Você também pode gostar
- Alternatives To Hard Chromium Plating On Piston RodsDocumento59 páginasAlternatives To Hard Chromium Plating On Piston Rodsserkan_apayAinda não há avaliações
- Physical Metullurgy PDFDocumento19 páginasPhysical Metullurgy PDFrahul12000Ainda não há avaliações
- Physical Metullurgy PDFDocumento19 páginasPhysical Metullurgy PDFrahul12000Ainda não há avaliações
- The Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNo EverandThe Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelNota: 5 de 5 estrelas5/5 (4)
- Gear Manufacturing Process With QuestionsDocumento60 páginasGear Manufacturing Process With QuestionsUjwala Sonawane100% (1)
- Thermit WeldingDocumento52 páginasThermit WeldingAssistant Engineer100% (1)
- Material WeldingDocumento1 páginaMaterial WeldingDebashish ChatterjeeAinda não há avaliações
- 2 Unit 2 - Brazing, Soldering and Adhesive BondingDocumento13 páginas2 Unit 2 - Brazing, Soldering and Adhesive BondingAditya KumarAinda não há avaliações
- Patterns of Reactivity: Metals and The AirDocumento26 páginasPatterns of Reactivity: Metals and The AirSindhu SanthoshAinda não há avaliações
- Carbon Nanotubes - Properties, Synthesis, Purification, and Medical ApplicationsDocumento16 páginasCarbon Nanotubes - Properties, Synthesis, Purification, and Medical Applicationsrahul12000Ainda não há avaliações
- Salt Contamination Check ISO 8502-6Documento2 páginasSalt Contamination Check ISO 8502-6Danar Tri Yurindatama0% (1)
- CURRENT DEVELOPMENT OF SLAG VALORISATION IN ChinaDocumento13 páginasCURRENT DEVELOPMENT OF SLAG VALORISATION IN ChinaHung LeAinda não há avaliações
- Es124 01Documento90 páginasEs124 01Michael CovillAinda não há avaliações
- The Basic Oxygen SteelmakingDocumento15 páginasThe Basic Oxygen SteelmakingM. Didik Suryadi100% (1)
- Gas Holders Risk AssessmentDocumento48 páginasGas Holders Risk AssessmentRonak MotaAinda não há avaliações
- IIW World OverrviewDocumento4 páginasIIW World OverrviewAnonymous hBBam1nAinda não há avaliações
- HTTP WWW - Wermac.org Fittings Buttweld Fittings Part5Documento4 páginasHTTP WWW - Wermac.org Fittings Buttweld Fittings Part5prabu prasad100% (1)
- The Mechanical and Physical Properties of the British Standard En Steels (B.S. 970 - 1955): En 1 to En 20No EverandThe Mechanical and Physical Properties of the British Standard En Steels (B.S. 970 - 1955): En 1 to En 20Ainda não há avaliações
- The Basic Oxygen Steelmaking (BOS) ProcessDocumento7 páginasThe Basic Oxygen Steelmaking (BOS) Processaecsuresh35Ainda não há avaliações
- BOF OperationDocumento24 páginasBOF OperationMhd. Didi Endah PranataAinda não há avaliações
- Overview of Iron/Steel Slag Application and Development of New Utilization TechnologiesDocumento7 páginasOverview of Iron/Steel Slag Application and Development of New Utilization TechnologiesNeeraj ChaubeyAinda não há avaliações
- Nippon Steel 7 Pags 104-20Documento7 páginasNippon Steel 7 Pags 104-20EgidioAinda não há avaliações
- Development and Industrial Validation of A New Lime-Based Slag Conditioner in The BOF Process at DillingerDocumento10 páginasDevelopment and Industrial Validation of A New Lime-Based Slag Conditioner in The BOF Process at DillingerJJAinda não há avaliações
- 2.C.1 Iron and Steel Production 2019 PDFDocumento55 páginas2.C.1 Iron and Steel Production 2019 PDFOmkar ShindeAinda não há avaliações
- Dephospohorisation 2018Documento42 páginasDephospohorisation 2018Abhinandan ChatterjeeAinda não há avaliações
- Slide 1Documento44 páginasSlide 1imtinanAinda não há avaliações
