Você também pode gostar
- ISO 9606 Revised 4 SeptDocumento34 páginasISO 9606 Revised 4 Septaravindan100% (5)
- ASME Sec IXDocumento46 páginasASME Sec IXShyam Singh100% (2)
- Procedure For Qualification of Welders or Welding OperatorsDocumento1 páginaProcedure For Qualification of Welders or Welding OperatorsSatish KeskarAinda não há avaliações
- A Comparison of ISO 15614 Part 1 and ASME IXDocumento3 páginasA Comparison of ISO 15614 Part 1 and ASME IXsusanwebAinda não há avaliações
- Filler Materials TestingDocumento34 páginasFiller Materials TestingSunilAinda não há avaliações
- Iso 3834Documento2 páginasIso 3834Jaay Vel0% (1)
- EWF QualificationDocumento42 páginasEWF Qualificationromanosky11Ainda não há avaliações
- Iso 3834-2Documento2 páginasIso 3834-2NEWES2014Ainda não há avaliações
- WPS, PQR As Per 15614 Railway WeldsDocumento71 páginasWPS, PQR As Per 15614 Railway Weldsaravindan100% (1)
- BS en 15085 - 2quality Requirements For ManufcturersDocumento48 páginasBS en 15085 - 2quality Requirements For ManufcturersSubramanian R0% (1)
- ISO - TR - 15608 - Welding Guide Line PDFDocumento10 páginasISO - TR - 15608 - Welding Guide Line PDFDacher DanielAinda não há avaliações
- Audit Check list-PEDDocumento9 páginasAudit Check list-PEDABHISHEK DOLLEAinda não há avaliações
- en 15608 Euro Matls GroupingDocumento12 páginasen 15608 Euro Matls GroupingCarlos Nombela Palacios100% (2)
- Multi Process Welding Procedures QW200.4 (ASME IX)Documento1 páginaMulti Process Welding Procedures QW200.4 (ASME IX)HoangAinda não há avaliações
- ASME Sec IXDocumento5 páginasASME Sec IXkirubha_karan2000Ainda não há avaliações
- Quality Requirements - Fusion Welding of Metalic MaterialDocumento8 páginasQuality Requirements - Fusion Welding of Metalic MaterialStatus whatsapp status100% (2)
- Iso 3834 GuidelinesDocumento3 páginasIso 3834 Guidelinesshabashakkim0% (1)
- Certification To Iso 3834 For Fabrication IndustryDocumento9 páginasCertification To Iso 3834 For Fabrication IndustryvilukAinda não há avaliações
- EN 15085 Part 5 - GaneshDocumento36 páginasEN 15085 Part 5 - GaneshNiranjan Rajavel TigerAinda não há avaliações
- WPS SumDocumento61 páginasWPS SumA. ΒρατσισταAinda não há avaliações
- Iso 3834-5 2005Documento14 páginasIso 3834-5 2005HARISH KUMAR B MEKINSAinda não há avaliações
- PED 2014-68-EU Guidelines EN PDFDocumento218 páginasPED 2014-68-EU Guidelines EN PDFMali MedoAinda não há avaliações
- ASME IX Interpretation-Part7Documento37 páginasASME IX Interpretation-Part7kevin herryAinda não há avaliações
- Procedure For WPSDocumento7 páginasProcedure For WPSSatish KeskarAinda não há avaliações
- ISO 3834-2 Compliance Check ListDocumento1 páginaISO 3834-2 Compliance Check ListMichael Tayactac100% (1)
- WeldingFabricatorCertificationScheme ISO3834Documento11 páginasWeldingFabricatorCertificationScheme ISO3834Weld Bro Sandeep100% (1)
- Model WopqDocumento2 páginasModel WopqAnilkumarGopinathanNairAinda não há avaliações
- WP-8.5.1-02 Role of RWCDocumento3 páginasWP-8.5.1-02 Role of RWCNitin SharmaAinda não há avaliações
- EN ISO 3834-2 (2021) (E) CodifiedDocumento8 páginasEN ISO 3834-2 (2021) (E) CodifiedJózsef Hegedűs100% (1)
- KGP-Flamme Cutting Proce For BEI PDFDocumento4 páginasKGP-Flamme Cutting Proce For BEI PDFoomoomAinda não há avaliações
- WPQ Process As Per ISO-9606-1 2013Documento4 páginasWPQ Process As Per ISO-9606-1 2013Md Anamul Hoque0% (1)
- Tasks and Responsibilities of RWCDocumento1 páginaTasks and Responsibilities of RWCKDT100% (1)
- WPS Format For ISO 15614-1 WPSDocumento1 páginaWPS Format For ISO 15614-1 WPSThe Welding Inspections CommunityAinda não há avaliações
