Você também pode gostar
- Guide To Installing CMGSoftware On Windows - Oct2017Documento18 páginasGuide To Installing CMGSoftware On Windows - Oct2017Baffour EnninAinda não há avaliações
- Puerta1 Puerta2 Puerta3 Puerta4 Numero de Documento HoraDocumento52 páginasPuerta1 Puerta2 Puerta3 Puerta4 Numero de Documento HoraDaniel FelipeAinda não há avaliações
- Uydt 5 YudDocumento4 páginasUydt 5 YudDaniel FelipeAinda não há avaliações
- Puerta1 Puerta2 Puerta3 Puerta4 Numero de Documento HoraDocumento52 páginasPuerta1 Puerta2 Puerta3 Puerta4 Numero de Documento HoraDaniel FelipeAinda não há avaliações
- SPE 139239 Effects of Induced Migration of Fines On Water Cut During WaterfloodingDocumento19 páginasSPE 139239 Effects of Induced Migration of Fines On Water Cut During WaterfloodingAdri Coca SuaznabarAinda não há avaliações
- SPE-171076-MS The Role of Asphaltenes in Emulsion Formation For Steam Assisted Gravity Drainage (SAGD) and Expanding Solvent - SAGD (ES-SAGD)Documento14 páginasSPE-171076-MS The Role of Asphaltenes in Emulsion Formation For Steam Assisted Gravity Drainage (SAGD) and Expanding Solvent - SAGD (ES-SAGD)Daniel FelipeAinda não há avaliações
- Possible Role of Asphaltenes in Stabilization of Water-In-Crude Oil EmulsionsDocumento2 páginasPossible Role of Asphaltenes in Stabilization of Water-In-Crude Oil EmulsionsDaniel FelipeAinda não há avaliações
- SPE-190057-MS Asphaltenes Contribution in Emulsion Formation During Solvent-Steam ProcessesDocumento12 páginasSPE-190057-MS Asphaltenes Contribution in Emulsion Formation During Solvent-Steam ProcessesDaniel FelipeAinda não há avaliações
- Rheological Response of Viscoelastic Asphaltene Films and The Effect On Drop Coalescence.Documento31 páginasRheological Response of Viscoelastic Asphaltene Films and The Effect On Drop Coalescence.Daniel FelipeAinda não há avaliações
- Spe 178034 MS PDFDocumento21 páginasSpe 178034 MS PDFDaniel FelipeAinda não há avaliações
- Mapa Geologico Con PlegamientosDocumento2 páginasMapa Geologico Con PlegamientosDaniel FelipeAinda não há avaliações
- WerhdgukdtyjDocumento75 páginasWerhdgukdtyjDaniel FelipeAinda não há avaliações
- ASTM D95-05 (Metodo de Prueba Estandar para Agua en Productos Del Petroleo y Materiales Bituminosos Por Destilación) PDFDocumento6 páginasASTM D95-05 (Metodo de Prueba Estandar para Agua en Productos Del Petroleo y Materiales Bituminosos Por Destilación) PDFDaniel FelipeAinda não há avaliações
- ASTM D86-11a (Metodo de Prueba Estandar para Destilación de Productos Del Petroleo A Presión Atmosferica)Documento27 páginasASTM D86-11a (Metodo de Prueba Estandar para Destilación de Productos Del Petroleo A Presión Atmosferica)Anonymous gBMz178Ainda não há avaliações
- ASTM D86-11a (Metodo de Prueba Estandar para Destilación de Productos Del Petroleo A Presión Atmosferica)Documento27 páginasASTM D86-11a (Metodo de Prueba Estandar para Destilación de Productos Del Petroleo A Presión Atmosferica)Anonymous gBMz178Ainda não há avaliações
- ASTM D287-92 (Metodo de Prueba Estandar para Gravedad API de Petroleo Crudo y Productos Del Petroleo Metodo Del Hidrómetro)Documento3 páginasASTM D287-92 (Metodo de Prueba Estandar para Gravedad API de Petroleo Crudo y Productos Del Petroleo Metodo Del Hidrómetro)Juan MonjeAinda não há avaliações
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (120)
- Pulley Systems Printed Handout - HeilmanDocumento46 páginasPulley Systems Printed Handout - HeilmanGerman ToledoAinda não há avaliações
- Air Ventilation & Housing.Documento25 páginasAir Ventilation & Housing.Mrs RehanAinda não há avaliações
- 9686-6160-JSA-000-0041 - B1 JSA For UPS & Batteries Pre-Com & CommissioningDocumento12 páginas9686-6160-JSA-000-0041 - B1 JSA For UPS & Batteries Pre-Com & CommissioningKhan Wasim100% (1)
