Escolar Documentos
Profissional Documentos
Cultura Documentos
Airbus Process Specification - Manufacture of Fiber Reinforced Plastic (FRP) Components
Enviado por
olegprikhodko2809Direitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
Airbus Process Specification - Manufacture of Fiber Reinforced Plastic (FRP) Components
Enviado por
olegprikhodko2809Direitos autorais:
Formatos disponíveis
Process Specification
Manufacture of Structural Fiber-reinforced 80-T-31-2910
Plastic (FRP) Components, Issue 04/2008
Page 1 of 28
General
CONTENTS
1 Scope and Application
2 Related Documents
3 Prerequisites
4 Materials and Equipment
5 Process
6 Quality Assurance
7 Safety and Health
8 Process Flow Chart
Data Sheet 1: Manufacturing materials - WITHDRAWN
Data Sheet 2: Not applicable – WITHDRAWN
Data Sheet 3: Airbus Program
Data Sheet 4: Not applicable
Blasting Media Approved for Surface Pretreatment by Means of the Sand Blasting
Data Sheet 5:
Method
Appendix 1: Auxiliary Materials
Previous issue: 07/2007
The reproduction, distribution and utilization of this document as well as the communication of its contents to others without explicit authorization is
prohibited. Offenders will be held liable for the payment of damages. All rights reserved in the event of the grant of a patent, utility model or design.
DocMaster: Uncontrolled copy when printed
Page 2 80-T-31-2910 (04/2008)
1 SCOPE AND APPLICATION
This process specification contains general information to be observed in the manufacture of fiber-
reinforced plastic (FRP) parts. The requirements of top-level AIPS are accordingly fulfilled.
Fiber-reinforced plastics (FRP) consist of two components, i.e. the firm and rigid fiber materials for
stress absorption and the soft and elastic matrix for fixing the fibers, for load introduction and load
transmission and for ensuring a uniform and smooth surface.The composite material has good specific
stiffness and strength characteristics as the fiber values are correspondingly high, and both
components have low densities.
La présente instruction de fabrication s'applique à Airbus Deutschland GmbH. It shall be applied
whenever required by released drawings or manufacturing documents.
DocMaster: Uncontrolled copy when printed
Page 3 80-T-31-2910 (04/2008)
The following diagram provides a survey of all process-specific process specifications for the
manufacture of monolithic and sandwich components.
Manufacture of structural fiber-
reinforced plastic (FRP)
components, general
80-T-31-2910
Bonding of structures Machining of FRP Cleaning with organic Reworking of monolithic
80-T-34-9000 components solvents (cold cleaning and sandwich
80-T-30-0032 agents) components
80-T-35-0014 80-T-31-2916
Manufacture of monolithic Manufacture of sandwich
components components
Manufacture of monolithic Manufacture of sandwich
components from prepreg components from prepreg
80-T-31-2950 80-T-31-2909
Manufacture of monolithic
components by
impregnation of dry fibers
(RTM process)
80-T-31-2915
Manufacture of structural
FRP components made of
fiber-reinforced
thermoplastics
80-T-32-1015
Manufacture of monolithic
fiber-reinforced plastic
(FRP) components by
means of the resin
infusion process (RI)
80-T-31-2918
Manufacture of monolithic
components by means of
modified vacuum infusion
process (MVI process)
80-T-31-2919
The processing conditions applying to the individual resin systems are material- and/or component-
specific. For details, refer to the applicable Airbus material specifications/product-specific material
specifications or the component-specific process specifications.
DocMaster: Uncontrolled copy when printed
Page 4 80-T-31-2910 (04/2008)
The fiber-reinforced plastics consist of:
Fibers:
• glass GFRP
• carbon CFRP
Matrix systems Reaction resin compounds or thermoplastic matrices, e.g.:
• epoxide
• polyimide• phenol
• PEEK
• PPS
Terms and abbreviations:
• Peel ply - Auxiliary material which, depending on the process, is sometimes applied to the
top/bottom layer of a laminate during curing and which is removed prior to further processing
• AIPS – Airbus Process Specification
• Anisotropy - Different mechanical and physical properties depending on direction
• Bonding - Joining of hard joining elements with adhesive (hard/hard)
• CFRP - Carbon Fiber Reinforced Plastic
• Co-bonding - Joining with adhesive and/or matrix resin (wet/hard)
• Co-curing - Joint, simultaneous curing of different reaction resin materials (wet/wet)
• Composite – FRP
• Crushed core – Core material sunken due to pressurization during the curing process
• Duroplast – Infusible matrix
• FRP = Fiber-reinforced plastic
• Multi-layer material - May have a lower or different cross-linked condition (crystallinity) than in
the component
• Fabric - Made of threads in warp and weft direction
• GFRP - Glass fiber reinforced plastics
• Curing - Polymerization of reaction resin material depending on temperature and time within
specified limits (curing cycle)
• Hybrid – Composite component comprising several material systems
• Sandwich components - Consist of two outer layers and a core (honeycomb cores, foam
cores, etc.)
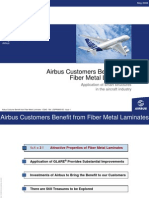
• Warp direction – Direction of the thread in a fabric running along the selvage (see Fig. 1)
DocMaster: Uncontrolled copy when printed
Page 5 80-T-31-2910 (04/2008)
Weft
Selvage
Warp (0°- direction)
Figure 1: Fabric
• Contamination - Contamination with harmful substances
• Layer – Unidirectional fibers or fabric, with or without resin
• Laminate – Several layers - Condition as in the component (cured)
• Monolithic components - A structure is called monolithic if made up solely of fibers and matrix
• MRB - Material Review Board
• MVI – Modified Vacuum Infusion
• PEEK – Polyetherether ketone
• PPS – Polyphenylene sulphide
• Preform - Multi-layer material of dry fibers with defined layer construction
• Prepreg - Term derived from the word ”preimpregnated” = fabric and/or unidirectional multi-
layer material preimpregnated with artificial resin
• Pultrusion - Procedure for the continuous production of sections from composite material
• QRS – Quality Requirements Sheet
• QSA – Quality Assurance Instruction
• RI – Resin Infusion
• RFI – Resin Film Infusion
• RTM – Resin Transfer Molding
• Sandwich - Core composite material
• Weft direction - Direction of a thread in a fabric which is vertical to the warp direction
• Thermoplast – Fusible matrix
• UD – Unidirectional fibers
DocMaster: Uncontrolled copy when printed
Page 6 80-T-31-2910 (04/2008)
2 RELATED DOCUMENTS
80-T-22-1100 Component-specific Process Specification
80-T-30-0032 Machining of FRP Components
80-T-30-9910 Drilling, Reaming and Countersinking of Rivet and Screw Holes
80-T-31-2909 Manufacture of Sandwich Components
80-T-31-2915 Manufacture of Monolithic Components by Impregnation of Dry Fibers (RTM process)
80-T-31-2916 Reworking of Monolithic and Sandwich Components
80-T-31-2918 Manufacture of Monolithic Fiber-Reinforced Plastic (FRP) by Means of the Resin-
Infusion (RI) Process
80-T-31-2919 Manufacture of Monolithic Components by Means of Modified Vacuum Infusion
Process (MVI Process)
80-T-31-2950 Manufacture of Monolithic Components from Prepreg
80-T-32-1015 Manufacture of Monolithic Components Made from Thermoplastic Semi-finished
products
80-T-34-9000 Bonding of Structures
80-T-35-0014 Cleaning with Organic Solvents
80-T-35-0095 Water Quality
80-T-35-5218 Application of Elastic Protective Coatings
80-T-39-0132 Marking with Indelible Ink
81-T-06-0201 Acceptance, Testing, Release and Test Identification of Special Tooling
81-T-A181-16 Acceptance, Testing, Release and Inspection Marks of Special Tooling
ABD0076 Composite parts surface status requirements
ABS0806 General manufacturing tolerances for non-metallic composite components
AITM6-0011 Non destructive inspection of composite parts
AITM6-4002 Utrasonic through transmission Inspection of fibre composite
AITM6-4005 Ultrasonic pulse-echo inspection of fibre composites
AITM6-9003 Leak Test for sandwich structures
AP2039 Technical Qualification of Materials, Semi-finished Products and Standards Parts
BOH2-118 Technology Parts
BOH2-134 Classification of components
ISO8573-1 Compressed air – contaminants and purity class
ISO8573-3 Compressed air – Test method for measurement of humidity
ISO14644-1 Cleanrooms and associated controlled environments -
Part 1: Classification of air cleanliness
QVA-Z04-05-00 Life Data Sheet
QVA-Z04-11-00 Component Qualification
QVA-Z08-02-00 Identification of Components
QVA-Z09-10-00 Inspection of Heat Treatment Systems with Regard to Temperature Distribution
QVA-Z09-12-00 Qualification of Heat Treatment Systems
QVA-Z09-13-00 Monitoring of Heat Treatment Systems (Temperature Control)
QVA-Z09-16-00 First Article Inspection
DocMaster: Uncontrolled copy when printed
Page 7 80-T-31-2910 (04/2008)
QVA-Z09-26-00 Monitoring the Curing Process of Fiber Composite Materials by Dielectric Analysis
QVA-Z10-25-00 Directed Visual Inspection
QVA-Z10-46-12 Determination of the Laminate Fiber Content of Cured Fiber Compounds
QVA-Z10-46-26 Tapping Test
QVA-Z10-56-01 Radiographic Inspection of Fiber Composites and of Sandwich Structures from Fiber
and Non-Metallic Honeycombs
QVA-Z11-01-00 Inspection, calibration, and maintenance of test equipment
QVA-Z13-05-00 Material Review Board (MRB)
VA-FM10-06-01 Helium Leak Test
DocMaster: Uncontrolled copy when printed
Page 8 80-T-31-2910 (04/2008)
3 PREREQUISITES
3.1 Personnel
The manufacture of FRP components may only be performed by personnel familiar with the contents
of this process specification.
