Você também pode gostar
- Distributed Computer Control System: Proceedings of the IFAC Workshop, Tampa, Florida, U.S.A., 2-4 October 1979No EverandDistributed Computer Control System: Proceedings of the IFAC Workshop, Tampa, Florida, U.S.A., 2-4 October 1979T. J. HarrisonAinda não há avaliações
- Process Data Sheet For Main Air Compressor Rev00Documento4 páginasProcess Data Sheet For Main Air Compressor Rev00mahan moradiAinda não há avaliações
- 2.heat-Exchangers From Ch6 - Mihir's HandbookDocumento12 páginas2.heat-Exchangers From Ch6 - Mihir's HandbookThế Quang LêAinda não há avaliações
- Design Shell TubeDocumento3 páginasDesign Shell TubeAKSHEYMEHTAAinda não há avaliações
- Lc370wud Sab1 LG PDFDocumento34 páginasLc370wud Sab1 LG PDFARTMehr Eng. GroupAinda não há avaliações
- Mesurement TechniqueDocumento5 páginasMesurement Techniquenatee8632Ainda não há avaliações
- Scale-Up of Chemical Engineering Process Chapter 1: Introduction of Scale-Up ProcessesDocumento12 páginasScale-Up of Chemical Engineering Process Chapter 1: Introduction of Scale-Up ProcesseskayeAinda não há avaliações
- Energy Losses in Steam TrapsDocumento4 páginasEnergy Losses in Steam TrapsBen MusimaneAinda não há avaliações
- InstruCalc Control Valve Sizing03Documento1 páginaInstruCalc Control Valve Sizing03Dinesh KumarAinda não há avaliações
- Flow Through Packed BedDocumento7 páginasFlow Through Packed BedHomo SapienAinda não há avaliações
- Vent Sizing For Fire Considerations For External Fire Duration Diers Users Group Ers Design For Fire CommitteeDocumento19 páginasVent Sizing For Fire Considerations For External Fire Duration Diers Users Group Ers Design For Fire CommitteekglorstadAinda não há avaliações
- Minimum Submergence Required For Vortex Breaker - Industrial Professionals - Cheresources - Com CommunityDocumento7 páginasMinimum Submergence Required For Vortex Breaker - Industrial Professionals - Cheresources - Com CommunitySHIAinda não há avaliações
- Piping BasicsDocumento29 páginasPiping BasicsManoj Pratap SinghAinda não há avaliações
- Korf BrochureDocumento1 páginaKorf Brochurelhphong021191Ainda não há avaliações
- PSV SizingDocumento18 páginasPSV SizingGo IELTSAinda não há avaliações
- 5-Thermodynamics For CryogenicsDocumento52 páginas5-Thermodynamics For CryogenicsBhuvanaAinda não há avaliações
- Hvac Reference Data GuideDocumento79 páginasHvac Reference Data GuideIndra Rosadi100% (1)
- 9.0 Pneumatic Conveying Preface: Bechtel ConfidentialDocumento14 páginas9.0 Pneumatic Conveying Preface: Bechtel ConfidentialCristhianAinda não há avaliações
- Calculation of Flow Rate From Differential Pressure Devices - Orifice PlatesDocumento26 páginasCalculation of Flow Rate From Differential Pressure Devices - Orifice Platesamirreza_eng3411Ainda não há avaliações
- PIPESFITTINGDocumento35 páginasPIPESFITTINGharimecAinda não há avaliações
- Vessels For High Pressure Dust CollectorsDocumento4 páginasVessels For High Pressure Dust CollectorsWade ColemanAinda não há avaliações
- Heat Exchangers of PolypropyleneDocumento2 páginasHeat Exchangers of PolypropyleneTan So100% (1)
- HeatExchanger ReportDocumento5 páginasHeatExchanger ReportNur Izzati KamrulnizamAinda não há avaliações
- Rotameter: Instrument Study ProjectDocumento11 páginasRotameter: Instrument Study Projectsmit189Ainda não há avaliações
- Vessel Volume CalculationDocumento4 páginasVessel Volume CalculationJuyi BoAinda não há avaliações
