Você também pode gostar
- Consumer Electronics Servicing Learning Module 130610203451 Phpapp02Documento145 páginasConsumer Electronics Servicing Learning Module 130610203451 Phpapp02Maureen Pusing80% (10)
- Chapter 2 - Silicon Wafer ManufacturingDocumento35 páginasChapter 2 - Silicon Wafer ManufacturingAmriAinda não há avaliações
- VLSI Fabrication Process PDFDocumento6 páginasVLSI Fabrication Process PDFMagotra 9301Ainda não há avaliações
- The CMOS Fabrication: BITS Pilani, Pilani CampusDocumento43 páginasThe CMOS Fabrication: BITS Pilani, Pilani Campusrktiwary256034Ainda não há avaliações
- Lecture 2 The Manufacturing Process 2020Documento48 páginasLecture 2 The Manufacturing Process 2020Noam ShemlaAinda não há avaliações
- SOI TechnologyDocumento12 páginasSOI Technologycomputer48Ainda não há avaliações
- VLSI Physical Design Automation: Lecture 2. Review of Device/VLSI/AlgorithmDocumento42 páginasVLSI Physical Design Automation: Lecture 2. Review of Device/VLSI/AlgorithmarunAinda não há avaliações
- By Prachi Sharama Dept. of ECE, Banasthali University, BanasthaliDocumento24 páginasBy Prachi Sharama Dept. of ECE, Banasthali University, BanasthaliKulwant YadavAinda não há avaliações
- Micro-Electro-Mechanical Systems: Presented byDocumento37 páginasMicro-Electro-Mechanical Systems: Presented byneelisatyaphanikumarAinda não há avaliações
- Dasar Design CMOS TransistorDocumento49 páginasDasar Design CMOS Transistormaqbulloh darojatiAinda não há avaliações
- The Mainstreaming of SOI: G. K. Celler and Andrew WittkowerDocumento4 páginasThe Mainstreaming of SOI: G. K. Celler and Andrew WittkowerMarco Aurélio DonatoAinda não há avaliações
- 04 VlsiDocumento12 páginas04 VlsiMd. Abdul MukitAinda não há avaliações
- Lec 3 Thermal OxidationDocumento21 páginasLec 3 Thermal OxidationVikram MeenaAinda não há avaliações
- Chapter 3 Fabrication of Cmos Integrated Circuits Jin Fu Li Department of Electrical Engineering National Central University Jhongli TaiwanDocumento37 páginasChapter 3 Fabrication of Cmos Integrated Circuits Jin Fu Li Department of Electrical Engineering National Central University Jhongli TaiwanYusra AmeenAinda não há avaliações
- Lec - 14 Diffusion - Theory of DiffusionDocumento62 páginasLec - 14 Diffusion - Theory of DiffusionGAURAV CHHETRIAinda não há avaliações
- NSE - 847 Essentials of NEMS/MEMS: in The Name of ALLAH, The Most Gracious, The Most MercifulDocumento49 páginasNSE - 847 Essentials of NEMS/MEMS: in The Name of ALLAH, The Most Gracious, The Most MercifulBahroz RashidAinda não há avaliações
- Lecture MEMS Materials and Fabrication - Part1Documento28 páginasLecture MEMS Materials and Fabrication - Part1Deepak kumar singhAinda não há avaliações
- Thin Film DepositionDocumento42 páginasThin Film DepositionNguyên Đỗ DuyAinda não há avaliações
- CH 02 FabricationDocumento55 páginasCH 02 FabricationUPADHYAY SHIVANSHAinda não há avaliações
- T2 VLSI FabricationDocumento24 páginasT2 VLSI FabricationM. Bilal NoorAinda não há avaliações
- Chapter 6 Thermal OxDocumento22 páginasChapter 6 Thermal OxheAinda não há avaliações
- Chapter 2 Modern CMO - 2Documento27 páginasChapter 2 Modern CMO - 2heAinda não há avaliações