3.2 Manufacturing documents
The manufacturing conditions for all FRP components to which this process specification applies shall
be laid down in component-related process specifications.
For components of airworthiness category III, the component-related process specification may be
replaced with the work plan. This work plan shall then contain all data which are of relevance for the
manufacture and inspection of the component.
In principle, there are two types of component-related process specifications:
a) Preliminary component-specific process specification:
This instruction covers the manufacturing process up to the qualification test.
b) Definitive component-specific process specification:
This instruction covers the manufacture of the first article and the series production and is
based on the results of the qualification type test.
Until completion of the final component-specific manufacturing instruction the preliminary
instruction is to be used.
The component-specific process specification is drawn up taking into account 80-T-22-1100. Both
documents are the basis for the component-specific test instruction and shall therefore be made
available in good time to the person(s) preparing the test documentation.
In addition to this process specification, the component-related process specification must contain all
data which are necessary to ensure the quality and reproducibility of the component manufacture. It
shall contain the specifications for only one material system. For the required minimum content refer
to the corresponding chapters of this manufacturing instruction.
The specifications in the component-specific process specification must comply with scope of this
specification and the material data limit values indicated in the material specifications. Deviations
require a special qualification.
3.3 Design documents
The design document shall contain references to this process specification and to the component-
specific process specification (see 1) and specify the materials required for manufacture.
If applicable and depending on the weave, the upper and/or lower side shall be indicated in the
component-specific process specification.
DocMaster: Uncontrolled copy when printed
Page 9 80-T-31-2910 (04/2008)
4 MATERIALS AND EQUIPMENT
4.1 Auxiliary materials
Auxiliary materials are subject to qualification since they may come into direct contact with the FRP
components and in this way affect the load-carrying behavior of the components.
An auxiliary material is considered qualified if it is listed in Appendix 1 to this process specification
and/or in the semi-finished-product-specific and construction-specific process specifications.
New products shall be qualified in accordance with AP2039 specifications.
4.1.1 cleaning agents,
Cleaning agents per 80-T-35-0014.
4.1.2 Separating agents
The suitability of a release agent depends on the tool material and the resin system selected for the
component. It must be proved that it will not negatively affect the component (reduced surface quality)
and/or its removal from the mold.
4.1.3 Protection against contamination
As a protection for personnel and materials, the following protective and auxiliary materials shall be
used:
a) for epoxy resin and polyimide prepregs and resin films: lint-free cotton gloves (or laboratory
gloves) or skin care cream.
b) for phenolic resin prepregs: skin care cream plus laboratory gloves.
c) for thermoplastic, RTM or RI products: spray-proof and heat-resistant clothing.
d) for core materials: lint-free cotton gloves or PE protective gloves.
Note: The creams shall be applied to and massaged into the skin. Direct contact with the
materials, honeycombs or production tools is permitted only after application of
approved skin care cream.
4.1.4 Peel ply and absorbent fabric
4.1.4.1 Peel ply
Peel plies are directly attached to the surfaces of laminates/top layers of core materials prior to curing.
4.1.4.2 absorbent fabric
Absorbent fabrics are dry fabrics which, with prepregs, are placed on top of peel plies to absorb the
resin which escapes during curing.
4.1.5 Laminating foil
The laminating foils must be free from:
• release agent,
• contamination.
They must not be transparent and be of a different color from the material.
DocMaster: Uncontrolled copy when printed
Page 10 80-T-31-2910 (04/2008)
4.1.6 Vacuum foil
4.1.7 airing fabric
Use rough fabric or wire cloth to vent the autoclave set-up under the foil, and as a ring channel.
4.1.8 Adhesive tapes
Adhesive tapes which come into contact with the component during processing must be qualified.
4.1.9 Release films
Separating foils may be perforated.
4.1.10 Marking pencils
Use exclusively colored pencils per 80-T-39-0132 for marking and/or identification.
4.1.11 Rubber mats/rubber pressure pads
When using silicone rubber mats/pressure pads, direct contact with surfaces to be bonded or painted
must be avoided. Insert a layer of peel ply per 4.1.4 and/or a foil per 4.1.9 between mat and
component as a protection against contamination.
4.1.12 Sealing tapes
4.1.13 Silicone hoses
4.1.14 Round silicone sealing cords
4.1.15 Cover foils
4.1.16 Blasting medium
Only the blasting medium indicated in this specification (Data Sheet 5) shall be used. Blasting media
must be dry stored and be free from contamination.
Blasting medium containers must be clearly marked (grain size, type of blasting medium).
In principle, the blasting medium shall only be used once, unless otherwise specified in the
component-related manufacturing documents.
DocMaster: Uncontrolled copy when printed
Page 11 80-T-31-2910 (04/2008)
4.2 Tools and equipment
4.2.1 Storage rooms for materials
For the requirements applying to storage rooms for materials, refer to the process-specific process
specification (see 1).
4.2.2 Storage rooms for auxiliary materials
Auxiliary materials shall be stored in dry rooms at normal temperature and in a way which excludes
contamination or other types of deterioration.
4.2.3 Work rooms
Definition: Work rooms are divided into the following work areas:
• Cleaning / Pretreatment of jigs with release agent / Application of release agents
• Cutting area / Laminating area
• Pretreatment of surfaces for bonding / peel ply removal
General requirements on work areas:
• The a.m. three work areas must always be separated from one another. If a systematic
physical separation is not possible, measures shall be taken to ensure that the individual
requirements on the respective areas are satisfied.
• Work rooms shall be fitted with air extraction and ventilation equipment.
• It must be ensured that the materials are not unduly contaminated in these rooms during
processing.
Special requirements on work rooms/areas for cleaning / pretreatment of jigs with release agent /
application of release agents.
• As a general principle, the processing of release agent in laminating areas is not permissible.
If this cannot be ensured, it is not permitted to laminate or bond and apply release agent
simultaneously (the operations shall be clearly separated in time).
• The max. allowable concentration of dust particles shall not exceed 29300 particles > 5µm per
m³ of air (class 8 per ISO14644-1). The concentration shall be checked and documented at
least once monthly by means of an optical particle counter (OPC) per ISO14644-3.
Special requirements for the laminating area / cutting area:
• It is not permitted to store and process uncured silicone rubber or silicone rubber which has
not been tempered according to specifications and to use aerosols of all kinds in rooms where
FRP materials are stored or processed or where equipment or tooling which is used for the
manufacture of FRP components is located.
• The max. allowable concentration of dust particles shall not exceed 29300 particles > 5µm per
m³ of air (class 8 per ISO14644-1). The concentration shall be checked and documented at
least once monthly by means of an optical particle counter (OPC) per ISO14644-3.
• If work rooms have direct access outside, they shall be provided with a lock (2-door system).
DocMaster: Uncontrolled copy when printed
Page 12 80-T-31-2910 (04/2008)
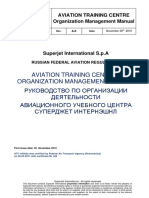
• In the laminating and cutting areas, the following climatic conditions shall be observed (unless
otherwise specified):
rel. humidity [%]
70
60
55
Standard bonding
conditions
45
Max. allowable climatic
conditions for prepregs
35 and bonding films per
AIMS/IPS; MHB75
25
Temperature
20
15 18 24 27
Figure 2: Allowable climatic conditions for laminating rooms
• Compliance with the specified values shall permanently be monitored and documented.
4.2.4 Work tables
• Laminating tables/base plates
• Assembly tables
Laminating base plates which are used to cut e.g.
• prepregs
• dry fabrics
• thermoplastic semi-finished products
• adhesive foils etc.
must only be made of the following approved materials:
• glass
• composite laminates
• polyurethane panels
DocMaster: Uncontrolled copy when printed
Page 13 80-T-31-2910 (04/2008)
4.2.5 Equipment
The curing, melting and drying of FRP components shall take place in suitable facilities (autoclave,
press, oven).
The drying/curing of release agents or the curing of silicones is generally not permitted in these
facilities.
Exceptions are permitted if any contamination with release agent on the inside and/or on the joining
surfaces of the components can be excluded (e.g. by packing in vacuum foil etc.)
The curing of silicones shall comply with 81-T-A181-16.
Systems which shall ensure a specified temperature distribution on the component must comply with
Quality Category II per QVA-Z09-10-00.
a) Curing oven (approved per QVA-Z09-12-00)
b) Autoclave
c) Press
d) Heatable jigs
(e) Heating mats
(f) Radiant heaters (explosion-proof)
(g) Pumps
h Compressors etc.