- 129 CS 129-SMS1-Return SteelDocumento24 páginas129 CS 129-SMS1-Return SteelVivekanand DathivalasaAinda não há avaliações
- Boron Steels: Thomas G. Digges Thermal Metallurgy Section, National Bureau of StandardsDocumento10 páginasBoron Steels: Thomas G. Digges Thermal Metallurgy Section, National Bureau of Standardsmini p shendeAinda não há avaliações
- Materials: Comparing Properties of Concrete Containing Electric Arc Furnace Slag and Granulated Blast Furnace SlagDocumento11 páginasMaterials: Comparing Properties of Concrete Containing Electric Arc Furnace Slag and Granulated Blast Furnace SlagKlaus HenriqueAinda não há avaliações
- 03 - MetE 414-Steelmaking 2 - Fall 2023Documento45 páginas03 - MetE 414-Steelmaking 2 - Fall 2023egesenturk2000Ainda não há avaliações
- 05-10-2021 - Primary Steelmaking 1 - SlidesDocumento8 páginas05-10-2021 - Primary Steelmaking 1 - Slidesmanish pandeAinda não há avaliações
- 10.1007@s40831 019 00219 9Documento19 páginas10.1007@s40831 019 00219 9Moya LayaAinda não há avaliações
- Manufacturing Process For TMTDocumento6 páginasManufacturing Process For TMTKratagya SinghalAinda não há avaliações
- BOF Slag: Turning Waste Into ValueDocumento12 páginasBOF Slag: Turning Waste Into ValueJJAinda não há avaliações
- Chapter-2. Steel Making ProcessDocumento4 páginasChapter-2. Steel Making ProcessAnkur TanejaAinda não há avaliações
- Developing A Low Carbon Circular Economy For SteelDocumento2 páginasDeveloping A Low Carbon Circular Economy For Steelxopor35982Ainda não há avaliações
- Removal of Phosphorous From Steel Produced by Melting Sponge Iron in Induction FurnaceDocumento5 páginasRemoval of Phosphorous From Steel Produced by Melting Sponge Iron in Induction Furnaceakshuk0% (1)
- PSB-59 Clarification and Discussion: October 24, 2017Documento4 páginasPSB-59 Clarification and Discussion: October 24, 2017jycortesAinda não há avaliações
- Basic Oxigen Furnace B.ingggrisDocumento13 páginasBasic Oxigen Furnace B.ingggrisAgus IndrAAinda não há avaliações
- Cement & Concrete Composites: Essia Belhadj, Cécile Diliberto, André LecomteDocumento7 páginasCement & Concrete Composites: Essia Belhadj, Cécile Diliberto, André LecomteDao Phuc LamAinda não há avaliações
- Iron Steel ETSADocumento6 páginasIron Steel ETSAVarun RajAinda não há avaliações
- Effect of Usage of Sinter in BOF Steelmaking As A Replacement To Iron Ore As Coolant For Thermal BalanceDocumento11 páginasEffect of Usage of Sinter in BOF Steelmaking As A Replacement To Iron Ore As Coolant For Thermal BalancesomnathAinda não há avaliações
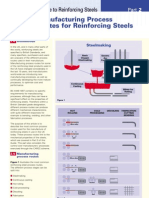
- Manufacturing Process Routes For Reinforcing Steels: CaresDocumento6 páginasManufacturing Process Routes For Reinforcing Steels: CaresMustafaAinda não há avaliações
- NSTR101-13 - Tech - Review-2-2-Change and Development of Steelmaking TechnologyDocumento6 páginasNSTR101-13 - Tech - Review-2-2-Change and Development of Steelmaking TechnologyAgustine SetiawanAinda não há avaliações
- Heat Treating of Boron SteelsDocumento9 páginasHeat Treating of Boron Steelskim983124Ainda não há avaliações
- Report - Bikramdev Padhi - PGCSL 2 - BRO TS 19044Documento10 páginasReport - Bikramdev Padhi - PGCSL 2 - BRO TS 19044BikramdevPadhiAinda não há avaliações
- Steelmaking Slag Beneficiation by Magnetic Separator and Impacts On Sinter QualityDocumento14 páginasSteelmaking Slag Beneficiation by Magnetic Separator and Impacts On Sinter Qualitynazanin timasiAinda não há avaliações
- Resources, Conservation & Recycling: ReviewDocumento17 páginasResources, Conservation & Recycling: ReviewKatia UrearAinda não há avaliações