- Safety in OverpressureDocumento27 páginasSafety in OverpressurevrajakisoriDasiAinda não há avaliações
- Nitogent Blanketing Consumption.Documento6 páginasNitogent Blanketing Consumption.Jofanny Ferdian RahmansyahAinda não há avaliações
- Determining The Pressure Drop To Be Used in A Control Valve Sizing CalculationDocumento2 páginasDetermining The Pressure Drop To Be Used in A Control Valve Sizing CalculationAntonio LebrunAinda não há avaliações
- Orifice Meter: How Does It Work?Documento4 páginasOrifice Meter: How Does It Work?zubi13Ainda não há avaliações
- Webinar Relief Valves 1Documento20 páginasWebinar Relief Valves 1einsten777Ainda não há avaliações
- Relief Valve - TypesDocumento2 páginasRelief Valve - Typesyushveer002Ainda não há avaliações
- ESD Cause & EffectDocumento5 páginasESD Cause & EffectOmar Khaled100% (1)
- Design Note For Air Reciever TankDocumento6 páginasDesign Note For Air Reciever TankJoshua Balaram RaoAinda não há avaliações
- Ammonia B PDFDocumento9 páginasAmmonia B PDFmehrdad_k_rAinda não há avaliações
- Calculation Pressure DropDocumento9 páginasCalculation Pressure DropdasubhaiAinda não há avaliações
- Pump CalcDocumento1 páginaPump CalcMoch WildanAinda não há avaliações
- Bidding Process Flow Chart: Tender Docuemnt NominationDocumento1 páginaBidding Process Flow Chart: Tender Docuemnt NominationDURGAIRAJAinda não há avaliações
- Pump Sizing and CalculationsDocumento5 páginasPump Sizing and CalculationsHamid Mansouri0% (1)
- Korf Utility: File Name Names List Sorted Names File DetailsDocumento15 páginasKorf Utility: File Name Names List Sorted Names File DetailsFarhan AhmedAinda não há avaliações
- Power Calc. of Emergency FWPDocumento2 páginasPower Calc. of Emergency FWPWaqar A. KhanAinda não há avaliações
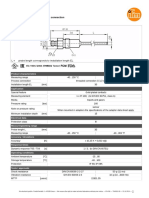
- Temperature Sensor With Process Connection: L Probe Length Corresponds To Installation Length ELDocumento2 páginasTemperature Sensor With Process Connection: L Probe Length Corresponds To Installation Length ELImad YahyaAinda não há avaliações
- Nfrared Ystems EvelopmentDocumento2 páginasNfrared Ystems EvelopmentFraser CastleAinda não há avaliações
- DPP-DS-01296-EN - Doppler Ultrasonic Flow Meter Series DFX Product Data SheetDocumento4 páginasDPP-DS-01296-EN - Doppler Ultrasonic Flow Meter Series DFX Product Data Sheetharold_anilloAinda não há avaliações
- Wall Thickness ProbeDocumento2 páginasWall Thickness ProbeMashi JungAinda não há avaliações
- Omnigrad M TR44, TR45: Technical InformationDocumento28 páginasOmnigrad M TR44, TR45: Technical InformationFederico NuñezAinda não há avaliações
- Wika TTDocumento11 páginasWika TTgautom neogAinda não há avaliações
- 2014 Product Catalog-Rev5Documento9 páginas2014 Product Catalog-Rev5Rashed KaiserAinda não há avaliações
- TSFLXXX - Cam Bien Nhiet DoDocumento1 páginaTSFLXXX - Cam Bien Nhiet DoĐặng Văn SiêuAinda não há avaliações
- Aspire Installation Data Pack - Bank Negara Malaysia (RC) .AspireDocumento7 páginasAspire Installation Data Pack - Bank Negara Malaysia (RC) .Aspireindran SuppiahAinda não há avaliações
- Thermowells Thermowells: Measuring Instruments - Strumenti Per MisurareDocumento20 páginasThermowells Thermowells: Measuring Instruments - Strumenti Per MisurareAttyubAinda não há avaliações
- PDF1893Documento2 páginasPDF1893Gabriel LeiteAinda não há avaliações