4.2.6 Blasting facility
The blasting facility used for the pretreatment by sandblasting shall be designed in such a way that the
blasting medium is blown onto the surface to be treated with the aid of air pressure as an energy
carrier. Through adjustability of the operating pressure to approximately 1 to 5 bar in air jet systems
(dry blast systems), it must be ensured that the desired amount of particles and speed can be
adjusted to be reproducible according to the requirements.
Machine- and system-related processing data shall be defined for each specific component.
In addition, the following prerequisites must be fulfilled for compressed air systems:
• the compressed air must be free from particles, oil and water
- particle concentration per Class 8, ISO14644-1
- oil content per Class 2, ISO5873-1
- water content per Class 4, ISO5873-1
-
• the implemented system must ensure sufficient compressed air delivery.
4.2.7 Monitoring equipment
a) Test equipment (Quality Category II per QVA-Z09-10-00) for monitoring and documentation
(monitoring per QVA-Z11-01-00 and/or QVA-Z09-13-00) of the temperature of the heating
medium (e.g. autoclave air, hot plate, etc.).
b) Test/recording equipment for monitoring the molding pressure with an accuracy of ± 5 % and
test/recording equipment for monitoring the vacuum pressure with an accuracy of ± 15 %.
c) Temperature measuring/recording equipment including thermoelements (Quality Category II
per QVA-Z09-10-00) for monitoring and documentation of the time-temperature progression
on components and process control samples.
DocMaster: Uncontrolled copy when printed
Page 14 80-T-31-2910 (04/2008)
4.2.8 Jigs
Component-specific jigs are used as a rule. The manufacture of these jigs shall take different heat
expansion coefficients between component and jig into account.
The design shall consider the greatly varying heat expansion coefficients of the individual fiber
materials. In connection with a distinctive anisotropy of heat expansion as a function of the fiber
direction, the overall behavior of a laminate shall be calculated from the specified values (Material
Specification Part 75, Lightweight Fiber Composites Manual).
The jigs and pressure pads, etc. shall be designed in a way which allows the respective component to
be removed from the mold without much application of force (risk of damage) and which ensures
compliance of the removed component with the manufacturing document.
The jig design shall permit observance of the material-specific process parameters (heating-up time,
temperature, pressure) as specified in the applicable material specifications (Manual). Deviating data
need to be specially qualified.
The design of the tool surface shall be such that the component-specific requirements (drawing,
aerodynamics etc.) are satisfied.
If jigs made of fiber composites are used, the max. conditions of use shall be defined and verified.
When designing the jig, areas for the removal of process control samples shall be included if
applicable.
All component-specific jigs and jig parts shall be assigned a component number and a tool number.
The positions of all pressure pads, thermocouples, vacuum connections, etc. of a jig shall be clearly
identified in the component-specific process specification.
Prior to beginning manufacture, each new jig shall be checked and released per 81-T-06-0201. This
also applies to forming silicone pressure pads or mats (it does not apply to packing aids). The
thickness of bonding jigs shall be checked per VA-FM10-06-01.
Modifications to the jig which might affect the quality of the component are subject to notification and
release.
4.3 Materials
Only qualified materials which are listed in the design documents shall be used.
4.4 Joining parts
Only released joining parts and components such as cured laminates, honeycombs and inserts which
comply with manufacturing document specifications are approved for manufacture.
DocMaster: Uncontrolled copy when printed
Page 15 80-T-31-2910 (04/2008)
5 PROCESS
The manufacture of the components must conform to the specifications of this manufacturing
instruction and of the process-specific manufacturing instructions.
When using limited-storage materials, make sure that the materials are processed within the specified
period.
5.1 Preparation
5.1.1 Preparation of jigs
Prior to lamination, the jigs shall be cleaned, checked for defects and be provided with release agent
and/or separating foil according to the applicable component-specific manufacturing instruction. The
jigs shall be marked with the required fiber orientation. It is not permitted to use different release
agents together for a jig in one operation.
Caution: The manufacturer’s data concerning venting and drying of the release agents must be
observed.
5.1.2 Preparation of materials
Issue should be restricted to the quantity required at a time.
Materials taken from cold storage (both prepregs and e.g. resin containers) shall be kept in sealed foil
wrappers and/or containers until the temperature of the material has sufficiently adapted to the
ambient temperature to preclude any condensation on the material after opening of the foil and/or
container.
The exact conditions shall be determined separately for each location and wrapper by means of the
humidity diagram (see diagram 1). The operation is part of the quality assurance process chain.
The heating-up temperature for thawing shall not exceed 27° C.
If the thawing of prepreg which was stored at -18 °C does not conform to diagram 1, the following
thawing times (minimum requirements) must be observed before the sealed wrapper is opened:
Single-layer cuttings
The thawing time for single-layer cuttings is 2 hours minimum,
Prepreg rolls
The following tables specify the thawing times depending on the prepreg roll diameter.
Table 1: Fabric
Roll diameter [mm] Min. thawing time [h]
< 150 12
150 to 300 24
> 300 36
Table 2: Tape
Roll diameter [mm] Tape width [mm] Min. thawing time [h]
≤ 480 > 600 36
≤ 480 75 to 600 24
≤ 610 75 to 300 24
DocMaster: Uncontrolled copy when printed
Page 16 80-T-31-2910 (04/2008)
The remaining material shall then be resealed in its wrapper for further storage.
In order not to reduce the storage life at RT of cold-stored materials if possible, it is recommended to
remove the required quantity from the wrapper inside the cooling chamber and at temperatures below
+ 4 °C. Under these conditions, the sealed wrapper may be opened without humidity condensing on
the material even if the material was stored at lower temperatures. Still within the cooling chamber, the
removed quantity of material shall then be sealed in a wrapper, and the remaining material be
resealed also for further storage.
Temperature [°C]
Rel. humidity [%]
Diagram 1: Humidity diagram
Example: At an ambient temperature of 21° C and a relative humidity of 60 %, the material must
be heated to at least 13,8° C (14° C) to avoid condensation.
DocMaster: Uncontrolled copy when printed
Page 17 80-T-31-2910 (04/2008)
5.2 Preservation of the materials during production
The materials from the store shall be kept in their protective foils and/or original packing until the time
of processing.
Core materials shall be stored in a grease-free and largely dust-free environment, without any risk of
contamination or damage.
5.3 Processing the materials
Specifications for the processing of FRP materials such as:
- prepregs
- thermoplastic semi-finished products
- core materials (honeycomb, foam etc.)
- preforms
- resins
for the manufacture of monolithic and sandwich components are contained in the process-specific
instructions (see 1) and in the material specifications (AIMS, DAN, individual material specifications).
5.3.1 Identification
Dimension lines or other markings shall be applied to the protective foils of prepregs, multi-layer
materials or cured laminates (with or without absorbent fabric) exclusively with colored pencils per 80-
T-39-0132.
To ensure perfect traceability, the marking of cut fabric kits or single layers which are intended for
intermediate storage shall include at least the following data:
- part number
- Airbus material designation
- batch and roll number
- date of manufacture of the cut fabric
- remaining work life and expiry date of the materials (only prepregs)
The use of adhesive labels on dry non-protected multi-layer materials and cut prepreg is not permitted.
5.4 Joints
Joining with adhesives (bonding) is covered in specification 80-T-34-9000.
This process specification lays down additional specific requirements for the "pretreatment and
bonding of composite materials".
5.4.1 Drying of cured laminates
Prior to being bonded and depending on the storage conditions, cured laminates and components
must be dried in circulating air furnaces free from release agents:
Storage conditions Drying conditions
Laminate packed humidity- and dust-free No drying required
Laminate non-protected in controlled climate >= 14 days Drying at 80°C / 1h or 60°C / 4h
Laminate non-protected under non-controlled conditions Drying at 80°C / 1h or 60°C / 4h
Laminate stored protected against humidity at < 4°C No drying required
DocMaster: Uncontrolled copy when printed
Page 18 80-T-31-2910 (04/2008)
5.4.2 Pretreatment of cured laminates with thermosetting matrix
5.4.2.1 Pretreatment by removal of peel ply:
If laminates had been covered with peel ply prior to curing, they must be prepared for subsequent
joining work/surface protection application by removal of the peel ply immediately (max. 2 h) prior to
joining/paint application to prevent contamination.
5.4.2.2 Pretreatment by abrasion
This pretreatment applies to GFRP and CFRP surfaces
- which are not covered by peel ply,
- which might have become contaminated after removal of the peel ply, or
- which are prepared for joining for the purpose of a rework/repair.
The following work steps shall be observed:
1) Clean the surfaces to be joined thoroughly with warm water and a brush, and dry with a clean
lint-free cloth.
2) Then clean per 80-T-35-0014 and leave to vent (approx. 30 min.).
Caution: US coupling paste!
3) Grinding
a) Wet abrade surfaces to be bonded with paper (grain size 80 - 240) or
b) Dry abrade surfaces to be bonded with paper (grain size 80 - 240).
Note:
Only the resin layer shall be abraded (light-colored dust); abrading the fibers (black dust in
the case of CFRP) is not permitted. Change abrasive paper frequently.
Specific requirements with regard to lightning arrester applications shall be defined for
each component.
4) Make sure that abrasive dust is completely removed from the surface, e.g. by spray-rinsing
with tap water.
5) Thoroughly rinse with de-ionized water per 80-T-35-0095.
6) Perform a water break test with de-ionized water and ventilate subsequently.
When performing the water break test, let water run down the roughened component surface
positioned vertically and wait for approx. 30-45 seconds.