- Cmos TechnologyDocumento49 páginasCmos TechnologyAyush SrivastavaAinda não há avaliações
- 95 2 Semiconductor PDFDocumento27 páginas95 2 Semiconductor PDFsumitzz4737Ainda não há avaliações
- Operation and FabricationDocumento27 páginasOperation and Fabricationsaiteja kothapalliAinda não há avaliações
- Bulk Micromachining For MicrosystemsDocumento44 páginasBulk Micromachining For MicrosystemsSai Lavanya VedhanabhatlaAinda não há avaliações
- MEMS Design Chap 2-MEMS ProcessesDocumento31 páginasMEMS Design Chap 2-MEMS ProcessesvuonglupAinda não há avaliações
- CH 03 CMOS Fabrication Part 01Documento18 páginasCH 03 CMOS Fabrication Part 01muneeb.abrarAinda não há avaliações
- Oxidation PPT PDFDocumento72 páginasOxidation PPT PDFdajAinda não há avaliações
- Integrated Circuit (IC) FabricationDocumento39 páginasIntegrated Circuit (IC) FabricationSHAIK MUSTHAFAAinda não há avaliações
- Introduction To VLSI Fabrication Technologies: Emanuele BaravelliDocumento38 páginasIntroduction To VLSI Fabrication Technologies: Emanuele BaravelliNelarapuMaheshAinda não há avaliações
- Chapter 9 Thin Film Deposition - IDocumento42 páginasChapter 9 Thin Film Deposition - IQuốc ThắngAinda não há avaliações
- RF Sputtering: A Viable Tool For MEMS Fabrication: Sudhir Chandra, Vivekanand Bhatt and Ravindra SinghDocumento14 páginasRF Sputtering: A Viable Tool For MEMS Fabrication: Sudhir Chandra, Vivekanand Bhatt and Ravindra SinghPhạm Việt DũngAinda não há avaliações
- Zhao 2020 Nanotechnology 31 205201Documento8 páginasZhao 2020 Nanotechnology 31 205201anbuAinda não há avaliações
- Advanced VLSI Design CMOS Processing TechnologyDocumento15 páginasAdvanced VLSI Design CMOS Processing TechnologysamactrangAinda não há avaliações
- Experimental Techniques in PhysicsDocumento41 páginasExperimental Techniques in PhysicsTejinder SinghAinda não há avaliações
- Q1) "There Is Aplenty of Room at The Bottom",by Feynman: Method 1Documento7 páginasQ1) "There Is Aplenty of Room at The Bottom",by Feynman: Method 1Gopinath ChakrabortyAinda não há avaliações
- Silicon Nitride Films Deposited by RF Sputtering For Microstructure Fabrication in MEMSDocumento11 páginasSilicon Nitride Films Deposited by RF Sputtering For Microstructure Fabrication in MEMSbehzadjaziAinda não há avaliações
- 18ECE302T-U1-L8 Thin Film DepositionDocumento20 páginas18ECE302T-U1-L8 Thin Film Depositionamitava2010Ainda não há avaliações
- Write A Note On Classification of IC and IC Packages. (Dec 2017)Documento60 páginasWrite A Note On Classification of IC and IC Packages. (Dec 2017)5060 Karthikeyan. MAinda não há avaliações
- VLSI Unit 2 Technology - SDocumento52 páginasVLSI Unit 2 Technology - SIndrajeet GautamAinda não há avaliações
- Design of Photoanode Based On Tio Nanowire Embedded Ag Nanoparticles For Potential Dye-Sensitized Solar Cells (DSSCS)Documento21 páginasDesign of Photoanode Based On Tio Nanowire Embedded Ag Nanoparticles For Potential Dye-Sensitized Solar Cells (DSSCS)Salam Surjit SinghAinda não há avaliações
- Lecture 42Documento18 páginasLecture 42Nathan KemboAinda não há avaliações
- Chapter 9 Thin Film Deposition - I - Karthik CVDDocumento29 páginasChapter 9 Thin Film Deposition - I - Karthik CVDSanthosh ManoharanAinda não há avaliações
