Você também pode gostar
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- LL Baby Carrier Corner Drool Pads TutorialDocumento9 páginasLL Baby Carrier Corner Drool Pads TutorialBryan DerryAinda não há avaliações
- Igt - Boot Os List Rev B 10-28-2015Documento5 páginasIgt - Boot Os List Rev B 10-28-2015Hector VillarrealAinda não há avaliações
- Line Sets in Oracle Order ManagementDocumento9 páginasLine Sets in Oracle Order ManagementS S PatelAinda não há avaliações
- Mechanical Design of Shell and Tube Type PDFDocumento4 páginasMechanical Design of Shell and Tube Type PDFSuryaprakashAinda não há avaliações
- A&F Method OfInspectionDocumento26 páginasA&F Method OfInspectionzoomerfins22100% (1)
- Electrical Power System Design For Industrial FacilitiesDocumento29 páginasElectrical Power System Design For Industrial Facilitiesgusgon521292100% (1)
- Research On Ignorance of The Law Excuses No One From ComplianceDocumento12 páginasResearch On Ignorance of The Law Excuses No One From ComplianceAnonymous iOYkz0wAinda não há avaliações
- Introduction To Management: Planning & Goal SettingDocumento31 páginasIntroduction To Management: Planning & Goal SettingMaisarah NorzihanAinda não há avaliações
- Cost Analysis Format-Exhaust DyeingDocumento1 páginaCost Analysis Format-Exhaust DyeingRezaul Karim TutulAinda não há avaliações
- Interview Tips 1Documento19 páginasInterview Tips 1mdsd57% (7)
- 2G Networks - A Brief History of Second Generation Cellular TechnologyDocumento2 páginas2G Networks - A Brief History of Second Generation Cellular TechnologyRockyrocks RockyAinda não há avaliações
- LteDocumento1 páginaLteRockyrocks RockyAinda não há avaliações
- AnatomyDocumento2 páginasAnatomyRockyrocks RockyAinda não há avaliações
- 3G Wireless Technology ExplainedDocumento2 páginas3G Wireless Technology ExplainedRockyrocks RockyAinda não há avaliações
- Cs EnggDocumento27 páginasCs EnggRockyrocks RockyAinda não há avaliações
- AsceDocumento15 páginasAsceRockyrocks RockyAinda não há avaliações
- ArchDocumento5 páginasArchRockyrocks RockyAinda não há avaliações
- Arch DrawingDocumento12 páginasArch DrawingRockyrocks RockyAinda não há avaliações
- Civil EnggDocumento6 páginasCivil EnggRockyrocks RockyAinda não há avaliações
- BSNLDocumento6 páginasBSNLRockyrocks RockyAinda não há avaliações
- Asce LibDocumento5 páginasAsce LibRockyrocks RockyAinda não há avaliações
- Asce LibDocumento5 páginasAsce LibRockyrocks RockyAinda não há avaliações
- Basic Electrical EngDocumento6 páginasBasic Electrical EngRockyrocks RockyAinda não há avaliações
- EDC Music Festival GuideDocumento16 páginasEDC Music Festival GuideRockyrocks RockyAinda não há avaliações
- Signal SystemssDocumento8 páginasSignal SystemssRockyrocks RockyAinda não há avaliações
- Signal SystemssDocumento8 páginasSignal SystemssRockyrocks RockyAinda não há avaliações
- ControlDocumento50 páginasControlRockyrocks RockyAinda não há avaliações
- Signal SystemssDocumento8 páginasSignal SystemssRockyrocks RockyAinda não há avaliações
- Network SysDocumento10 páginasNetwork SysRockyrocks RockyAinda não há avaliações
- EDC Music Festival GuideDocumento16 páginasEDC Music Festival GuideRockyrocks RockyAinda não há avaliações
- EDC Music Festival GuideDocumento16 páginasEDC Music Festival GuideRockyrocks RockyAinda não há avaliações