- ISO 3834 Part-1 To 4Documento10 páginasISO 3834 Part-1 To 40502raviAinda não há avaliações
- WPS ISO 15614-1 WeldNote MetricDocumento1 páginaWPS ISO 15614-1 WeldNote MetricVirgil SorcaruAinda não há avaliações
- ISO 3834-2 Compliance Check List PDFDocumento1 páginaISO 3834-2 Compliance Check List PDFMichael TayactacAinda não há avaliações
- CE Marking GuideDocumento26 páginasCE Marking GuideshaggerukAinda não há avaliações
- Welding Coordination Activities and Responsibilities To ISO 14731 Task Allocation ListDocumento7 páginasWelding Coordination Activities and Responsibilities To ISO 14731 Task Allocation ListeliiiiiiAinda não há avaliações
- SAFed TC 4 Welding Procedure and Welder Approval Testing 21 Mar 2019 PDFDocumento24 páginasSAFed TC 4 Welding Procedure and Welder Approval Testing 21 Mar 2019 PDFFirdaus NasirAinda não há avaliações
- Certified International Welding Engineer PDFDocumento2 páginasCertified International Welding Engineer PDFSridharan ChandranAinda não há avaliações
- Iso 15614-13Documento24 páginasIso 15614-13Marija IvanovskaAinda não há avaliações
- IIW IWE Syllabus PDFDocumento27 páginasIIW IWE Syllabus PDFசுரேஷ் பாலமுருகன்100% (1)
- Wps FormatDocumento12 páginasWps FormatGohilakrishnan ThiagarajanAinda não há avaliações
- ISO 3834 IntroDocumento84 páginasISO 3834 IntroUjjawal AgrawalAinda não há avaliações
- Iso 12953 5 2020Documento36 páginasIso 12953 5 2020Jim Frenken100% (1)
- Welding Procedures and Welders QualificationDocumento41 páginasWelding Procedures and Welders QualificationHamid MansouriAinda não há avaliações
- Assessment Procedure Welding Report FormDocumento23 páginasAssessment Procedure Welding Report Formssierro100% (1)
- En Iso 3834-4 - 2021 - enDocumento8 páginasEn Iso 3834-4 - 2021 - endavideangeliAinda não há avaliações
- Asme IxDocumento132 páginasAsme IxAhmed Shaban Kotb100% (1)
- Need of ISO 3834 To Welding Fabrication IndustryDocumento4 páginasNeed of ISO 3834 To Welding Fabrication IndustrySatish Keskar100% (1)
- Guidance To Prepare Wps PQR For WeldingDocumento1 páginaGuidance To Prepare Wps PQR For WeldingHamid MansouriAinda não há avaliações
- WPS & PQR - 2021Documento82 páginasWPS & PQR - 2021Subramanian RAinda não há avaliações
- EFR-190719-PQR-01 - Shell Vertical-Horizontal PDFDocumento11 páginasEFR-190719-PQR-01 - Shell Vertical-Horizontal PDFIonut FloricaAinda não há avaliações
- Industrial radiography A Complete Guide - 2019 EditionNo EverandIndustrial radiography A Complete Guide - 2019 EditionAinda não há avaliações
- Butt JointsDocumento21 páginasButt JointsRaj1-23Ainda não há avaliações
- ASME SEC IX - Welding Procedure and PerfDocumento44 páginasASME SEC IX - Welding Procedure and Perfstefanie_1980100% (2)
- Welding Qualification SeminarDocumento66 páginasWelding Qualification SeminarsoparlAinda não há avaliações
- Asme Sec 9 AnanthanDocumento58 páginasAsme Sec 9 AnanthanShishir Kumar SatapathyAinda não há avaliações
- WPSDocumento42 páginasWPSjoehodoh100% (1)
- Asme Sec 9 PDFDocumento144 páginasAsme Sec 9 PDFसंजय घिल्डियालAinda não há avaliações
- Heat Exchangers - Shell & TubeDocumento38 páginasHeat Exchangers - Shell & TubeTurbo Snail RAinda não há avaliações
- Astm E353Documento33 páginasAstm E353Naufal Ghifari Rahmat88% (8)
- PTS 11.32.01 CP System For Onshore Buried and Shore Approach PipelineDocumento43 páginasPTS 11.32.01 CP System For Onshore Buried and Shore Approach PipelineMohd Aizzuddin Md JanisAinda não há avaliações
- Offshore Riser Splash Zone Protection CoatingDocumento46 páginasOffshore Riser Splash Zone Protection CoatingMohamad PizulAinda não há avaliações