- 3 Thermal Oxidation PDFDocumento37 páginas3 Thermal Oxidation PDFGaurav SumanAinda não há avaliações
- Cmos Fabrication Process: BY M.Subtain Safdar Moiz HussnainDocumento10 páginasCmos Fabrication Process: BY M.Subtain Safdar Moiz HussnainMoiz HussnainAinda não há avaliações
- Lec4.Integrated CircuitsDocumento6 páginasLec4.Integrated Circuitsahmed yuosifAinda não há avaliações
- Microfabrication: Yash V. Kankal Roll No.Documento31 páginasMicrofabrication: Yash V. Kankal Roll No.yogesh_lonkarAinda não há avaliações
- Chapter 6 Thermal Oxidation - I Bo CuiDocumento23 páginasChapter 6 Thermal Oxidation - I Bo CuisbotacondAinda não há avaliações
- 3.4.1.2 Silicon On Insulator: Chapter 3 CMOS Processing TechnologyDocumento1 página3.4.1.2 Silicon On Insulator: Chapter 3 CMOS Processing TechnologyCarlos SaavedraAinda não há avaliações
- 2010 Kiev ARW NATO BondarenkoDocumento39 páginas2010 Kiev ARW NATO BondarenkokholostovAinda não há avaliações
- CMOS Processing TechnologyDocumento35 páginasCMOS Processing Technologysneha rAinda não há avaliações
- Cmos Metal GateDocumento56 páginasCmos Metal GateSubin AlexAinda não há avaliações
- Assignment: Department of Physics Bahauddin Zakariya University, MultanDocumento14 páginasAssignment: Department of Physics Bahauddin Zakariya University, MultansaqibusmanAinda não há avaliações
- Design of Photoanode Based On Tio Nanowire Embedded Au Nanoparticles and Its Application For Flexible Dye-Sensitized Solar Cells (FDSSCS)Documento17 páginasDesign of Photoanode Based On Tio Nanowire Embedded Au Nanoparticles and Its Application For Flexible Dye-Sensitized Solar Cells (FDSSCS)Salam Surjit SinghAinda não há avaliações
- TN 423: Vlsi Circuits: Lecture 4aDocumento36 páginasTN 423: Vlsi Circuits: Lecture 4aBernard Mkumbwa Jr.Ainda não há avaliações
- CMOS Fabricationv2Documento24 páginasCMOS Fabricationv2tezu.vikashAinda não há avaliações
- MOS Fabrication Technology: Abstract This Chapter Is Concerned With The Fabrication of Metal-Oxide-SemiconductorDocumento7 páginasMOS Fabrication Technology: Abstract This Chapter Is Concerned With The Fabrication of Metal-Oxide-SemiconductorsammyAinda não há avaliações
- Unit 2Documento33 páginasUnit 2Venky VellankiAinda não há avaliações
- Specialty Optical Fibers HandbookNo EverandSpecialty Optical Fibers HandbookAlexis MendezAinda não há avaliações
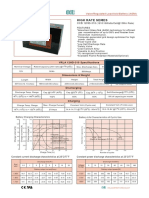
- High Rate Series: CCB 12HD-310Documento1 páginaHigh Rate Series: CCB 12HD-310orunmila123Ainda não há avaliações
- 10 2 Stage AmplifierDocumento7 páginas10 2 Stage AmplifierAmarnath UmbrajkarAinda não há avaliações
- SAGA1-L10,12 User ManualDocumento25 páginasSAGA1-L10,12 User ManualIliescu CristianAinda não há avaliações
- Boca Semiconductor Corp. BSC: Continental Device India LimitedDocumento3 páginasBoca Semiconductor Corp. BSC: Continental Device India LimitedNadia Ayelen GonzalezAinda não há avaliações
- Solar Charge Controller: With Integrated LED DriverDocumento4 páginasSolar Charge Controller: With Integrated LED DriverSyaifAinda não há avaliações
