYNADocumento8 páginasFEA - Calculation of The Hydroforming Process With LS-DYNAadrianAinda não há avaliações
- Wrinkling Limit in Tube Bending: Xi Wang Jian CaoDocumento6 páginasWrinkling Limit in Tube Bending: Xi Wang Jian CaoYavuz KeskinAinda não há avaliações
- Hydro Forming SeminarDocumento22 páginasHydro Forming SeminarVivekanand KhavatkoppaAinda não há avaliações
- Materials and Design: H. Hachemi, H. Kebir, J.M. Roelandt, E. WintrebertDocumento10 páginasMaterials and Design: H. Hachemi, H. Kebir, J.M. Roelandt, E. WintrebertJiNx AngAinda não há avaliações
- Advance StructuresDocumento6 páginasAdvance StructuresManju NishaAinda não há avaliações
- 2011 Dealer Book OrbeaDocumento260 páginas2011 Dealer Book OrbeaJOelAinda não há avaliações
- 107 02 PDFDocumento7 páginas107 02 PDFBashir SolimanAinda não há avaliações
- HYDROFORINGDocumento23 páginasHYDROFORINGRaghu CharanAinda não há avaliações
- Hydroforming Process OverviewDocumento17 páginasHydroforming Process OverviewvengadeshAinda não há avaliações
- Chapter - I: Hydro DriveDocumento19 páginasChapter - I: Hydro Drivekuldeep ududholiraAinda não há avaliações
- Design of Roll Forming Mill: Kondusamy V, Jegatheeswaran D, Vivek S, Vidhuran D, Harishragavendra ADocumento19 páginasDesign of Roll Forming Mill: Kondusamy V, Jegatheeswaran D, Vivek S, Vidhuran D, Harishragavendra Ahasan devrimAinda não há avaliações
- Hydro Forming: A Guide to the Technology and Its BenefitsDocumento17 páginasHydro Forming: A Guide to the Technology and Its BenefitsBalu PrasannanAinda não há avaliações
- Tech Ulsab EnglDocumento28 páginasTech Ulsab EnglJony M. TemnikarAinda não há avaliações
- Mech HYDROFORMING 389Documento16 páginasMech HYDROFORMING 389Darlig Harsha'sAinda não há avaliações
- ColdRolledSteel PDFDocumento32 páginasColdRolledSteel PDFeduardomacieldelimaAinda não há avaliações
- Tube Hydroforming in Automotive ApplicationsDocumento19 páginasTube Hydroforming in Automotive ApplicationsEldori1988Ainda não há avaliações
- CAT 4690 MH2 Metal HoseDocumento24 páginasCAT 4690 MH2 Metal Hosegraham bellAinda não há avaliações
- Hydro Forming HistoryDocumento5 páginasHydro Forming HistoryvishalAinda não há avaliações