- Welding 5Documento6 páginasWelding 5Vijay KrishnanAinda não há avaliações
- Spesifikasi Sterrad 100SDocumento2 páginasSpesifikasi Sterrad 100Sgietha ptodataAinda não há avaliações
- Immersion Series: Figure 1: Enclosure General InformationDocumento4 páginasImmersion Series: Figure 1: Enclosure General InformationROGER CHAinda não há avaliações
- EN-12-03-ENG - AlarmScout 910 (ATEX)Documento4 páginasEN-12-03-ENG - AlarmScout 910 (ATEX)Maribel CamachoAinda não há avaliações
- Energy Saving and Eco-Friendly Modified Two-In-One Air-Conditioner-2019Documento4 páginasEnergy Saving and Eco-Friendly Modified Two-In-One Air-Conditioner-2019Leo Le GrisAinda não há avaliações
- PullOut Test DRCDocumento3 páginasPullOut Test DRCpavan6595Ainda não há avaliações
- Metering and Regulating StationsDocumento9 páginasMetering and Regulating StationsBeatriz Adams Garcia100% (1)
- Trend Data Sheet HT/D Duct Humidity and Temperature SensorsDocumento4 páginasTrend Data Sheet HT/D Duct Humidity and Temperature SensorsAlberto AbadiaAinda não há avaliações
- Set-Up Schedule General DataDocumento2 páginasSet-Up Schedule General DataDani KurniawanAinda não há avaliações
- MT 2.0 Rev. 12 (12-27-2018)Documento1 páginaMT 2.0 Rev. 12 (12-27-2018)AksheyAinda não há avaliações
- API Standard 521 - Guide For Pressure-Relieving and Depressuring Systems PDFDocumento9 páginasAPI Standard 521 - Guide For Pressure-Relieving and Depressuring Systems PDFYosmar Guzman100% (3)
- Two-Phase Flow Venting From ReactorDocumento9 páginasTwo-Phase Flow Venting From ReactorAksheyAinda não há avaliações
- 1Documento1 página1AksheyAinda não há avaliações
- PaperDocumento7 páginasPaperAksheyAinda não há avaliações
- Pressure Relief System Documentation Equipment Based Relational Database Key To ComplianceDocumento4 páginasPressure Relief System Documentation Equipment Based Relational Database Key To ComplianceAksheyAinda não há avaliações
- Two-Phase Flow Discharge in Nozzles and Pipes - A Unified ApproachDocumento6 páginasTwo-Phase Flow Discharge in Nozzles and Pipes - A Unified ApproachAksheyAinda não há avaliações
- CAC-ENG-STD-014 Instrumentation Standard For Canada PDFDocumento14 páginasCAC-ENG-STD-014 Instrumentation Standard For Canada PDFAksheyAinda não há avaliações
- RefBook Cashco ControlValvesDocumento24 páginasRefBook Cashco ControlValvesAksheyAinda não há avaliações
- ABW & BPI User GuideDocumento5 páginasABW & BPI User GuideAksheyAinda não há avaliações
- 8 AS4041 ASME B31 3 Pipe Wall ThicknessDocumento8 páginas8 AS4041 ASME B31 3 Pipe Wall ThicknessĐinh Thiện SỹAinda não há avaliações
- Two-Phase Flashing Flow Methods and Comparisons: J. C. Leung and F. N. NazarioDocumento8 páginasTwo-Phase Flashing Flow Methods and Comparisons: J. C. Leung and F. N. NazarioAksheyAinda não há avaliações
- Cac Eng STD 004Documento11 páginasCac Eng STD 004AksheyAinda não há avaliações
- Research Submission #2: Problem # 2Documento2 páginasResearch Submission #2: Problem # 2AksheyAinda não há avaliações
- Case StudyDocumento1 páginaCase StudyAksheyAinda não há avaliações
- Sparta Engineering Cold Temp Verification CalculatorDocumento8 páginasSparta Engineering Cold Temp Verification CalculatorAksheyAinda não há avaliações
- Livro Spectrochemical AnalysisDocumento9 páginasLivro Spectrochemical AnalysisRicardo PossebonAinda não há avaliações