• water will evenly run down flawless mat surfaces without forming water beads
• If there are contaminated areas, beads will form, the surface will be bright and contrast
strongly with the satisfactory surroundings (island effect).
If contaminated areas (e.g. finger prints) become apparent , repeat steps 2 thru 6.
The storage time shall be determined for each component..
7) Dry the pretreated components in a clean (free from release agent!) circulating-air furnace
(60°C / 4h or 70°C / 2h or 80°C / 1h), then cool it down to max. 30° C and handle them per
5.4.3.
DocMaster: Uncontrolled copy when printed
Page 19 80-T-31-2910 (04/2008)
5.4.2.3 Pretreatment by blasting
Only the CFRP surfaces specified in the manufacturing documents shall be blasted. The following
work steps shall be observed:
1) Cleaning prior to sandblasting
Thoroughly clean the surfaces with a lint-free cloth soaked with acetone, isopropanol or ethyl
alcohol. Then clean per 80-T-35-0014 and leave to vent (approx. 30 min.). When handling the
cleaned components, always wear clean and approved gloves (Appendix 1).
2) Blasting
Blast the defined surfaces only with the specified blasting media.
The batch number of the blasting medium must be documented in the component-related
manufacturing documents. The operator shall store deferred samples from each delivered
batch.
Blast between 45° and 70° in relation to the component surface. Vertical blasting of the
component surface shall be avoided. The maximum material abrasion is obtained with an
impact angle of 45°.
During blasting, move the nozzle regularly back and forth at a constant distance from the
component surface. Thus, the surface to be blasted is systematically, that is line by line as far
as possible. Avoid insisting too long on the same position.
The nozzle distance from the component surface required for blasting, the nozzle type, the air
pressure, the blasting medium and its discharge rate are indicated in the component-related
process specifications.
Proceed with blasting until an even, cloud-free surface is obtained and the fibers lay bare. In
a.m. applications, the amount of abraded material shall be so small that no damage occurs to
the fiber layers of the components. Only the resin layer down to the limit of the first fiber layer
shall be blasted; damage to the fibers is not permissible.
3) Cleaning after the blasting process
First clean the component with oil- and water-free compressed air. Here, it is recommended
to use the compressed air used for operating the blasting system, for it must satisfy the same
purity requirements.
Then, mechanically clean the surface with a suction brush. The suction brush shall
permanently be kept clean and be regularly changed. It shall exclusively be used for the
cleaning of blasted bonding surfaces.
4) Check of surface resistance
Check the resistance of the blasted surface per QVA–Z10–27–00, in the areas specified in the
component-related process specifications.
In general, the distance between two measurements shall not be larger than the distance
between electrodes. The average resistance may be 3Ω maximum, single values may not
exceed 5Ω. If one or both limit values are exceeded, the blasting treatment per 2) shall be
repeated, if necessary. Deviations shall be processed depending on the specific component.
5) Rinsing of the surface
Thoroughly rinse the blasted surfaces with de-ionized water.
6) Water break test
Perform a water break test (per. 5.4.2.2, Step 6), then ventilate the surface. If contaminated
areas (e.g. finger prints) become apparent , repeat steps 3 thru 7.
7) Drying and storing
Dry the pretreated components (per 5.4.2.2, Step 7).
DocMaster: Uncontrolled copy when printed
Page 20 80-T-31-2910 (04/2008)
5.4.3 Handling of pretreated components
• Pretreated components shall be handled with extreme care. Handle them from now on only with
cotton gloves. Use cloths and gloves only once. Dispose of used auxiliary materials.
• Pretreated components must generally be bonded within 32 h.
• Protect unpacked components from contamination (by packing them into peel ply or appropriate,
approved lint-free cloths or by covering them with foil) if they cannot be bonded within 2 h.
• If pretreated components are to be temporarily stored, pack them into plastic bags either under
vacuum or with nitrogen filling. The bags shall be provided with labels indicating the expiry date for
further processing. As a rule, the component may be stored under these conditions for a period of
28 days within which the bonding has to take place. If longer storage periods are necessary, these
shall be explicitly fixed for each specified component. If the fixed storage time is exceeded, repeat
the pretreatment once by sandblasting per 5.4.2.3 or by abrasion per 5.4.2.2.
5.5 Application of adhesive film / fluid or paste adhesives
See 80-T-34-9000.
5.6 Handling of components
a) Remove the component from the mold without damaging it. Consider corresponding
provisions on the mold if applicable. Excessive resin protruding from the component edges
shall be carefully removed.
b) Transport and handle composite components with care so that non-permissible deformation or
damage is prevented.
c) If composite components shall be marked with dimension lines etc. for further processing, only
color markings (see 80-T-39-0132) are permitted.
Marking tools etc. would destroy the outer resin and fiber layers and are therefore forbidden.
5.7 Identification
See QVA-Z08-02-00.
5.7.1 Identification by application of paper labels
If specified in the design document, identification of fiber reinforced plastic components may be done
with laser-printed paper labels. Application of paper labels is not permissible
- on aerodynamic surfaces.
- on surfaces to be bonded in a subsequent manufacturing step.
- on surfaces to be treated with a surface protection coating.
Application shall be done exclusively on the surface of the laminate structure prior to curing.
Laminating between individual layers is not permissible. After curing the label must be completely
embedded in the resin, dry areas are not permissible and must be coated with protective varnish per
80-T-35-5218.
The labels shall be printed exclusively on standard laser printers in black letters.
DocMaster: Uncontrolled copy when printed
Page 21 80-T-31-2910 (04/2008)
Unless additional specifications are made in the design document, the maximum label size shall not
exceed 100 mm x 40 mm.
Commercially available copying paper with a weight per unit area between 80 and 115 g/m² shall be
used. The use of self-adhesive labels as well as application of any type of adhesive is not permissible.
Recommended paper:
Product name Weight Manufacturer/supplier Note
[g/m2]
Drewsen- Area with red marking must not
ProCopy Preprint 80
Spezialpapiere GmbH be used for labeling
PhoeniXmotion-
115 Papierfabrik Scheufelen —
Xantur
It is permissible to make labels illegible using felt-tip pens per 80-T-39-0132. The respective areas
shall be coated with protective varnish per 80-T-35-5218.
Note: In some cases, it can be necessary to cover the label with a layer of glass fabric
(105g/m², max. 10mm edge overlap) to optimize legibility. This is permissible provided that
testability is not restricted.
5.8 Storage
Components shall be stored in dry rooms on similar-contoured supports. They shall not be subjected
to external loads.
The stored components shall be protected against damage (e.g. impact, sharp edges, etc.).
5.9 Processing
If required, FRP components shall be machined per 80-T-30-0032 or 80-T-30-9910.
5.10 Cleaning
The removal of cured adhesives, residual resin, etc. shall be kept to a minimum. Proceed with care
when removing such substances.
To clean FRP components, proceed per 80-T-35-0014.
Component areas which, as experience shows, become contaminated with adhesive can be covered
entirely with approved tape to prevent such contamination. With the adhesive tape as parting plane,
the adhesive is easier to remove.
5.11 Rework
Rework becomes necessary if non-permissible damage has been caused during the manufacture or
processing of FRP components. Such damage shall be eliminated per 80-T-31-2916.
DocMaster: Uncontrolled copy when printed
Page 22 80-T-31-2910 (04/2008)
6 QUALITY ASSURANCE
Unless otherwise specified in process- or component-specific design, manufacturing or QA
documents, the competent organization unit shall ensure that the following measures are taken.
6.1 Process control
Process control has to ensure that all specifications of the general and specific process specifications
as well as special requirements from the manufacturing and test plans (and/or component-specific
process specification and test instructions) are complied with.
For the process control samples to be manufactured, refer to the process-specific process
specifications.
6.1.1 Process control samples
The process control samples are used to check the process parameters.
They are to be designed in such a way that the critical curing parameters of the components (heating-
up gradient, temperature, curing time) are covered.
The process control samples cannot be used to evaluate the local pressure conditions on the
component; for such an evaluation, visual, dimensional and other non-destructive tests/inspections
need to be performed on the component.
Principally, each component has to be accompanied by a process control sample. However, for
components within a manufacturing batch which were manufactured from the same resin matrix, the
number of process control samples can be reduced if the representative character is maintained.
For components of airworthiness category III (per BOH 1-134), at least one set of process control
samples is required per autoclave batch if no other component-related requirements apply. If a
sufficient number of positive test results is obtained, the check of process control samples can be
dispensed with.
The check must be performed if there are doubts about the performed process (abnormalities,
deviations from nominal values).
For the acceptance values for the process control samples, refer to the corresponding material
specifications (e.g. MBH Part 75, IPS) or to the relevant data sheets in the process specifications 80-T.
For verification of the bonding quality, different tests methods can be applied depending on the
process control sample concept. They must be defined by QA department for each specific
component.
6.1.2 Ensuring the pretreatment by means of the blasting process
Unless otherwise specified in process- or component-specific design, manufacturing or QA
documents, the competent segment shall ensure that the following measures are taken.
Object Test scope Test
- Visual inspection per 6.2.1.1
Component All components - Surface resistance measurement per 5.4.1.3, Step 5
- Surface quality per 5.4.1.2
Prior to each
Blasting medium Check for compliance with Data Sheet 5
application
System, parameter Prior to and Check and documentation of adjustment. Irregularities in the
(air pressure, discharge during each blasted surface are not permissible and their causes must
rate) application immediately be eliminated.
