Você também pode gostar
- Lab 6 de ManuDocumento24 páginasLab 6 de ManuGian Karloo ApumaytaAinda não há avaliações
- Lab 4 Fundición centrífuga-FINIQUITADODocumento24 páginasLab 4 Fundición centrífuga-FINIQUITADOMiguelCalderónAinda não há avaliações
- Manufactura Lab 9 URPDocumento30 páginasManufactura Lab 9 URPGerard Pajita100% (3)
- Lab 7forjado 2019 I FinalDocumento42 páginasLab 7forjado 2019 I FinalMiguel Angel Casimiro PinedaAinda não há avaliações
- LAB 08.docx AlexandraDocumento19 páginasLAB 08.docx Alexandrapaolaescobar81Ainda não há avaliações
- CUESTIONARIODocumento16 páginasCUESTIONARIORolando De la CruzAinda não há avaliações
- Lab 4 ManuDocumento40 páginasLab 4 ManuMiguelCalderónAinda não há avaliações
- Lab #10 Embutinado, AcuñadoDocumento44 páginasLab #10 Embutinado, AcuñadojoselynortizleyvaAinda não há avaliações
- Formado de Hojas MetalicasDocumento29 páginasFormado de Hojas MetalicasRous Mery0% (2)
- Laboratorio 1Documento12 páginasLaboratorio 1XIIMEEAinda não há avaliações
- LAB 4 - Fundicion Centrifuga de Metales - Docx OmarDocumento22 páginasLAB 4 - Fundicion Centrifuga de Metales - Docx OmarErasmoAinda não há avaliações
- Lab - 09 2019-1Documento48 páginasLab - 09 2019-1Javier VargasAinda não há avaliações
- Lab 04 - NuevoDocumento33 páginasLab 04 - NuevoGian Karloo ApumaytaAinda não há avaliações
- Procesos de TroqueladoDocumento24 páginasProcesos de TroqueladoEmilio GarcíaAinda não há avaliações
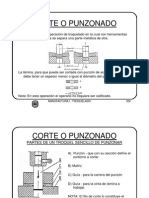
- Corte o PunzonadoDocumento28 páginasCorte o PunzonadoRafael Ramírez Medina0% (1)
- MANU 1 - LAB 1 Completo 1Documento34 páginasMANU 1 - LAB 1 Completo 1AdrianaRaquelOlivaMedinaAinda não há avaliações
- Matriz de Corte-CalculosDocumento50 páginasMatriz de Corte-Calculosmecanica2000Ainda não há avaliações
- Laboratorio 10 Embutido Reembutido Acunado Recalcado RepujadoDocumento25 páginasLaboratorio 10 Embutido Reembutido Acunado Recalcado Repujadopaolaescobar81100% (1)
- Resumenes y Cuestionarios Cap 12 - 13 - 14Documento30 páginasResumenes y Cuestionarios Cap 12 - 13 - 14zet wonAinda não há avaliações
- Lab 1 Fundicion en ArenaDocumento25 páginasLab 1 Fundicion en ArenaMiguel CandelaAinda não há avaliações
- Laboratorio 5 PulvimetalurgiaDocumento45 páginasLaboratorio 5 PulvimetalurgiaAlexander Garcia100% (2)
- Laboratorio 7 ForjadoDocumento35 páginasLaboratorio 7 Forjado'Cathi La RosaAinda não há avaliações
- 7.momento Lineal y ColisionesDocumento4 páginas7.momento Lineal y ColisionesAlvarezMartin0% (1)
- Mazarota FundicionDocumento8 páginasMazarota Fundicionemy312330Ainda não há avaliações
- Proceso y Equipo para Formado de LáminaDocumento4 páginasProceso y Equipo para Formado de LáminaTamara GarcíaAinda não há avaliações
- Lab 3 Fundición Por Inyección en Matriz o DadosDocumento34 páginasLab 3 Fundición Por Inyección en Matriz o DadosMiguel Angel Casimiro Pineda100% (2)
- Capitulo 2 FundicionDocumento35 páginasCapitulo 2 Fundiciondaniel alejandro zamora pitaAinda não há avaliações
- 05 DH Diseño de TroquelesDocumento38 páginas05 DH Diseño de Troquelesdiegograff18Ainda não há avaliações
- Estudio de Caso 1. Diseño de Un Molde de Fundición.Documento2 páginasEstudio de Caso 1. Diseño de Un Molde de Fundición.Diego AlcocerAinda não há avaliações
- Cuestionario 02Documento31 páginasCuestionario 02michael arucutipa100% (1)
- Lab 5 - Fundicion Centrifuga de MetalesDocumento26 páginasLab 5 - Fundicion Centrifuga de MetalesRudy Mujica100% (1)
