Você também pode gostar
- Texto - Análisis Matemático IDocumento147 páginasTexto - Análisis Matemático IFrederick Lui HuamanAinda não há avaliações
- Alteraciones en Las Funciones Ejecutivas en Helen KellerDocumento2 páginasAlteraciones en Las Funciones Ejecutivas en Helen KellerKaren KyllianAinda não há avaliações
- Problemas TurbomaquinasDocumento28 páginasProblemas TurbomaquinasErick Salinas EncisoAinda não há avaliações
- Ejercicios Teoría de ColasDocumento8 páginasEjercicios Teoría de ColasMario Gatica Cordova100% (1)
- Respuestas de DraculaDocumento36 páginasRespuestas de DraculaRicardo Mora100% (1)
- TutoriaDocumento2 páginasTutoriaFrederick Lui HuamanAinda não há avaliações
- Silabo AnalisismatiDocumento3 páginasSilabo AnalisismatiAlqupa Rinrin AllquparinrinAinda não há avaliações
- Bases de Concurso de Danzas RurarturDocumento2 páginasBases de Concurso de Danzas RurarturFrederick Lui HuamanAinda não há avaliações
- Bases de Concurso de Danzas RurarturDocumento2 páginasBases de Concurso de Danzas RurarturFrederick Lui HuamanAinda não há avaliações
- BalotarioDocumento2 páginasBalotarioFrederick Lui HuamanAinda não há avaliações
- Semana 1 2018-2Documento23 páginasSemana 1 2018-2Frederick Lui HuamanAinda não há avaliações
- Introduccion A La IngenieriaDocumento45 páginasIntroduccion A La IngenieriaFrederick Lui HuamanAinda não há avaliações
- Ley de Consolidación de Beneficios SocialesDocumento8 páginasLey de Consolidación de Beneficios SocialesbsivoreAinda não há avaliações
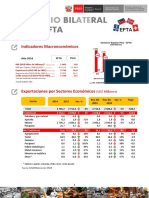
- RCB Peru-Efta 2016Documento5 páginasRCB Peru-Efta 2016Frederick Lui HuamanAinda não há avaliações
- Jurado Electoral Especial de Pasco RESOLUCION #00031-2018-JEE-PASC/JNE EXPEDIENTE #ERM.2018004799Documento3 páginasJurado Electoral Especial de Pasco RESOLUCION #00031-2018-JEE-PASC/JNE EXPEDIENTE #ERM.2018004799Frederick Lui HuamanAinda não há avaliações
- 67852Documento3 páginas67852Frederick Lui HuamanAinda não há avaliações
- Semana 02 FinalDocumento30 páginasSemana 02 FinalFrederick Lui HuamanAinda não há avaliações
- Elecciones Regionales Y Municipales 2018Documento2 páginasElecciones Regionales Y Municipales 2018Frederick Lui HuamanAinda não há avaliações
- Metodologías de Desarrollo de SWDocumento30 páginasMetodologías de Desarrollo de SWFrederick Lui HuamanAinda não há avaliações
- 8773 16928 Carta Poder PDFDocumento1 página8773 16928 Carta Poder PDFIlich Laura BonifacioAinda não há avaliações
- Fta-2018-1-M2 - Competitividad de La Industria NacionalDocumento13 páginasFta-2018-1-M2 - Competitividad de La Industria NacionalFrederick Lui HuamanAinda não há avaliações
- Semana 04 - Riesgo y Rendimiento en Inversiones FinancierasDocumento44 páginasSemana 04 - Riesgo y Rendimiento en Inversiones FinancierasERLITHAinda não há avaliações
- 8773 16928 Carta Poder PDFDocumento1 página8773 16928 Carta Poder PDFIlich Laura BonifacioAinda não há avaliações
- Ayuda 6Documento15 páginasAyuda 6Frederick Lui HuamanAinda não há avaliações
- Economía Internacional - AdmDocumento13 páginasEconomía Internacional - AdmFrederick Lui HuamanAinda não há avaliações
- Gestion de Importacion y ExportacionDocumento4 páginasGestion de Importacion y ExportacionFrederick Lui HuamanAinda não há avaliações
- Dialnet DerechoDeGestionDelTrabajadorDocumento28 páginasDialnet DerechoDeGestionDelTrabajadorFrederick Lui HuamanAinda não há avaliações
- Trabajo Adm OperacionesDocumento17 páginasTrabajo Adm OperacionesFrederick Lui HuamanAinda não há avaliações
- Contrato de NegociosDocumento12 páginasContrato de NegociospetiteduAinda não há avaliações