- Vc-90200.01.03-En Ecoline DJDocumento6 páginasVc-90200.01.03-En Ecoline DJGary IrawanAinda não há avaliações
- Opgc Owners Engineer - CPPDocumento18 páginasOpgc Owners Engineer - CPPwas00266Ainda não há avaliações
- KSG 5K DMDocumento2 páginasKSG 5K DMGirasolar solarAinda não há avaliações
- Job Safety AnalysisDocumento2 páginasJob Safety AnalysisSenthooran Srikandaraj100% (1)
- Interactive Schematic: This Document Is Best Viewed at A Screen Resolution of 1024 X 768Documento20 páginasInteractive Schematic: This Document Is Best Viewed at A Screen Resolution of 1024 X 768Angga supriyantoAinda não há avaliações
- Pump Head CalculationDocumento6 páginasPump Head CalculationSHANTANU PATHAKAinda não há avaliações
- Whirlpool Awm 4120Documento16 páginasWhirlpool Awm 4120Zoran ProkicAinda não há avaliações
- Year 7 Activity Pack Samples - UNIT 7IADocumento11 páginasYear 7 Activity Pack Samples - UNIT 7IAAFuentesCaballeroAinda não há avaliações
- Food and Nutrition EssayDocumento5 páginasFood and Nutrition EssayKavi BharathiAinda não há avaliações
- Biorefining-Business PlanDocumento18 páginasBiorefining-Business PlanNida FarrukhAinda não há avaliações
- S8VM Power Supplies Will Be Discontinued February 2019: Overview SummaryDocumento27 páginasS8VM Power Supplies Will Be Discontinued February 2019: Overview Summaryrizky nurmansyahAinda não há avaliações
- California Air Tools 20040SPCAD Owner's Manual 11-18Documento16 páginasCalifornia Air Tools 20040SPCAD Owner's Manual 11-18mmeneses07Ainda não há avaliações
- Fuel Cells and Its Applications (Che 694)Documento15 páginasFuel Cells and Its Applications (Che 694)kolade olayodeAinda não há avaliações
- Hysil Brochure MailDocumento19 páginasHysil Brochure Mailsudershan_babbarAinda não há avaliações
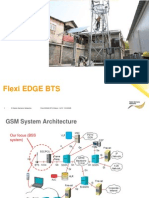
- Flexi Bts Nokia SeimensDocumento16 páginasFlexi Bts Nokia SeimensSarah AndersonAinda não há avaliações
- Iq8Control C: 117 MM Esserbus-Plus, Loop 1 Loop 2 Esserbus TransponderDocumento2 páginasIq8Control C: 117 MM Esserbus-Plus, Loop 1 Loop 2 Esserbus TranspondermotaAinda não há avaliações
- FM Course OutlineDocumento4 páginasFM Course Outlinev rajuAinda não há avaliações
- Instruction Manual IRN37 160K ofDocumento94 páginasInstruction Manual IRN37 160K ofLêDuyAinda não há avaliações
- Lecture Notes 08Documento25 páginasLecture Notes 08Abdul Hakeem Semar KamaluddinAinda não há avaliações
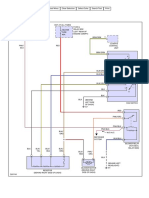
- Calefaccion Mazda 3 2006 - 2010Documento2 páginasCalefaccion Mazda 3 2006 - 2010Jhon ConnorAinda não há avaliações
- Data Acquisition TechniquesDocumento25 páginasData Acquisition TechniquesZarWinAinda não há avaliações
- Solenoid Valve 3V Series Air Valve 3A Series: Pneumatic PneumaticDocumento8 páginasSolenoid Valve 3V Series Air Valve 3A Series: Pneumatic PneumaticVivin Welroy RodriguesAinda não há avaliações
- Sizing Phase-Change Energy Storage Units For Air-Based Solar Heating SystemsDocumento5 páginasSizing Phase-Change Energy Storage Units For Air-Based Solar Heating Systemsfabio1199Ainda não há avaliações
- Conf Telecom April2012Documento4 páginasConf Telecom April2012Harish KurupAinda não há avaliações
- 24" (61 CM) Electric Single and Double Built-In Oven: Product Model Series Overall DimensionsDocumento1 página24" (61 CM) Electric Single and Double Built-In Oven: Product Model Series Overall DimensionsHewa PCAinda não há avaliações
- Assignment 1 Reservoir EngineeringDocumento4 páginasAssignment 1 Reservoir EngineeringMarlisa SalamatAinda não há avaliações
- Preview 2006+ASHRAE+HANDBOOKDocumento8 páginasPreview 2006+ASHRAE+HANDBOOKashraf haniaAinda não há avaliações