- Forjado de AceroDocumento31 páginasForjado de AcerodavidpenaherreraAinda não há avaliações
- Matrices de Corte y Punzones - 2020-10-15Documento59 páginasMatrices de Corte y Punzones - 2020-10-15Cristian SchwabAinda não há avaliações
- Conformación Por Fundición en Moldes de ArenaDocumento13 páginasConformación Por Fundición en Moldes de ArenaBitterJairSanchezOsorioAinda não há avaliações
- Hoja de Procesos Chapa MetálicaDocumento3 páginasHoja de Procesos Chapa MetálicaAlex AndrangoAinda não há avaliações
- Formulario Punsonado, Doblado y EmbutidoDocumento5 páginasFormulario Punsonado, Doblado y EmbutidoChristianJMedinaAinda não há avaliações
- Practica ManufacturaDocumento3 páginasPractica ManufacturaKevin RodriguezAinda não há avaliações
- Cuestionario Fundicion Cap 10Documento18 páginasCuestionario Fundicion Cap 10Miriam Huayllas Alvarado50% (2)
- Fluidez ColdDocumento27 páginasFluidez ColdElio CRAinda não há avaliações
- Recalcado 2.0Documento11 páginasRecalcado 2.0Nayarid OcañaAinda não há avaliações
- Cuestionario 3 2020 e Tecnologia de Los MetalesDocumento14 páginasCuestionario 3 2020 e Tecnologia de Los MetalesBryan Antonio Tandazo YaguanaAinda não há avaliações
- Diseño Matriceria Corte 7Documento13 páginasDiseño Matriceria Corte 7Mayra QuizhpeAinda não há avaliações
- Quinta Evaluacion 2020-Ii Gonzales Diaz Carlos EnriqueDocumento10 páginasQuinta Evaluacion 2020-Ii Gonzales Diaz Carlos EnriqueCarlos Gonzales100% (1)
- Cuestionario Capitulo 15 EvaluacionDocumento3 páginasCuestionario Capitulo 15 EvaluacionCarla VillarteAinda não há avaliações
- Libro de Matematicas CuanticasDocumento4 páginasLibro de Matematicas CuanticasPaul SoriaAinda não há avaliações
- Cuestionario 15 Manufactura Ingenieria y TecnologiaDocumento5 páginasCuestionario 15 Manufactura Ingenieria y TecnologiaMatías Pacheco100% (1)
- Fundicion Al Vacio CompletoDocumento15 páginasFundicion Al Vacio CompletoStyven Cardenas100% (1)
- Diseño Del TroquelDocumento10 páginasDiseño Del TroquelRafael RodriguezAinda não há avaliações
- Guia de Laboratorio 07 Forjado de Metales 3Documento20 páginasGuia de Laboratorio 07 Forjado de Metales 3Anonymous 7ckoRWM0jAinda não há avaliações
- Calculos de La Mazarota y Bebederos ImportanteDocumento24 páginasCalculos de La Mazarota y Bebederos ImportantePau Lita100% (1)
- Corte y PunzonadoDocumento3 páginasCorte y PunzonadoJulián VSAinda não há avaliações
- TroquelaciónDocumento16 páginasTroquelaciónjavbuitAinda não há avaliações
- Expo Extrusion CsDocumento22 páginasExpo Extrusion Csgapc21Ainda não há avaliações
- Cuestionario Vi - Laminado PlanoDocumento18 páginasCuestionario Vi - Laminado Planoerik_tlvAinda não há avaliações
- Lab. 07 Laminado y Conformado de MetalesDocumento9 páginasLab. 07 Laminado y Conformado de MetalesLicasr134Ainda não há avaliações
- Deformación Volumetrica en El Trabajo de MetalesDocumento8 páginasDeformación Volumetrica en El Trabajo de MetalesScarlettAinda não há avaliações
- Procesos de Laminado y Trefilado PROCESOS DE FABRICACIÓN EN INGENIERÍADocumento24 páginasProcesos de Laminado y Trefilado PROCESOS DE FABRICACIÓN EN INGENIERÍAHéctor DonosoAinda não há avaliações
- Procesos de Laminado InformeDocumento17 páginasProcesos de Laminado InformeMichael TuarezAinda não há avaliações
- Lab. 06 Laminado y Conformado de MetalesDocumento9 páginasLab. 06 Laminado y Conformado de MetalesAlejandroGersonGayosoAlfaroAinda não há avaliações