- Slides 1, Power Electronics Circuits Devices and Applications 3ed Ed M H RashidDocumento43 páginasSlides 1, Power Electronics Circuits Devices and Applications 3ed Ed M H Rashidjohnyrock07100% (2)
- Reference CitedDocumento11 páginasReference CitedSumiAinda não há avaliações
- MV, LV, Control & Bare (Specification)Documento13 páginasMV, LV, Control & Bare (Specification)- Docs Tài liệuAinda não há avaliações
- AEP611S Symmetrical Components Solved and Unolved Exercises 2024Documento11 páginasAEP611S Symmetrical Components Solved and Unolved Exercises 2024shifiditangeni04Ainda não há avaliações
- Forum Diskusi 4-2 (Resistance Circuits) - YosuaDocumento5 páginasForum Diskusi 4-2 (Resistance Circuits) - YosuaYosua Kharisma Adi SantosoAinda não há avaliações
- Sony D-E880, Ej815 Ver-1.0 SMDocumento23 páginasSony D-E880, Ej815 Ver-1.0 SM朱子成Ainda não há avaliações
- Electrical Power and Energy Systems: Amin Khodabakhshian, Mohammad Hadi AndishgarDocumento9 páginasElectrical Power and Energy Systems: Amin Khodabakhshian, Mohammad Hadi AndishgarDrVikas Singh BhadoriaAinda não há avaliações
- Ni 9208Documento24 páginasNi 9208Ricardo MayoralAinda não há avaliações
- TutorialDocumento144 páginasTutorialhenrymallquiAinda não há avaliações
- Bpac SLDocumento84 páginasBpac SLROHITH BKAinda não há avaliações
- SP-PS-312 - Specification For Bonding and Earthing During The Installation of New ConnectionsDocumento5 páginasSP-PS-312 - Specification For Bonding and Earthing During The Installation of New ConnectionsShadi AbdelsalamAinda não há avaliações
- Method Statement of Stringing Activities at PK Bari - 132 KV: Prior To Start The Stringing ActivityDocumento2 páginasMethod Statement of Stringing Activities at PK Bari - 132 KV: Prior To Start The Stringing ActivitySujit Kumar pahiAinda não há avaliações
- Astrorex D22 CatlougeDocumento9 páginasAstrorex D22 CatlougeManisankar DhabalAinda não há avaliações
- Temperature Transmitter Installation ProcedureDocumento182 páginasTemperature Transmitter Installation ProcedureCHUKUDIAinda não há avaliações
- Electronics RegularDocumento169 páginasElectronics RegularNazeerAinda não há avaliações
- SW-505DS 505DWDocumento8 páginasSW-505DS 505DWหนึ่ง สกลAinda não há avaliações
- Cable Termincal Brass Lugs Brass Sheet Terminal Jumper Cables CatalogueDocumento79 páginasCable Termincal Brass Lugs Brass Sheet Terminal Jumper Cables Catalogueomarmendozaespacio10Ainda não há avaliações
- Ahmed Seif C.VDocumento5 páginasAhmed Seif C.VMarwa MohamedAinda não há avaliações
- Operation Manual Transmitter O2 M300Documento64 páginasOperation Manual Transmitter O2 M300tayakee_jernAinda não há avaliações
- MAX9814EVKITDocumento5 páginasMAX9814EVKITBoed SAinda não há avaliações
- AERMEC PAC System CatalogueDocumento5 páginasAERMEC PAC System CatalogueSaiful Islam SagorAinda não há avaliações
- Solar Power Tree - An Artistic DesignDocumento7 páginasSolar Power Tree - An Artistic DesignEditor IJTSRDAinda não há avaliações
- ESP MicroProjectDocumento10 páginasESP MicroProjectOmkar KhopadeAinda não há avaliações
- NCP81253 5 V MOSFET Driver Compatible With Single-Phase IMVP8 ControllersDocumento11 páginasNCP81253 5 V MOSFET Driver Compatible With Single-Phase IMVP8 ControllersTom TomAinda não há avaliações