- Basic Oxygen Steelmaking Converter LivesDocumento16 páginasBasic Oxygen Steelmaking Converter LivesBagas Prasetyawan Adi NugrohoAinda não há avaliações
- Bhilai Steel Plant DS - 4 (Documento21 páginasBhilai Steel Plant DS - 4 (Amit BeheraAinda não há avaliações
- Iron Making in Mini Blast Furnace MBFDocumento4 páginasIron Making in Mini Blast Furnace MBFMaheswar SethiAinda não há avaliações
- The Basic Oxygen SteelmakingDocumento13 páginasThe Basic Oxygen SteelmakingEhsanulhaq786Ainda não há avaliações
- Basic Oxygen SteelmakingDocumento11 páginasBasic Oxygen SteelmakingRahul Pandey100% (1)
- 1.4 Steelmaking Process: Figure 1.4: Crude Steel Production MethodsDocumento18 páginas1.4 Steelmaking Process: Figure 1.4: Crude Steel Production MethodsjessicaAinda não há avaliações
- Chapter 5 - SteelmakingDocumento62 páginasChapter 5 - SteelmakingGRAHAM KUNDAI DENGEZAAinda não há avaliações
- Midrex - Nitrogen ControlDocumento22 páginasMidrex - Nitrogen ControlAnca ElenaAinda não há avaliações
- Technology Road Map For Indian Steel Industry: 23 March 20123Documento20 páginasTechnology Road Map For Indian Steel Industry: 23 March 20123kalaiAinda não há avaliações
- Steel Research International - 2019 - SharmaDocumento28 páginasSteel Research International - 2019 - Sharmakaren Daniela chaparro perezAinda não há avaliações
- Comparison of Cupola Furnace and BLDocumento9 páginasComparison of Cupola Furnace and BLst5154706Ainda não há avaliações
- Training Report On Bokaro Steel Plant - Common Electrical DoubtsDocumento46 páginasTraining Report On Bokaro Steel Plant - Common Electrical DoubtsSanjay kumarAinda não há avaliações
- Basics of Iron and Steel MakingDocumento4 páginasBasics of Iron and Steel MakingsanbajajAinda não há avaliações
- 3-0 BOF SteelmakingDocumento7 páginas3-0 BOF SteelmakingTamal Tanu RoyAinda não há avaliações
- 13 Boron Qty and Welding WEL1003Documento5 páginas13 Boron Qty and Welding WEL1003vodugu123Ainda não há avaliações
- BAR1 15 Guidance Note BoronDocumento2 páginasBAR1 15 Guidance Note BoronAravind AravindAinda não há avaliações
- Solid Wastes Generation in Steel Industry and Their Recycling PotentialDocumento15 páginasSolid Wastes Generation in Steel Industry and Their Recycling PotentialAtika syafawiAinda não há avaliações
- Iron SteelDocumento17 páginasIron Steeljoy.tuscano6497Ainda não há avaliações
- SRMB SteelDocumento31 páginasSRMB SteelAmol Ujawane100% (1)
- Alkaline Carbonates in The Blast Furnace ProcessDocumento4 páginasAlkaline Carbonates in The Blast Furnace ProcessSoloChicas VentasVallenarAinda não há avaliações
- 169 20512 160 PDFDocumento10 páginas169 20512 160 PDFJJAinda não há avaliações
- A Comparative Study of Mild Steel Passivation Embedded in Belite-Ye'Elimite-Ferrite and Porland Cement MortarsDocumento12 páginasA Comparative Study of Mild Steel Passivation Embedded in Belite-Ye'Elimite-Ferrite and Porland Cement MortarsGJ LiuAinda não há avaliações
- Mechanism of Red ScaleDocumento7 páginasMechanism of Red ScaleMochamad Kamal IhsanAinda não há avaliações
- Copper Alloys in Ingot and Other Remelt Forms: Standard Specification ForDocumento14 páginasCopper Alloys in Ingot and Other Remelt Forms: Standard Specification Foranurag yadavAinda não há avaliações
- Breakthrough Pathways To Decarbonize The Steel Sector 1676093321Documento7 páginasBreakthrough Pathways To Decarbonize The Steel Sector 1676093321keshoooAinda não há avaliações
- Petroleum Refinery EngineeringDocumento3 páginasPetroleum Refinery Engineeringrahul12000Ainda não há avaliações