DocMaster: Uncontrolled copy when printed
Page 23 80-T-31-2910 (04/2008)
6.2 Non-destructive component test
The laminates and/or parts shall be tested after manufacture and after each further work step (e.g.
component completion or surface pretreatment).
For general guidelines for testing FRP components, see AITM 6-0011.
According to: test plan (and/or component-specific test instruction).
6.2.1 Test methods
For the performance of component testing, the following NDT methods are available.
6.2.1.1 Visual inspection according to QVA-Z10-25-00
For quality characteristics, see 6.2.2.
6.2.1.2 Dimensional check
Check for compliance with system dimensions and connecting dimensions per manufacturing
document. Check thickness tolerances.
Curvatures deviating from the specified contour are not permitted.
For the specifications refer to the test plan (and/or the component-specific test instruction).
If the manufacturing document contains no laminate thickness specifications, the nominal values shall
be calculated by means of the following formula and the tolerances be determined:
d thickness in mm
n number of layers
mF fiber weight per unit area in g/m2 (nominal value per material specification,
Manual Part 75)
δF fiber density in g/cm3 (nominal value per material specification,
Manual Part 75)
φF fiber volume content (nominal %) (nominal upper and lower limit values per
material specification tolerance range)
6.2.1.3 Tapping test according to QVA-Z10-46-26
Typical application: identification of interlaminar and/or bonding errors especially on sandwich
components.
6.2.1.4 Ultrasonics - Through-Transmission according to AITM6-4002
Typical application: non-conformances such as porosities and delaminations.
6.2.1.5 Ultrasonics - Pulse-Echo according to AITM6-4005
Typical application: determination of extension and depth of non-conformances.
Also laminate thickness measurement.
6.2.1.6 Immersion Through-Transmission according to AITM6-4002
Typical application: non-conformances such as porosities and delaminations.
DocMaster: Uncontrolled copy when printed
Page 24 80-T-31-2910 (04/2008)
6.2.1.7 Radiographic inspection according to QVA-Z10-56-01
Typical application: determination of volume defects, e.g. porosity, foreign bodies.
6.2.1.8 Leak test according to AITM6-9003 or AITM6-9005
Typical application: leak test of sandwich structures.
6.2.2 Allowable component qualities
Quality characteristics and, if applicable, permissible non-conformances are listed below. For a
specific component, other requirements and exceptions may be specified in the design document (e.g.
QRS).
6.2.2.1 Surface condition
Unless otherwise specified in the design documents (e.g. QRS), the requirements per LN 29506 shall
apply.
In deviation/additionally, the following requirements shall apply
Quality characteristic Explanation Permissible value Remarks
Prior to bonding
Blasting medium residue
Foreign bodies Not permissible —
and contamination
Pretreated surface — Acc. to design documents —
Cured component parts
Surface: 3 mm2
Pores Pore fields —
Depth: t ≤ 0,1 mm
Hollows at the laminate
surface, with or without Dia. ≤ 5 mm;
connection with the at a distance ≥ 50 mm —
surface between two pores
Resin-free areas — non admissible —
Collapse of top layer
Telegraphing between two honeycomb Depth: t ≤ 0,2 mm —
webs
Cutting traces — Not permissible —
Solvent test with MEK
Tacky surfaces — Not permissible
and/or acetone
Resin-rich areas — Not permissible —
Caution: Broken resin coats or color deviations are indicative of low-pressure curing which may
be the cause of e.g. interlaminar defects in deeper layers. More comprehensive non-
destructive tests may have to be carried out on such components.
DocMaster: Uncontrolled copy when printed
Page 25 80-T-31-2910 (04/2008)
6.2.2.2 Inner quality
Fiber volume content:
Depending on the resin content and thickness ratio (fiber/resin), the nominal fiber volume content of
specific materials can vary. Following rule applies:
Unless otherwise specified in the product-related material specifications (IPS, 75-T) or design
documents (e.g. QRS), the following general nominal fiber volume content for monolithic FRP
components is:
CFRP : ϕF = 60 ± 4 %
GFRP : ϕF = 46 ± 4 %
The fiber volume content can theoretically be calculated using the following formula:
A Thickness measurement
Creases in the laminate are not permissible.
d thickness in mm measured
n number of layers per design document
mF fiber weight per unit area in g/m2 - material specification (Manual Part 75) or
from
δF fiber density in g/cm3 - incoming certificate
φF fiber volume content
B Percentage by weight
from wet or thermal decomposition analysis per QVA-Z10-46-12:
ψH resin percentage by weight % measured
ψF fiber percentage by weight %
QH resin density g/cm3 - material specification (Manual Part 75) or
from
QH fiber density g/cm3 - incoming certificate
DocMaster: Uncontrolled copy when printed
Page 26 80-T-31-2910 (04/2008)
The following requirements also apply:
Quality
Explanation Permissible value Remark
characteristic
General requirements
∆ ≤ 5° in cured
∆ ≤ 5° for fabric / tape
condition
Layering tolerances in the
Non-conforming process
fiber direction (without permissible semi- ∆ ≤ 5° in cured
finished product tolerance) ∆ ≤ 3° for tape (ATL)
condition
Creases — Not permissible —
Resin cracks — non admissible —
Foreign bodies Such as clamps, foil residues Not permissible —
Splintering — Not permissible —
Separation between two
Delamination Not permissible —
adjacent layers
Monolithic fiber composite components
≤ 2,5 Vol.% See QRS for
Volume porosity Distributed over the thickness
( ≙ cutting surfaces %) permissible area size
Intermediate layer Concentrated between two See QRS for
per AITM6-4005
porosity layers permissible area size
Sandwich components
Separation between core and See QRS for
Faulty bondings Not permissible
top laminate permissible area size
Honeycomb max. 6 mm over a length of
—
contraction l = 30 mm
Sandwich components must
Per AITM6-9003
Sealed condition be supplied in sealed —
and AITM6-9005
condition
Crushed area not open
Crushed core —
towards the edge
6.3 Documentation
All component data affecting the quality of the component shall be recorded in the manufacturing
documents. The results of all inspections are to be used for the approval of the component and/or to
initiate corrective actions.
6.4 Life Data Sheet [LDS]
Execution per QVA-Z04-05-00.
DocMaster: Uncontrolled copy when printed
Page 27 80-T-31-2910 (04/2008)
6.5 Qualification sample (First Part Qualification)
Qualification samples are used to substantiate the internal quality and to demonstrate that the
theoretical requirements of Engineering are fulfilled by the component. The inspection of the
qualification samples is the responsibility of Engineering.
Qualification samples (sections) to be subjected to destructive testing must be representative of the
components delivered. It is planned to provide and test such a sample at the latest at the beginning of
series manufacture.
Changes to the production process or material changes are subject to a renewed qualification test or
shall be covered by a residual qualification within the scope of the first article inspection. The
competent technical department is responsible for preparing the report. This completes the
qualification procedure.
Execution and organization per QVA-Z04-11-00
6.6 First article inspection
See QVA-Z09-16-00.
DocMaster: Uncontrolled copy when printed
Page 28 80-T-31-2910 (04/2008)
7 SAFETY AND HEALTH
Apply the local safety regulations.
It is the responsibility of the user of this standard to establish appropriate safety and health practices
and determine the applicability of regulatory limitations prior to use.
8 PROCESS FLOW CHART
The work sequence for the individual processes (see 1) is illustrated in the process-specific process
specifications
DocMaster: Uncontrolled copy when printed
Process Specification
Manufacture of Structural Fiber Reinforced 80–T–31–2910
Plastic (FRP) Components, General Data Sheet 3
Issue: 11/97
– Airbus Program – Page 1 / 1
For the drying of honeycomb binding materials see 80–T–31–2909.
Earlier issue: 04/90
Copying of this document, and giving it to others and the use or communication of the contents thereof, are forbidden without express authority. Offend-
ers are liable to the payment of damages. All rights are reserved in the event of the grant of a patent or the registration of a utility model or design.
DocMaster: Uncontrolled copy when printed
Process Specification
Manufacture of Structural Fiber-Reinforced Plastic 80-T-31-2910
(FRP) Components, General Data Sheet 5
Issue: 07/2007
Page 1 of 1
- Approved Blasting Media for Surface Pretreatment
by means of the Sandblasting Method -
Product Blasting medium Rösler Duroplast RDP II
Manufacturer Rösler Oberflächentechnik GmbH
Condition Irregular, angular grain
Appearance Powdery, mostly whitish, partly color-pigmented
Composition Cured molding compound from urea resin
Standard MIL-P-85891A
Abrasive treatment of FRP surfaces by means of the compressed air
Application
blasting method with minimal effect on the material.
Bulk weight approx. 0,8 kg/l
Hardness 3,5 Mohs
max. processing temperature 150 °C
Technical data
Density ca. 1,5 g/cm³
0,1 – 0,2 mm
Grain size
0,2 – 0,5 mm
Form of delivery: Packed in 25 kg palleted plastic bags secured with shrink foil
Storage/storage life Unlimited if packed in closed bags and stored dry
Previous issue:
The reproduction, distribution and utilization of this document as well as the communication of its contents to others without explicit authorization is
prohibited. Offenders will be held liable for the payment of damages. All rights reserved in the event of the grant of a patent, utility model or design.