- Conductores Canalizaciones y SoportesDocumento16 páginasConductores Canalizaciones y Soportesfabian andresAinda não há avaliações
- Recurso Madera Vol13Documento75 páginasRecurso Madera Vol13Adriana Del Rosario Zarate100% (1)
- Quimica TarjetasDocumento6 páginasQuimica TarjetasDemian AlAinda não há avaliações
- Aluminio y Sus Aleaciones Grupo 5Documento18 páginasAluminio y Sus Aleaciones Grupo 5Juan MartinezAinda não há avaliações
- Gmaw FinalDocumento12 páginasGmaw Finaljpenare100% (1)
- Resumen de Las 180 PreguntasDocumento38 páginasResumen de Las 180 PreguntasDarwin SánchezAinda não há avaliações
- Refinacion Del OroDocumento6 páginasRefinacion Del OroGabriel Guzman CevallosAinda não há avaliações
- Tarea N-1 Materiales MetalicosDocumento8 páginasTarea N-1 Materiales MetalicosKlinsmann DiegoAinda não há avaliações
- Trabajo Final de ELECTROLISISDocumento30 páginasTrabajo Final de ELECTROLISISAngel Q HuallpaAinda não há avaliações
- Cuestionario de Enlace QuimicoDocumento3 páginasCuestionario de Enlace QuimicoAlejandro100% (1)
- 3.2 Guía Ejercicios Nomenclatura Inorgánica QUIM100Documento16 páginas3.2 Guía Ejercicios Nomenclatura Inorgánica QUIM100Natalia OlmosAinda não há avaliações
- Trabajo Colaborativo QuimicaDocumento20 páginasTrabajo Colaborativo Quimicaandres8709Ainda não há avaliações
- Procesamiento Flotacion PrincipeDocumento28 páginasProcesamiento Flotacion PrincipeAlexander EspinozaAinda não há avaliações
- Proyecto Metalurgia LatonDocumento24 páginasProyecto Metalurgia LatonAndia Guzman Romay AlexanderAinda não há avaliações
- Quimica 10 AñoDocumento148 páginasQuimica 10 AñoAbel Vargas BAinda não há avaliações
- Carpintero Metalico Y de PVC2019 PDFDocumento60 páginasCarpintero Metalico Y de PVC2019 PDFVerónica GetteAinda não há avaliações
- Autoevaluación N°1 - Revisión de IntentosDocumento3 páginasAutoevaluación N°1 - Revisión de IntentosOctavio Fernando Picon MedinaAinda não há avaliações
- Trabajo ComercioDocumento12 páginasTrabajo ComercioDenis S. Yujra ZangaAinda não há avaliações
- Ensayo Al FuegoDocumento5 páginasEnsayo Al FuegoGUILLERMO100% (1)
- Consideraciones para La Interpretación de Los Análisis de Aceite Publicado Por Cepsa Lubricantes SDocumento5 páginasConsideraciones para La Interpretación de Los Análisis de Aceite Publicado Por Cepsa Lubricantes Snestor mospanAinda não há avaliações
- Dilucion Del OroDocumento8 páginasDilucion Del OroChristian Carrera Muñoz100% (1)
- Cuestionario Cluster 2009Documento22 páginasCuestionario Cluster 2009Valeria QuirozAinda não há avaliações
- Apuntes de Quimica Del Estado SolidoDocumento565 páginasApuntes de Quimica Del Estado SolidoRobert CazarAinda não há avaliações
- Metalurgia de La SoldaduraDocumento117 páginasMetalurgia de La SoldaduraPer DC80% (5)
- ELECTROQUIMICA (Grupo 5)Documento26 páginasELECTROQUIMICA (Grupo 5)nathalyAinda não há avaliações
- Desarrollo de Un Aglutinante OrgánicoDocumento180 páginasDesarrollo de Un Aglutinante OrgánicoAnnelle PalafoxAinda não há avaliações
- Tabla PeriodicaDocumento16 páginasTabla Periodicapepe espinosa0% (2)
- Ejercicios CorrosionDocumento17 páginasEjercicios CorrosionAyr TonAinda não há avaliações
- Zincado y Latonado de Monedas de CobreDocumento9 páginasZincado y Latonado de Monedas de CobreMichael Cumbillo100% (1)
- Drude PDFDocumento11 páginasDrude PDFluchatosAinda não há avaliações