- 8.64 Viscometers-Industrial: C. H. Kim B. G. Lipták J. E. JamisonDocumento21 páginas8.64 Viscometers-Industrial: C. H. Kim B. G. Lipták J. E. Jamisonrahul12000Ainda não há avaliações
- Percent Ionic CharacterDocumento1 páginaPercent Ionic Characterrahul120000% (1)
- Heat Treatment: Heat Treatment of Carbon Steels and Carbon Alloy SteelsDocumento4 páginasHeat Treatment: Heat Treatment of Carbon Steels and Carbon Alloy Steelsrahul12000Ainda não há avaliações
- Heating CoolingDocumento8 páginasHeating Coolingrahul12000Ainda não há avaliações
- Chemical Routes in The Synthesis of Nanomaterials Using The Sol-Gel ProcessDocumento9 páginasChemical Routes in The Synthesis of Nanomaterials Using The Sol-Gel Processrahul12000Ainda não há avaliações
- 188 Module 1 Chapter 1Documento29 páginas188 Module 1 Chapter 1rahul12000Ainda não há avaliações
- Process Control and InstrumentationDocumento1 páginaProcess Control and Instrumentationrahul12000Ainda não há avaliações
- Activity Series Lab (Akey)Documento4 páginasActivity Series Lab (Akey)Elah Palaganas100% (1)
- Company Profile Jai Baba Steel PVT LTDDocumento14 páginasCompany Profile Jai Baba Steel PVT LTDShubham AgrawalAinda não há avaliações
- High Efficiency Fine CrusherDocumento15 páginasHigh Efficiency Fine CrusherkerontrotzAinda não há avaliações
- CEN ISO TR 17844 (2004) (E) CodifiedDocumento7 páginasCEN ISO TR 17844 (2004) (E) CodifiedOerroc Oohay0% (1)
- Rebar Estimation Cover Sheet: Hampstead Heath Apartments Project NoDocumento46 páginasRebar Estimation Cover Sheet: Hampstead Heath Apartments Project NoJoshua ColladoAinda não há avaliações
- Lecture 1-4 Non Traditional Machining ProcessesDocumento44 páginasLecture 1-4 Non Traditional Machining ProcessesRishika Viral PatelAinda não há avaliações
- Experiment 2: Brinell Hardness TestDocumento5 páginasExperiment 2: Brinell Hardness TestseifAinda não há avaliações
- Hardware 1-20Documento56 páginasHardware 1-20July TadeAinda não há avaliações
- FLS - Procedure - Pre-Heating & Pre-Heat Maintenance (Post Weld Heating) of Weld JointsDocumento2 páginasFLS - Procedure - Pre-Heating & Pre-Heat Maintenance (Post Weld Heating) of Weld JointsMohammad AdilAinda não há avaliações
- Katalog ARITA - 2019Documento68 páginasKatalog ARITA - 2019Sugeng Arief Van'tbowoAinda não há avaliações
- Quotation of Whole Electric Galvanizing Line - Huarui, Sally WuDocumento4 páginasQuotation of Whole Electric Galvanizing Line - Huarui, Sally WuMohsin Ul Amin KhanAinda não há avaliações
- SAU Tools Itally - PR-215-1Documento28 páginasSAU Tools Itally - PR-215-1*mile*Ainda não há avaliações
- NAS517 - Genuine Aircraft HardwareDocumento1 páginaNAS517 - Genuine Aircraft HardwareNancy RodriguezAinda não há avaliações
- Al Alaşim Elementleri̇ h1-13Documento13 páginasAl Alaşim Elementleri̇ h1-13KaanMertAinda não há avaliações
- 07 01 METALLURGY Principles and Methods of ExtractionDocumento17 páginas07 01 METALLURGY Principles and Methods of ExtractionrcraktimcAinda não há avaliações
- Bronze c54400 SpecificationsDocumento3 páginasBronze c54400 SpecificationsRam Parimalam100% (1)
- Extraction of Manganese From Ferro-Manganese Slag: 'Karnataka Regional F, Rrgineerirtg College, Suratlrkal, IndiaDocumento7 páginasExtraction of Manganese From Ferro-Manganese Slag: 'Karnataka Regional F, Rrgineerirtg College, Suratlrkal, IndiaravibelavadiAinda não há avaliações
- YyywwDocumento6 páginasYyywwCru SaderAinda não há avaliações
- Submerged Arc WeldingDocumento13 páginasSubmerged Arc WeldingManish MAinda não há avaliações
- Bohler - w302 SuperiorDocumento8 páginasBohler - w302 SuperiorHugo Mario Ariza Palacio100% (1)