DocMaster: Uncontrolled copy when printed
Process Specification
Manufacture of Structural Fiber-Reinforced 80-T-31-2910
Plastic (FRP) Components, General Appendix 1
Issue: 04/2008
Page 1 of 4
- Auxiliary Materials -
Auxiliary Manufacturer/ Operating
Product/Material specification Remarks 1)
material Supplier temperature
Release agent PAT 602 For metal jigs only
PAT 619A —
Würtz / — - Not to be used on component
areas to be bonded
PAT 607/FB - Not to be used on
components to be coated with
surface protection/paints
Release ALL 19 Airtech / Aero
—
Release ALL 30 Consultants
Marbocoat TRE 45 ECO Marbo / —
For Airbus program only
Frekote 700NC Frekote Inc. / Henkel
Sprüh mit Teflon P3 Norton Pampus / — Not for furnishing parts
Water shield Zyvax / — —
DuPont Coatings Only for production or
Release Systems application of/on Viton pressure
Permacote 425
/Nordmann Rassmann pads, no direct contact with
GmbH component
Approved only for application in
Assembly per 80-T-39-0118.
Renlease QZ 5111 Huntsman Exception: vertical stabilizer
fairing parts without direct
contact with the component
Skin care SBS 40 Drager / — RT
Dr. Carl Wilden Neu–
Cewi–san–”E” protective emulsion RT
Isenburg / — No direct contact with prepregs
Therm GmbH Dr. Carl
Physioderm skin care cream Thomas / — RT
Bieberach
Cotton protective Basis Arbeitsschutz White starch-free
3/TL–26/28W 3/TL–26/36W RT
gloves GmbH / — cotton gloves
Protective gloves Basis Arbeitsschutz
Protective gloves Talcum-free RT
GmbH / —
Dermatril, article 740 — / KCl — RT
Peel ply Hexforce T0098 / IPS 12-01-001-01 (old:
Hexcel / Wela Not for furnishing parts
Wela T0098/75–T–2–7202–1–1)
Release Ply G / 75–T–2–7202–2–1 / IPS 12- Airtech / Aero
—
01-001-04 Consultants
HexPly M21-48%/F08111 /
Hexcel Prepreg peel ply
IPS 12-01-002-05
Not for:
51789 SRB / 75–T–2–7202–4–1 PFG / FUS – surfaces to be bonded
– surfaces to be varnished
1)
Unless otherwise specified, the listed products are released for 180°C curing cycles
Previous issue: 07/2007
The reproduction, distribution and utilization of this document as well as the communication of its contents to others without explicit authorization is
prohibited. Offenders will be held liable for the payment of damages. All rights reserved in the event of the grant of a patent, utility model or design.
DocMaster: Uncontrolled copy when printed
Page 2 80-T-31-2910 Appendix 1 (04/2008)
Manufacturer/ Operating
Auxiliary material Product/Material specification Remarks 1)
Supplier temperature
Absorbent fabric Glass filament fabric 8.4544.6
Glass filament fabric 8.4565.6
Interglas, Sherborn, GB
No impregnation with release
Glass filament fabric 8.4567.6 Brochier
agent permitted
/—
Glass filament fabric 8.4568.6
Glass filament fabric 8.4546.6
Vacuum foils Wrightlon WL 5400 — 125°C
Wrightlon WL 7400 —
IPPLON BW 900 — 125°C
IPPLON DP 1000 Airtech / Aero —
IPPLON WN 1500 Consultants —
Securlon L2000 —
For intermediate vacuum at RT,
ARB 100 RT
no direct contact with component
PATS W 215
MF–Folien GmbH / — Not for furnishing parts
PATS W 230
HS 800 For furnishing parts only 160°C
HS 8171 Richmond Corp. / FUS —
PRO RAP For furnishing parts only 120°C
Courtaulds Advanced For intermediate vacuum at RT,
Tygavac LRB100 RT
Materials no direct contact with component
Aeration fabric RC 3000–10
RC 3000–10 FR Richmond Corp. / FUS —
A 3000
RC 4927 Caruso/ –
Airtech / Aero —
Airweave N10
Consultants
Adhesive tapes Direct contact with uncured
prepreg is permitted, the
Permacell PS1 rot Stokvis / Delta V
adhesive tape can stay on the
component
MPC 10617 CMC–Klebtechn. / — —
Tesa 4541 — 125°C
Tesa 4651 — 125°C
Beiersdorf / —
Tesa 4304 RT
Tesa 4964 RT
For honeycomb processing only
24262 Büttig / — RT
Corehold Airtech / — RT
Airtech / Aero 1(HT): no direct contact with the
Flashbreaker 1 + 2 + 1(HT)
Consultants component
Flash Tape Richmond Corp. / FUS —
Scapa Ag Not suitable for components to be
Scapa C1601
Schweiz painted
no direct contact with the
Scotch 5490 PTFE adhesive tape
component
3M
Scotch 855 no direct contact with prepreg 125°C
S – E 5106 Identical to Flashbreaker 1
Stokvis
S – E 5108 Identical to Flashbreaker 2
For rework per 80-T-31-2916, no
Scotch 425 Al adhesive tape 3M 125°C
direct contact with component
1)
Unless otherwise specified, the listed products are released for 180°C curing cycles
DocMaster: Uncontrolled copy when printed
Page 3 80-T-31-2910 Appendix 1 (04/2008)
Manufacturer/ Operating
Auxiliary material Product/Material specification Remarks 1)
Supplier temperature
Separating foils A 5000 P Richmond Corp / — 125°C
A 4000 P C (transparent) Not for FRP surfaces to be
Airtech / Aero Consultants
R (red) varnished and bonded
Tedlar E 3760 white Du Pont / FUS To be used also as laminating foil
VAK PAK E 4760 Du Pont / FUS Identical to Wrightlon 4600
Not for components and areas to
Chemstick 700 - 3 S Saint Gobain be varnished, identical to type
008 - SC 3N
Not for components to be
PTFE glass fabric type 008-SC-3N Synthetica
varnished
WL 4500 (transparent) Airtech / Aero Consultants —
WL 4600 Airtech / Aero Consultants — 125°C
WL 5200 Airtech / Aero Consultants —
Nowoflon ET 6235 Nowofol / — Not for furnishing parts
Nowoflon ET 6235P Nowofol / — Not for furnishing parts
TMR 10 SM3 Du Pont / Krempel Identical to E 3760
Covering paper MP 750 Kohlhof / — — RT
MP 950 Kohlhof / — — RT
Protective rubber mats SMC 950 Richmond / FUS Not for furnishing parts
Airpad Airtech / Aero Consultants No direct contact with component
SRB 219 — / Courtaulds Aerospace Not for furnishing parts
Mosites 1453D Mosites / — — 125°C
Rubber pressure pads Aircast 3700 A+B Airtech / Aero Consultants —
Not to be used in case of direct
RTV–ME 625 A+B Wacker Silicone / —
partial contact with component
Viton DLLF 7090 ContiTech No direct contact with component
Advanced Composite
LTE 16–70T No direct contact with component
Group
Dow Corning / Ebalta Not for components to be
Silastic-M RTV
Kunststoff GmbH varnished
ST–ZTT–60–306 — / Gummi–Baur No direct contact with component
RTM application and general
Elastosil R401-60 (HTV) Heusinger + Salomon
application
Fixing aid
Fixing pins CFK 3x20 Krempel / — Qualification per LBC 5/89
PTFE pins Murflor ® Murtfeldt / Ihlefeld GmbH –
1)
Unless otherwise specified, the listed products are released for 180°C curing cycles
DocMaster: Uncontrolled copy when printed
Page 4 80-T-31-2910 Appendix 1 (04/2008)
Manufacturer/ Operating
Auxiliary material Product/Material specification Remarks 1)
Supplier temperature
Sealing tapes GS 213–3 —
GS 223 Airtech / Aero Consultants —
GS–43 MR —
HR–20–6 Hildebrandt / — —
ENV 025 — / Courtaulds Aerospace —
Terostat 81 Henkel Teroson/ Wegner Not for metal jigs
SM 5144–3/8” x 3/16” — / FUS —
Silicone hoses SSI 6.10–8 AW Schulze —
Tecno Plast Industr. RTM application and general
Biosil Tp ret/opaque
Technik, Düsseldorf / — application
Silicone sealing profile IDG Dichtungstechnik
SI411-60 RTM application
Kirchheim / Teck
Covering foils Hostaphan 19–1300 — 125° C
Gotthard Isolierteile / —
Hostaphan R75–1300 — 125° C
Type 100C — / Krempel — RT
Citoflex Cito Nordenia Only for application at RT RT
Max. RT application without
Hose foil Tipolen FB 243–55 Hermann Kohlhof RT
direct contact with prepreg
Cutting surfaces
FRP prepreg or dry fabric in
Conveyor belt Aster 20 AF Esbelt, S.A., Barcelona RT
Airbus program
7455–081 — / Gummi–Jäger — RT
Without direct contact with
Polyurethane CA 90 Shore — / Arthur Krüger KG RT
prepreg
Without direct contact with
7455-061 Contitech / AW Schulze RT
prepreg
Repair adhesives For rubber mats and rubber
RTV 102 Courtaulds Aerospace
