Você também pode gostar
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- D2bases PDFDocumento2 páginasD2bases PDFDaniel AlejandroAinda não há avaliações
- Living Etc, November 2020Documento3 páginasLiving Etc, November 2020Juliet BenningAinda não há avaliações
- O MM 8060 Series Iveco MotorsDocumento79 páginasO MM 8060 Series Iveco Motorsfishhunter18100% (3)
- Gas Conditioning & Processing - GLOMACSDocumento5 páginasGas Conditioning & Processing - GLOMACSCHO ACHIRI HUMPHREYAinda não há avaliações
- Ete 304 Lesson 5 EdtpaDocumento2 páginasEte 304 Lesson 5 Edtpaapi-390728855Ainda não há avaliações
- SurfaceDrilling PDFDocumento260 páginasSurfaceDrilling PDFVictor Hernan100% (3)
- Kaushik Anantha Yr 2Documento1 páginaKaushik Anantha Yr 2api-307827620Ainda não há avaliações
- Gpsa 15Documento28 páginasGpsa 15David Cortez Peralta100% (1)
- OBD CODES ChryslerDocumento3 páginasOBD CODES ChryslerRegisAraújoAbdallaAinda não há avaliações
- ASTM D95 Water ContentDocumento6 páginasASTM D95 Water ContentMuhammad Syarif Hidayatullah100% (1)
- Polo Allstar LeafletDocumento2 páginasPolo Allstar LeafletZaraki KenpachiAinda não há avaliações
- (419175521) Cotizacion Listada JacmotorDocumento3 páginas(419175521) Cotizacion Listada JacmotorLUISAinda não há avaliações
- 08 Deutz Common RailDocumento20 páginas08 Deutz Common RailGiovaniBalzaniAinda não há avaliações
- 2.even ImplementosDocumento9 páginas2.even ImplementosCristiam AguilarAinda não há avaliações
- Brochure of ICM'10Documento38 páginasBrochure of ICM'10Sherif EltoukhiAinda não há avaliações
- Android Phone Controlled Spy RobotDocumento4 páginasAndroid Phone Controlled Spy RobotInternational Journal of Innovative Science and Research Technology100% (1)
- INSY2041 Computer Organization and Architecture: Debre Berhan University Belesti YDocumento18 páginasINSY2041 Computer Organization and Architecture: Debre Berhan University Belesti YBelesti YenegetaAinda não há avaliações
- Belt Weigh Scale PDFDocumento33 páginasBelt Weigh Scale PDFMohammad AsifAinda não há avaliações
- Refurbishing A Clansman Battery: Colin Guy G4DDIDocumento2 páginasRefurbishing A Clansman Battery: Colin Guy G4DDIScott WyattAinda não há avaliações
- Drilling Fluids Manual (Amoco Production Company, 2010)Documento8 páginasDrilling Fluids Manual (Amoco Production Company, 2010)Ashley RebolloAinda não há avaliações
- Buoys-Dolphins 0 RotterdamDocumento2 páginasBuoys-Dolphins 0 RotterdamVisveswaran InbasekaranAinda não há avaliações
- 6593 PDFDocumento14 páginas6593 PDFBui Hong PhongAinda não há avaliações
- Sep Tank DesignDocumento36 páginasSep Tank Designsrinivasakannan23Ainda não há avaliações
- Ductless SPLIT SystemsDocumento16 páginasDuctless SPLIT SystemstitomottaAinda não há avaliações
- Incoterms Power Point PresentationDocumento39 páginasIncoterms Power Point Presentationanshpaul100% (1)
- Analysis and Economical Design of Water TanksDocumento6 páginasAnalysis and Economical Design of Water TanksBTEAinda não há avaliações
- Electrical Engineer Job Jebel AliDocumento1 páginaElectrical Engineer Job Jebel AliPrakash SelvarajAinda não há avaliações
- Dust Collector ValvesDocumento8 páginasDust Collector ValvesAnonymous lswzqloAinda não há avaliações
- NTB R9800 enGB-USDocumento22 páginasNTB R9800 enGB-USEnzo Miguel Sarabia Montes100% (1)
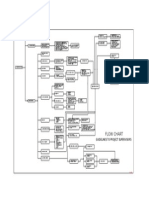
- Flow Chart: Guidelines To Project SupervisorsDocumento1 páginaFlow Chart: Guidelines To Project SupervisorsAarah KhalidAinda não há avaliações