- 11.15.03 - Design and Construction of Reinforced Concrete Foundations and StructuresDocumento23 páginas11.15.03 - Design and Construction of Reinforced Concrete Foundations and Structuresawie1982100% (2)
- Pickling and Passivation Procedure A380Documento3 páginasPickling and Passivation Procedure A380Suyog Gawande100% (3)
- Peta MindaDocumento27 páginasPeta MindaTurbo Snail RAinda não há avaliações
- PTS 31.38.01.15a - Piping Classes - Exploration and Production PDFDocumento43 páginasPTS 31.38.01.15a - Piping Classes - Exploration and Production PDFNguyễn Văn Tây91% (11)
- HIT-HY 200 RV3 Injection Mortar: Technical DatasheetDocumento31 páginasHIT-HY 200 RV3 Injection Mortar: Technical DatasheetTurbo Snail RAinda não há avaliações
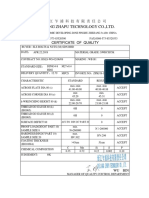
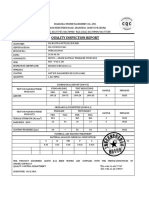
- Zhejiang Zhapu Technology Co.,LtdDocumento1 páginaZhejiang Zhapu Technology Co.,LtdTurbo Snail RAinda não há avaliações
- Stud M27 HT HDG 200528Documento1 páginaStud M27 HT HDG 200528Turbo Snail RAinda não há avaliações
- ITP Blasting Painting.Documento2 páginasITP Blasting Painting.mohd as shahiddin jafri100% (4)
- Aramco Welding Inspector InterviewDocumento18 páginasAramco Welding Inspector InterviewTurbo Snail R100% (5)
- Aramco Welding Inspector InterviewDocumento18 páginasAramco Welding Inspector InterviewTurbo Snail R100% (5)
- CHAPTER 0 IntroductionDocumento18 páginasCHAPTER 0 IntroductionTurbo Snail RAinda não há avaliações
- RT Dwsi RT03 0Documento2 páginasRT Dwsi RT03 0Turbo Snail RAinda não há avaliações
- WI NotesDocumento7 páginasWI NotesPand AemonaEonAinda não há avaliações
- Axiagearup CatalogueDocumento10 páginasAxiagearup CatalogueTurbo Snail RAinda não há avaliações
- CSWIP Welding Inspection Notes and QuestionsDocumento133 páginasCSWIP Welding Inspection Notes and Questionslram70100% (20)
- What Mean Make A Good Welding InspectorDocumento4 páginasWhat Mean Make A Good Welding InspectorTurbo Snail RAinda não há avaliações
- Ssb/Sspc-Tlo SFJT-E Structural InstallationDocumento4 páginasSsb/Sspc-Tlo SFJT-E Structural InstallationTurbo Snail RAinda não há avaliações
- MT Wet MT03 0Documento2 páginasMT Wet MT03 0Turbo Snail RAinda não há avaliações
- MT Dry MT04 0Documento2 páginasMT Dry MT04 0Turbo Snail RAinda não há avaliações
- Ssb/Sspc-Tlo SFJT-E Structural InstallationDocumento3 páginasSsb/Sspc-Tlo SFJT-E Structural InstallationTurbo Snail RAinda não há avaliações
- Ssb/Sspc-Tlo SFJT-E Structural InstallationDocumento4 páginasSsb/Sspc-Tlo SFJT-E Structural InstallationTurbo Snail RAinda não há avaliações
- Ssb/Sspc-Tlo SFJT-E Structural InstallationDocumento7 páginasSsb/Sspc-Tlo SFJT-E Structural InstallationTurbo Snail RAinda não há avaliações
- Ssb/Sspc-Tlo SFJT-E Structural InstallationDocumento6 páginasSsb/Sspc-Tlo SFJT-E Structural InstallationTurbo Snail RAinda não há avaliações
- Ssb/Sspc-Tlo SFJT-E Structural InstallationDocumento3 páginasSsb/Sspc-Tlo SFJT-E Structural InstallationTurbo Snail RAinda não há avaliações
- Ssb/Sspc-Tlo SFJT-E Structural InstallationDocumento3 páginasSsb/Sspc-Tlo SFJT-E Structural InstallationTurbo Snail RAinda não há avaliações
- Ssb/Sspc-Tlo SFJT-E Structural InstallationDocumento4 páginasSsb/Sspc-Tlo SFJT-E Structural InstallationTurbo Snail RAinda não há avaliações
- TCC Midc Company ListDocumento4 páginasTCC Midc Company ListAbhishek SinghAinda não há avaliações
- Principles of StainingDocumento22 páginasPrinciples of StainingWilbert Antonino Cabanban100% (1)
- CLS Aipmt 19 20 XII Che Study Package 6 Level 2 Chapter 15Documento14 páginasCLS Aipmt 19 20 XII Che Study Package 6 Level 2 Chapter 15Himanshu ChhikaraAinda não há avaliações