- ControlDocumento50 páginasControlRockyrocks RockyAinda não há avaliações
- AteDocumento3 páginasAteRockyrocks RockyAinda não há avaliações
- EdcDocumento9 páginasEdcRockyrocks RockyAinda não há avaliações
- Analog ElectDocumento4 páginasAnalog ElectRockyrocks RockyAinda não há avaliações
- NetworksDocumento2 páginasNetworksRockyrocks RockyAinda não há avaliações
- AnalogDocumento4 páginasAnalogRockyrocks RockyAinda não há avaliações
- New Text DocumentDocumento3 páginasNew Text DocumentRockyrocks RockyAinda não há avaliações
- Digital ElectronicsDocumento13 páginasDigital ElectronicsRockyrocks RockyAinda não há avaliações
- SignalDocumento8 páginasSignalRockyrocks RockyAinda não há avaliações
- Green Ecobuses Run On This Route.: BusesDocumento6 páginasGreen Ecobuses Run On This Route.: BusesLuis DíazAinda não há avaliações
- The Problem and Its SettingDocumento36 páginasThe Problem and Its SettingRodel CamposoAinda não há avaliações
- Indian Banking SystemDocumento10 páginasIndian Banking SystemSony ChandranAinda não há avaliações
- Project Defence: Assessment of Fire Safety Preparedness of Technical UniversitiesDocumento10 páginasProject Defence: Assessment of Fire Safety Preparedness of Technical UniversitiesNii BoyeAinda não há avaliações
- Py Py y Py Y: The Second-Order Taylor Approximation GivesDocumento4 páginasPy Py y Py Y: The Second-Order Taylor Approximation GivesBeka GurgenidzeAinda não há avaliações
- PartlowControllerCatalog PDFDocumento98 páginasPartlowControllerCatalog PDFvinh nguyen theAinda não há avaliações
- 0 - Theories of MotivationDocumento5 páginas0 - Theories of Motivationswathi krishnaAinda não há avaliações
- Circuit Project Electronic: Simple Pulse Generator by IC 555 TimerDocumento1 páginaCircuit Project Electronic: Simple Pulse Generator by IC 555 TimerM Usman RiazAinda não há avaliações
- CPWD Contractor Enlistment Rules 2005 SummaryDocumento71 páginasCPWD Contractor Enlistment Rules 2005 Summaryvikky717Ainda não há avaliações
- Affidavit To Use Surname of The Father - MarquezDocumento2 páginasAffidavit To Use Surname of The Father - MarquezReyjohn LodiasAinda não há avaliações
- Marking SchemeDocumento8 páginasMarking Schememohamed sajithAinda não há avaliações
- S-S-, AXXX XXX 008 (BIA Sept. 15, 2017)Documento7 páginasS-S-, AXXX XXX 008 (BIA Sept. 15, 2017)Immigrant & Refugee Appellate Center, LLCAinda não há avaliações
- Feb 21Documento8 páginasFeb 21thestudentageAinda não há avaliações
- Patient Safety IngDocumento6 páginasPatient Safety IngUlfani DewiAinda não há avaliações
- JDC Merchanndising ActivityDocumento6 páginasJDC Merchanndising ActivityShaira Sahibad100% (1)
- ReportDocumento4 páginasReportapi-463513182Ainda não há avaliações
- Pabahay Bonanza: Philippine National Bank As of September 30, 2009Documento80 páginasPabahay Bonanza: Philippine National Bank As of September 30, 2009ramonlucas700Ainda não há avaliações
- Newspaper CritiqueDocumento4 páginasNewspaper CritiquebojoiAinda não há avaliações
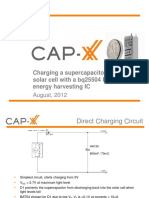
- 1208 CAP XX Charging A Supercapacitor From A Solar Cell PDFDocumento12 páginas1208 CAP XX Charging A Supercapacitor From A Solar Cell PDFmehralsmenschAinda não há avaliações
- Community Mobilizer (Couple)Documento4 páginasCommunity Mobilizer (Couple)Mohammad Asif AbediAinda não há avaliações