pressure pads
Edge damping material Cork Grade 1237 DEINSA / Madrid —
Sandpaper For rework per
Usual Suppliers RT
80-T-31-2916
Polyamide graduated For rework per
Usual Suppliers RT
beakers 80-T-31-2916
Cleaning cloths White clean lint-free cloth for
Tricotex cloth, white the cleaning and packing of
Stoehrmann / – RT
(viscose) components. Also for rework
per 80-T-31-2916
Sontara HDH blue (Vlies) DuPont / Itex RT
Cleaning and packing
components
Wypall X80 blue (Vlies) Kimberly Clark / – RT
Kimtech pure, white (Vlies) Kimberly Clark / – For packing components only RT
White cotton cleaning cloths 1A Cramer u. Mundt Cleaning of components RT
1)
Unless otherwise specified, the listed products are released for 180°C curing cycles
DocMaster: Uncontrolled copy when printed
Você também pode gostar
- Aipi - 03 02 018Documento57 páginasAipi - 03 02 018Kenan Sofu100% (3)
- Hybrid Structure Solution For The A400M Wing Attachment FramesDocumento38 páginasHybrid Structure Solution For The A400M Wing Attachment FramesszymusgAinda não há avaliações
- 01 TCT-Stress FamiliarizationDocumento30 páginas01 TCT-Stress FamiliarizationAviationaddictAinda não há avaliações
- EASA Presentation Antennas GeneralDocumento11 páginasEASA Presentation Antennas Generalayhun100% (1)
- Composite Repair StudyDocumento31 páginasComposite Repair StudyAlexious Dhas0% (1)
- 4 - Airbus Standardization ILA 2008 - Quase.51095Documento30 páginas4 - Airbus Standardization ILA 2008 - Quase.51095Clara FatalaAinda não há avaliações
- Pretreatment of Polyamide - APSDocumento12 páginasPretreatment of Polyamide - APSolegprikhodko2809Ainda não há avaliações
- Preparing Holes For FasteningDocumento9 páginasPreparing Holes For Fasteningolegprikhodko2809100% (1)
- Wet Install of FastenersDocumento8 páginasWet Install of Fastenersolegprikhodko2809Ainda não há avaliações
- Large Scale Composites TestingDocumento38 páginasLarge Scale Composites Testingmavis16Ainda não há avaliações
- AM 2036 (10 May 2004) - Normes - Fem - GlobalDocumento68 páginasAM 2036 (10 May 2004) - Normes - Fem - Globalja_mufc_scribd100% (5)
- Maximum Rivet Pitch Study 20111115Documento18 páginasMaximum Rivet Pitch Study 20111115Jatin KhuranaAinda não há avaliações
- Asna2025: Docmaster: Uncontrolled Copy When PrintedDocumento5 páginasAsna2025: Docmaster: Uncontrolled Copy When Printedpym31Ainda não há avaliações
- Technical Notes (TN) : AirbusDocumento76 páginasTechnical Notes (TN) : AirbusHossein RashediAinda não há avaliações
- Thesis Ilhan - 10122010 - Final VersionDocumento180 páginasThesis Ilhan - 10122010 - Final VersionRamesha Aswathanarayanappa100% (2)
- Aitm 1.0010 CaiDocumento15 páginasAitm 1.0010 CaiJosé Mateus Rodrigues RangelAinda não há avaliações
- ABS10021Documento11 páginasABS10021darrow dori100% (1)
- XSA6 Chapt02Documento168 páginasXSA6 Chapt02Роман Дяченко100% (1)
- Gif2008 Workshop Composites HellardDocumento26 páginasGif2008 Workshop Composites HellardAlejandroPoloLlanaAinda não há avaliações
- BAMS 551-007 - A Structural Foaming AdhesivesDocumento17 páginasBAMS 551-007 - A Structural Foaming AdhesivesJohn Collins100% (1)
- AFFDL-TR-67-140 - Design Criteria For The Prediction and Prevention of Panel Flutter - Volume I - Criteria PresentationDocumento64 páginasAFFDL-TR-67-140 - Design Criteria For The Prediction and Prevention of Panel Flutter - Volume I - Criteria PresentationMB-RPAinda não há avaliações
- 51-70-11 Composites - Material SubstitutionDocumento10 páginas51-70-11 Composites - Material SubstitutionArmando100% (1)
- Aips06 02 006 - 7 PDFDocumento33 páginasAips06 02 006 - 7 PDFPedro Luis AceitunoAinda não há avaliações
- Nce 003452Documento939 páginasNce 003452Misbah ZaidiAinda não há avaliações
- Aips 01-02-003 2010-08 6Documento9 páginasAips 01-02-003 2010-08 6Candace FrankAinda não há avaliações
- 51 Structure PDFDocumento614 páginas51 Structure PDFAnonymous 298xlo3uU100% (1)
- General Limits: Airbus Directive (ABD)Documento11 páginasGeneral Limits: Airbus Directive (ABD)Rissi CH100% (1)
- TDS0028 Module 3 PDFDocumento47 páginasTDS0028 Module 3 PDFPusca LiviuAinda não há avaliações
- AC 21-99 Aircraft Wiring and BondingDocumento10 páginasAC 21-99 Aircraft Wiring and BondingmritsoudisAinda não há avaliações
- Airbus SB A320-53-1465 R00 Dated 08.apr.2021Documento52 páginasAirbus SB A320-53-1465 R00 Dated 08.apr.2021Pradeep K sAinda não há avaliações
- ILA06 Praesentat AIRBUS Juergen PleitnerDocumento18 páginasILA06 Praesentat AIRBUS Juergen PleitnerFernando Olmedo0% (1)
- Bonded Repair of Aircraft Composite Sandwich StructuresDocumento121 páginasBonded Repair of Aircraft Composite Sandwich StructuresDKARAG100% (3)
- A320-25-1BWX R00 Dt. 12.03.21Documento81 páginasA320-25-1BWX R00 Dt. 12.03.21Pradeep K sAinda não há avaliações
- Airbus Damage Tolerance Methodology For Composite StructureDocumento2 páginasAirbus Damage Tolerance Methodology For Composite StructureBoby AlexanderAinda não há avaliações
- Damage ToleranceDocumento105 páginasDamage ToleranceglezvecinoAinda não há avaliações
- Metallic Static Strength Training - Ed. FDocumento270 páginasMetallic Static Strength Training - Ed. FCamelia MunteanuAinda não há avaliações
- Commposite Technology at Airbus Germany Present Part and FutureDocumento20 páginasCommposite Technology at Airbus Germany Present Part and FutureAngel LagrañaAinda não há avaliações
- ABS5377Documento5 páginasABS5377BaCresAinda não há avaliações
- Tom Swift Repair To Damage Tolerant AircraftDocumento56 páginasTom Swift Repair To Damage Tolerant AircraftStephen Forness100% (2)
- Fastener FlexibilityDocumento3 páginasFastener FlexibilitySonell ShroffAinda não há avaliações
- Airbus SRM RefsDocumento9 páginasAirbus SRM RefsSungdon Joo0% (1)
- 2018 Book InitialAirworthinessDocumento434 páginas2018 Book InitialAirworthinessTAN WEI HAN0% (1)
- Fast46 6 Repair Design PDFDocumento10 páginasFast46 6 Repair Design PDFJokenny WilliamAinda não há avaliações
- Aircraft ApprovalDocumento8 páginasAircraft ApprovalrajrajeswariAinda não há avaliações
- Airbus DTA AntennaDocumento37 páginasAirbus DTA AntennaTabatha BarnesAinda não há avaliações
- A-340-200-300 AHM 439pages PDFDocumento439 páginasA-340-200-300 AHM 439pages PDFДмитрий АлиевAinda não há avaliações
- Static Metallic Manual - Mts004Documento656 páginasStatic Metallic Manual - Mts004ROUSSMAT83% (6)
- A320321 Ata51-57 B1 Vaeco PDFDocumento708 páginasA320321 Ata51-57 B1 Vaeco PDFTung Nguyen100% (1)
- Airbus Composite Structures PDFDocumento43 páginasAirbus Composite Structures PDFAnonymous mq0U43UsPAinda não há avaliações
- EASA Presentation Large AntennasDocumento23 páginasEASA Presentation Large AntennasayhunAinda não há avaliações
- BE-Teklam Product BrochureDocumento21 páginasBE-Teklam Product BrochurecthembreeAinda não há avaliações
- Advanced Certification Methodology For Composite StructuresDocumento174 páginasAdvanced Certification Methodology For Composite Structuresned34Ainda não há avaliações
- A380 WING RIB Feet CrackingDocumento9 páginasA380 WING RIB Feet CrackinggygjhkjnlAinda não há avaliações
- 51 StructureDocumento606 páginas51 StructureTauqir ahmed100% (1)
- Install of Grounding ModulesDocumento10 páginasInstall of Grounding Modulesolegprikhodko2809Ainda não há avaliações
- 151 0366 FS09 LoadsDocumento32 páginas151 0366 FS09 Loadsyuyu2k100% (5)
- Fem Result ValidationDocumento48 páginasFem Result ValidationBrian Cruz100% (2)
- 6.02 - Aircraft Materials - Non FerrousDocumento16 páginas6.02 - Aircraft Materials - Non FerroushmaterialscienceAinda não há avaliações