- Ayuda 7Documento13 páginasAyuda 7Frederick Lui HuamanAinda não há avaliações
- Ta 9 Reingenieria de NegociosDocumento9 páginasTa 9 Reingenieria de NegociosFrederick Lui Huaman67% (3)
- TA-contrato de Negocios UapDocumento7 páginasTA-contrato de Negocios UapFrederick Lui HuamanAinda não há avaliações
- Admpers Semana 1Documento20 páginasAdmpers Semana 1Frederick Lui HuamanAinda não há avaliações
- Presentación 2Documento14 páginasPresentación 2Claudia AlonsoAinda não há avaliações
- Decodificar CelphoneDocumento5 páginasDecodificar CelphoneYamileth RiosAinda não há avaliações
- Acta CopasstDocumento5 páginasActa CopasstCesar VelasquezAinda não há avaliações
- MD ConjuntosDocumento17 páginasMD ConjuntosSamuel LaraAinda não há avaliações
- El Nuevo Periodismo NacionalDocumento157 páginasEl Nuevo Periodismo NacionalMiguel Aguilar DAinda não há avaliações
- Programa Atencion No EscolarizadaDocumento18 páginasPrograma Atencion No EscolarizadaAngela Albán de ChangAinda não há avaliações
- Mary Jo Hatch Cap 2Documento47 páginasMary Jo Hatch Cap 2hatrickmario0% (1)
- INFORME Cableado Estructurado SENADocumento9 páginasINFORME Cableado Estructurado SENAJeiison CardeenasAinda não há avaliações
- Conceptos Basicos de Globalizacion (1) Unid. IIDocumento10 páginasConceptos Basicos de Globalizacion (1) Unid. IIJuan TorresAinda não há avaliações
- Formación de Lucha Contra Incendios y Humo (Fue)Documento5 páginasFormación de Lucha Contra Incendios y Humo (Fue)lucian danAinda não há avaliações
- Tesis Doctoral para CgpiDocumento245 páginasTesis Doctoral para Cgpikov709324Ainda não há avaliações
- Contrato y ConvenioDocumento4 páginasContrato y ConvenioAna Patricia López GonzálezAinda não há avaliações
- 05 - Sistema Osteomuscular-4 PDFDocumento5 páginas05 - Sistema Osteomuscular-4 PDFJacqueline Lorena Gonzalez DuarteAinda não há avaliações
- Manual BMWSCANNER N4Documento8 páginasManual BMWSCANNER N4VictorCaviaMarañónAinda não há avaliações
- Actividad de Puntos Evaluables - Escenario 6 - SEGUNDO BLOQUE-CIENCIAS BASICAS - ESTADISTICA I - (GRUPO B01)Documento6 páginasActividad de Puntos Evaluables - Escenario 6 - SEGUNDO BLOQUE-CIENCIAS BASICAS - ESTADISTICA I - (GRUPO B01)Esneider Restrepo GiraldoAinda não há avaliações
- ESAM - PTAR MacchiavelliDocumento77 páginasESAM - PTAR MacchiavelliGerardo ReynosoAinda não há avaliações
- Adaptación Del Flyback en Televisores A ColorDocumento7 páginasAdaptación Del Flyback en Televisores A ColorSimon LyonAinda não há avaliações
- Nomencl ATuraDocumento1 páginaNomencl ATuraSebastián UpeguiAinda não há avaliações
- Trastornos FacticiosDocumento3 páginasTrastornos FacticiosGustgzAinda não há avaliações
- Unidad Didáctica-Jugando Con AguaDocumento3 páginasUnidad Didáctica-Jugando Con AguaMely DiazAinda não há avaliações
- Act 8 Cad CamDocumento6 páginasAct 8 Cad CamNelsonAinda não há avaliações
- Crack WinRar v.3.50 Garantizado Por LuismiDocumento2 páginasCrack WinRar v.3.50 Garantizado Por LuismiNacho GarciaAinda não há avaliações
- Ud03 AclienteDocumento15 páginasUd03 AclienteMiriam RbAinda não há avaliações
- Modificacion Reglamento Gestion de Baterías Ácido Plomo UsadasDocumento3 páginasModificacion Reglamento Gestion de Baterías Ácido Plomo UsadasLuis Manuel Batlle AguileraAinda não há avaliações
- 11 GUIA3. Resumen de Movimiento Armonico SimpleDocumento5 páginas11 GUIA3. Resumen de Movimiento Armonico SimpleCristian D. Reyes VillarrealAinda não há avaliações
- Actividad4 - Desarrollosustentable - Oscar Eduardo LopezDocumento6 páginasActividad4 - Desarrollosustentable - Oscar Eduardo LopezOscar Eduardo LopezAinda não há avaliações