- Fluoride Contamination in Groundwater in Some Villages of Banda District, Uttar Pradesh, IndiaDocumento4 páginasFluoride Contamination in Groundwater in Some Villages of Banda District, Uttar Pradesh, IndiaIJIRSTAinda não há avaliações
- Alccocoat (GP) - White BaseDocumento2 páginasAlccocoat (GP) - White BaseSiddhesh Kamat MhamaiAinda não há avaliações
- Chlorination of Natural Waters: Hocl CL H 0 H CLDocumento5 páginasChlorination of Natural Waters: Hocl CL H 0 H CLmuratAinda não há avaliações
- The Materials Analyst, Part 23 - Stress Cracking - How To Avoid This KillDocumento4 páginasThe Materials Analyst, Part 23 - Stress Cracking - How To Avoid This KillRay FaiersAinda não há avaliações
- 13 - Drugs With Pungent-Tasting PrinciplesDocumento13 páginas13 - Drugs With Pungent-Tasting PrinciplesAmmy Joana Gallegos GarcíaAinda não há avaliações
- Symble, Formula & ValencyDocumento16 páginasSymble, Formula & Valencykawsar2250% (4)
- Arrhenius Theory: Acids & BasesDocumento9 páginasArrhenius Theory: Acids & BasesMarco Delos SantosAinda não há avaliações
- Oil and Gas WyomingDocumento4 páginasOil and Gas WyomingJohnPaulRomeroAinda não há avaliações
- Factors Affecting The Ethanol Productivity of Yeast in MolassesDocumento4 páginasFactors Affecting The Ethanol Productivity of Yeast in Molassesakash sawarkarAinda não há avaliações
- Ionic EquilibriumDocumento22 páginasIonic EquilibriumbeherasubhammikunAinda não há avaliações
- Chapter 13.1 QuestionsDocumento6 páginasChapter 13.1 QuestionsLeena BhaiAinda não há avaliações
- 2.2 Boilers - Revised (Table Format)Documento11 páginas2.2 Boilers - Revised (Table Format)Gajanan JagtapAinda não há avaliações
- Super Coolant AF-NAC - 50522Documento6 páginasSuper Coolant AF-NAC - 50522Noviandra Sallasa0% (1)
- Silco Af 889 PDFDocumento1 páginaSilco Af 889 PDFmarcela walterosAinda não há avaliações
- Cambridge IGCSE: CHEMISTRY 0620/42Documento12 páginasCambridge IGCSE: CHEMISTRY 0620/42Manya PunjabiAinda não há avaliações
- POLYMER and GeotextileDocumento6 páginasPOLYMER and GeotextileRCBacayAinda não há avaliações
- Biotechnologya Todos Los HODocumento27 páginasBiotechnologya Todos Los HOHanan AmarkiAinda não há avaliações
- ChemistryDocumento26 páginasChemistryRaag JivaniAinda não há avaliações
- Ullmann's Enc. of Industrial ChemistryDocumento72 páginasUllmann's Enc. of Industrial ChemistrySlim Toumi50% (2)
- Lecithins and Phospholipids: A Simple Guide To Use and SelectionDocumento11 páginasLecithins and Phospholipids: A Simple Guide To Use and SelectionUmesh KumarAinda não há avaliações
- 1 Determination of Silica (Sio) : A. For Un-Fused Materials (Limestone, Raw Meal, Kiln Feed, Silica Sand, Gypsum, Clay, Iron Ore Etc.)Documento6 páginas1 Determination of Silica (Sio) : A. For Un-Fused Materials (Limestone, Raw Meal, Kiln Feed, Silica Sand, Gypsum, Clay, Iron Ore Etc.)supendra phuyal100% (1)
- Pds-Purac HS 88 (0406)Documento2 páginasPds-Purac HS 88 (0406)edwardsrachitAinda não há avaliações
- IddDocumento15 páginasIddslidesputnikAinda não há avaliações
- 5.1 Synthesis of A Haloalkane Risk AssessmentDocumento4 páginas5.1 Synthesis of A Haloalkane Risk AssessmentAdiAinda não há avaliações
- Vc649a - Aerowhip - Foam Stabilizers in Non-Dairy and Vegetable ToppingsDocumento2 páginasVc649a - Aerowhip - Foam Stabilizers in Non-Dairy and Vegetable ToppingspedrazasAinda não há avaliações
- Carbon CompoundsDocumento22 páginasCarbon CompoundsJaechel Vhien TatuAinda não há avaliações
- 661 - Spec. & MSDS-1024Documento11 páginas661 - Spec. & MSDS-1024F121728929Ainda não há avaliações