- LFTs For Automotive Applications PDFDocumento10 páginasLFTs For Automotive Applications PDFMario Allesina JuniorAinda não há avaliações
- 2026 Gleich KlausDocumento114 páginas2026 Gleich Klausabilio_j_vieira100% (1)
- VCNG Manual Tuga Eng Vol IIDocumento226 páginasVCNG Manual Tuga Eng Vol IIolegprikhodko280975% (4)
- Presentation Slides - Mark VIEDocumento33 páginasPresentation Slides - Mark VIEolegprikhodko2809Ainda não há avaliações
- PT Pgt25 Dle Description VCNGDocumento30 páginasPT Pgt25 Dle Description VCNGolegprikhodko2809100% (1)
- 02 GG Pgt25 Dle Description VCNGDocumento138 páginas02 GG Pgt25 Dle Description VCNGolegprikhodko2809100% (4)
- Engine Change BootstrapDocumento5 páginasEngine Change Bootstrapolegprikhodko2809Ainda não há avaliações
- PGT25DLE MaintenanceDocumento61 páginasPGT25DLE Maintenanceolegprikhodko2809100% (1)
- Oil SpecificDocumento9 páginasOil Specificolegprikhodko2809Ainda não há avaliações
- Markvie RetrofitDocumento22 páginasMarkvie Retrofitakulahtu78100% (1)
- Boeing Wingbox Structure PDFDocumento10 páginasBoeing Wingbox Structure PDFolegprikhodko2809Ainda não há avaliações
- NDT Qualification PDFDocumento13 páginasNDT Qualification PDFolegprikhodko2809Ainda não há avaliações
- FuselageDocumento5 páginasFuselageolegprikhodko2809Ainda não há avaliações
- Presentation Slides - Mark VIE PDFDocumento43 páginasPresentation Slides - Mark VIE PDFolegprikhodko2809Ainda não há avaliações
- Marking by Vibro-EngravingDocumento6 páginasMarking by Vibro-Engravingolegprikhodko2809Ainda não há avaliações
- A002M AutogyroDocumento7 páginasA002M Autogyroolegprikhodko2809Ainda não há avaliações
- Pretreatment of Polyamide - APSDocumento12 páginasPretreatment of Polyamide - APSolegprikhodko2809Ainda não há avaliações
- Preparing Holes For FasteningDocumento9 páginasPreparing Holes For Fasteningolegprikhodko2809100% (1)
- Marking by Vibro-EngravingDocumento6 páginasMarking by Vibro-Engravingolegprikhodko2809Ainda não há avaliações
- Rectification of Met Material by Shot PeeningDocumento9 páginasRectification of Met Material by Shot Peeningolegprikhodko2809Ainda não há avaliações
- Rectification of Met Material by Roll FormingDocumento8 páginasRectification of Met Material by Roll Formingolegprikhodko2809Ainda não há avaliações
- Non-Conformities of Insulation Blankets - Airbus ManualDocumento19 páginasNon-Conformities of Insulation Blankets - Airbus Manualolegprikhodko2809100% (1)
- Generalized Modeling of Drilling Vibrations. Part I: Time Domain Model of Drilling Kinematics, Dynamics and Hole FormationDocumento19 páginasGeneralized Modeling of Drilling Vibrations. Part I: Time Domain Model of Drilling Kinematics, Dynamics and Hole Formationolegprikhodko2809Ainda não há avaliações
- Install of Grounding ModulesDocumento10 páginasInstall of Grounding Modulesolegprikhodko2809Ainda não há avaliações
- Airbus Directive A1083 CDocumento50 páginasAirbus Directive A1083 Colegprikhodko2809100% (1)
- Wet Install of FastenersDocumento8 páginasWet Install of Fastenersolegprikhodko2809Ainda não há avaliações
- Draft DOH 03Documento91 páginasDraft DOH 03olegprikhodko2809100% (1)
- Sulfuric Anodizing of Aluminium AlloysDocumento17 páginasSulfuric Anodizing of Aluminium Alloysolegprikhodko2809100% (1)
- Install Solid RivetsDocumento19 páginasInstall Solid Rivetsolegprikhodko2809Ainda não há avaliações
- Руководство Учебного Центра SuperJet (Moscow)Documento174 páginasРуководство Учебного Центра SuperJet (Moscow)olegprikhodko2809100% (2)
- 5-Axis Machining Center - Linear Minumac 06-2006Documento8 páginas5-Axis Machining Center - Linear Minumac 06-2006olegprikhodko2809Ainda não há avaliações
- P1 - Duct Design IntroductionDocumento30 páginasP1 - Duct Design IntroductionAndryx MartinezAinda não há avaliações
- Saturated Salt Solutions and %RHDocumento2 páginasSaturated Salt Solutions and %RHsamman149686100% (1)
- Commissioning Valve Product BrochureDocumento14 páginasCommissioning Valve Product BrochureblindjaxxAinda não há avaliações
- i1000SR System Quick Troubleshooting GuideDocumento2 páginasi1000SR System Quick Troubleshooting GuideEarliAinda não há avaliações
- Marlinespike - Rope Breaking StrengthDocumento7 páginasMarlinespike - Rope Breaking StrengthAnonymous ycFeyuLAt100% (1)
- Osawa Catalogue 2021Documento708 páginasOsawa Catalogue 2021lorenzo.lima1706Ainda não há avaliações
- D 5431 - 93 Rdu0mzetotmDocumento4 páginasD 5431 - 93 Rdu0mzetotmJuanAinda não há avaliações
- Installation Instructions: Harley-Davidson Softail Saddlebag Mount Bracket PART# 21946Documento4 páginasInstallation Instructions: Harley-Davidson Softail Saddlebag Mount Bracket PART# 21946Justin StewartAinda não há avaliações
- 23 - Eave StrutsDocumento2 páginas23 - Eave StrutsTuanQuachAinda não há avaliações
- Ultrafast Lasers Technology and Applications (Optical Science and CRC 1st Ed., 2002) (ISBN 0824708415), Martin E. Fermann, Almantas Galvanauskas Gregg SuchaDocumento797 páginasUltrafast Lasers Technology and Applications (Optical Science and CRC 1st Ed., 2002) (ISBN 0824708415), Martin E. Fermann, Almantas Galvanauskas Gregg SuchaRokas DanilevičiusAinda não há avaliações
- Introduction To Mass Transfer - Part 1Documento39 páginasIntroduction To Mass Transfer - Part 1Biniyam haile100% (1)
- Catalyst PreparationDocumento15 páginasCatalyst PreparationVISHAL SHARMAAinda não há avaliações
- Auto Repair and Car Wash Business PlanDocumento31 páginasAuto Repair and Car Wash Business PlanKiraYagamiAinda não há avaliações
- Samyung SI-30 ManualDocumento2 páginasSamyung SI-30 ManualYan Naing0% (1)
- Nokia 6131 NFCDocumento5 páginasNokia 6131 NFCvetvetAinda não há avaliações
- Nigeria Certificate in Education Science ProgrammeDocumento215 páginasNigeria Certificate in Education Science Programmemuhammadbinali77_465Ainda não há avaliações
- MIXDECK - FAQ and Troubleshooting 01Documento8 páginasMIXDECK - FAQ and Troubleshooting 01F>F>Ainda não há avaliações
- Worktips 01 Priming of PavementsDocumento2 páginasWorktips 01 Priming of PavementsDilhara WickramaarachchiAinda não há avaliações
- BJT Common Emitter Characteristics: Experiment 6Documento5 páginasBJT Common Emitter Characteristics: Experiment 6beesahAinda não há avaliações
- Business Description: Apollo TyresDocumento4 páginasBusiness Description: Apollo TyresSrijit SahaAinda não há avaliações
- Penerapan Metode Sonikasi Terhadap Adsorpsi FeIIIDocumento6 páginasPenerapan Metode Sonikasi Terhadap Adsorpsi FeIIIappsAinda não há avaliações
- 2nd Round Selected StudentsDocumento1 página2nd Round Selected StudentsSiri KRAinda não há avaliações
- FPS Module 1Documento28 páginasFPS Module 1RickAinda não há avaliações
- A Butterfly Effect Volume 1 (Years 1 - 2)Documento362 páginasA Butterfly Effect Volume 1 (Years 1 - 2)xdyj2005Ainda não há avaliações
- Research Paper On TurbojetDocumento6 páginasResearch Paper On Turbojetqptwukrif100% (1)
- Gujarat-Ports Sector ReportDocumento17 páginasGujarat-Ports Sector ReportK. Ashok Vardhan ShettyAinda não há avaliações
- B2 First For Schools 4, Test 4 Answer Key, Reading and Use of EnglishDocumento7 páginasB2 First For Schools 4, Test 4 Answer Key, Reading and Use of EnglishAlejandro Iglesias Peón0% (1)
- Evolution of Indian TolucaDocumento28 páginasEvolution of Indian TolucaAlberto Duran IniestraAinda não há avaliações
- Estimating Crack Widths in Steel Fibre-Reinforced ConcreteDocumento12 páginasEstimating Crack Widths in Steel Fibre-Reinforced ConcreteRm1262Ainda não há avaliações
- Stephane Moses The Angel of History Rosenzweig Benjamin Scholem PDFDocumento196 páginasStephane Moses The Angel of History Rosenzweig Benjamin Scholem PDFlivehuman100% (3)