- Calculating Staff Strength:: Find Latest Hospitality Resources atDocumento8 páginasCalculating Staff Strength:: Find Latest Hospitality Resources atPriyanjali SainiAinda não há avaliações
- Proac Studio 100: Monitor Level Performance From An Established Compact DesignDocumento2 páginasProac Studio 100: Monitor Level Performance From An Established Compact DesignAnonymous c3vuAsWAAinda não há avaliações
- BAB 3 - Follow UpDocumento6 páginasBAB 3 - Follow UpDelinda Erutheya NathanAinda não há avaliações
- Bach Polonaise G Min BWV 119 A4Documento1 páginaBach Polonaise G Min BWV 119 A4vincenzovaiaAinda não há avaliações
- FBDocumento27 páginasFBBenjaminAinda não há avaliações
- Dell Inspiron 5547 15Documento7 páginasDell Inspiron 5547 15Kiti HowaitoAinda não há avaliações
- Primefaces Users Guide 3 5cDocumento497 páginasPrimefaces Users Guide 3 5calvarolucasAinda não há avaliações
- 1939 - Hammer - Terrain Corrections For Gravimeter StationsDocumento11 páginas1939 - Hammer - Terrain Corrections For Gravimeter Stationslinapgeo09100% (1)
- Ddec VDocumento30 páginasDdec Vllama100% (1)
- Action Research in Araling PanlipunanDocumento3 páginasAction Research in Araling PanlipunanLotisBlanca94% (17)
- GTAG-14 Edited With Ad 05-20-20101 PDFDocumento32 páginasGTAG-14 Edited With Ad 05-20-20101 PDFpiornelAinda não há avaliações
- PS410Documento2 páginasPS410Kelly AnggoroAinda não há avaliações
- Metro Depot: (Aar 422) Pre-Thesis SeminarDocumento3 páginasMetro Depot: (Aar 422) Pre-Thesis SeminarSri VirimchiAinda não há avaliações
- Accenture MockDocumento1 páginaAccenture Mockrajyogesh487Ainda não há avaliações
- Instructional Decision MakingDocumento5 páginasInstructional Decision Makingapi-257693907Ainda não há avaliações
- David Sacks Resume February 16 2015Documento1 páginaDavid Sacks Resume February 16 2015api-279280948Ainda não há avaliações
- Firststep To AlaskaDocumento28 páginasFirststep To AlaskaBarbara NelsonAinda não há avaliações
- Po 4458 240111329Documento6 páginasPo 4458 240111329omanu79Ainda não há avaliações
- DesignDocumento402 páginasDesignEduard BoleaAinda não há avaliações
- The Roti Canai StoryDocumento5 páginasThe Roti Canai StoryDr Bugs TanAinda não há avaliações
- WTSDA2021 TSDBlack Belt ManualDocumento160 páginasWTSDA2021 TSDBlack Belt ManualJesus HernandezAinda não há avaliações
- 14 Days of Prayer and FastingDocumento40 páginas14 Days of Prayer and FastingntsakoramphagoAinda não há avaliações
- STRESS HealthDocumento40 páginasSTRESS HealthHajra KhanAinda não há avaliações
- Using The Words in The Box, Fill in All The GapsDocumento23 páginasUsing The Words in The Box, Fill in All The GapsMo NoAinda não há avaliações
- Federal Public Service CommissionDocumento2 páginasFederal Public Service CommissionNasir LatifAinda não há avaliações
- 04 DosimetryDocumento104 páginas04 DosimetryEdmond ChiangAinda não há avaliações
- Algorithm Design: Figure 1. Architecture Diagram For Greykite Library's Main Forecasting Algorithm, SilverkiteDocumento3 páginasAlgorithm Design: Figure 1. Architecture Diagram For Greykite Library's Main Forecasting Algorithm, Silverkitesiper34606Ainda não há avaliações
- Bluesil Ep 150 A3: Insulator Grade Silicone RubberDocumento2 páginasBluesil Ep 150 A3: Insulator Grade Silicone RubberNagendra KumarAinda não há avaliações
- თინათინ ზურაბიშვილი, თვისებრივი მეთოდებიDocumento111 páginasთინათინ ზურაბიშვილი, თვისებრივი მეთოდებიNino LomaiaAinda não há avaliações