Você também pode gostar
- Normas Iso 27000Documento4 páginasNormas Iso 27000noip190% (1)
- MATLABDocumento15 páginasMATLABRaul ColqueAinda não há avaliações
- MATLABDocumento15 páginasMATLABRaul ColqueAinda não há avaliações
- Presupuesto 1 - S10Documento1 páginaPresupuesto 1 - S10Raul ColqueAinda não há avaliações
- INFORMEDocumento5 páginasINFORMERaul ColqueAinda não há avaliações
- MicroCentrales HidroeléctricasDocumento0 páginaMicroCentrales HidroeléctricaskeplerjuanAinda não há avaliações
- Solicitud Practicas Pre-ProfesionalesDocumento1 páginaSolicitud Practicas Pre-ProfesionalesSilvia Zuñiga HilarioAinda não há avaliações
- Bombas HidráulicasDocumento69 páginasBombas HidráulicasDebbieVeasRAinda não há avaliações
- Presupuesto 3 - S10Documento1 páginaPresupuesto 3 - S10Raul ColqueAinda não há avaliações
- EULERDocumento22 páginasEULERJuanse BerenguerAinda não há avaliações
- Dialnet ImplementacionDeUnBancoParaPruebasEnMotorDieselMon 6409600 PDFDocumento11 páginasDialnet ImplementacionDeUnBancoParaPruebasEnMotorDieselMon 6409600 PDFRaul ColqueAinda não há avaliações
- ISOEIC27000Documento32 páginasISOEIC27000bikarexpansionjointsAinda não há avaliações
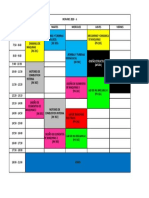
- Horario 2019 - ADocumento1 páginaHorario 2019 - ARaul ColqueAinda não há avaliações
- PPTDocumento3 páginasPPTRaul ColqueAinda não há avaliações
- Silabo Diseño Estructural 2018 ADocumento5 páginasSilabo Diseño Estructural 2018 ADiego Benavides MartínezAinda não há avaliações
- 1reporte de Otorgamiento de Buena ProDocumento1 página1reporte de Otorgamiento de Buena ProRaul ColqueAinda não há avaliações
- Formato EncabezadoDocumento1 páginaFormato EncabezadoRaul ColqueAinda não há avaliações
- Vacantes Reincorporacion 1mes 2019Documento2 páginasVacantes Reincorporacion 1mes 2019Raul ColqueAinda não há avaliações
- ISOEIC27000Documento32 páginasISOEIC27000bikarexpansionjointsAinda não há avaliações
- Solicit UdDocumento2 páginasSolicit UdRaul ColqueAinda não há avaliações
- Ficha Tecnica EquiposDocumento5 páginasFicha Tecnica EquiposEsther N. NinaAinda não há avaliações
- Titulos y EtiquetasDocumento6 páginasTitulos y EtiquetasRaul ColqueAinda não há avaliações
- Seguidor Solar PDFDocumento10 páginasSeguidor Solar PDFJuancho Anaya OrtizAinda não há avaliações
- Curvas CaracteristicasDocumento12 páginasCurvas CaracteristicasRaul ColqueAinda não há avaliações
- Trabajo de Ingeniería Del TrabajoDocumento32 páginasTrabajo de Ingeniería Del TrabajoyaniedvAinda não há avaliações
- Adobe Organico Elaborado Con Arcilla y Mucilago de Nopal PDFDocumento181 páginasAdobe Organico Elaborado Con Arcilla y Mucilago de Nopal PDFRaul Colque100% (1)
- Medicina China Dr. NogueiraDocumento754 páginasMedicina China Dr. Nogueiraheavenhell75100% (2)
- Uso de Almidones de Yuca Modificados Como Bio-Inhibidores de La Corrosion de AceroDocumento11 páginasUso de Almidones de Yuca Modificados Como Bio-Inhibidores de La Corrosion de AceroDiego Condezo Aguilar100% (1)
- METODOS DEL ESTUDIO DE LAS ESTRUCTURAS DE LOS METALES Tarea GrupalDocumento7 páginasMETODOS DEL ESTUDIO DE LAS ESTRUCTURAS DE LOS METALES Tarea GrupalMichelle CedeñoAinda não há avaliações
- Problemas Quimica (Termodinamica)Documento30 páginasProblemas Quimica (Termodinamica)Daniel SolarAinda não há avaliações
- Accidente Mezcla Oxigeno GrasaDocumento1 páginaAccidente Mezcla Oxigeno GrasaNibaldo Alexis Nuñez Figueroa63% (8)
- Práctica 11Documento7 páginasPráctica 11Montserrat Ugalde GarcíaAinda não há avaliações
- El Concepto Creacionista de Los Orígenes - CBADocumento31 páginasEl Concepto Creacionista de Los Orígenes - CBAEfren CuencaAinda não há avaliações
- El Agua Subterránea en El Medio Ambiente Minero PeruanoDocumento6 páginasEl Agua Subterránea en El Medio Ambiente Minero PeruanoHydro-Geo Consultores SACAinda não há avaliações
- Azufre Propiedades FarmacologicasDocumento2 páginasAzufre Propiedades FarmacologicasFabian RiveraAinda não há avaliações
- Equipos de Extraccion AceitesDocumento15 páginasEquipos de Extraccion AceitesDayane Melany Vivanco CapchaAinda não há avaliações
- Diseño de Coberturas de RelaveDocumento9 páginasDiseño de Coberturas de RelaveMilton SandovalAinda não há avaliações
- Patologías de La Mampostería - ExposiciónDocumento22 páginasPatologías de La Mampostería - Exposiciónlorenita15Ainda não há avaliações
- Catalogo Macchinari 2016 PujolDocumento28 páginasCatalogo Macchinari 2016 PujolMEHDIAinda não há avaliações
- Confidor 20 LSDocumento9 páginasConfidor 20 LSQUORTHOMAinda não há avaliações
- Operación UnitariaDocumento2 páginasOperación UnitariaStefany FlorezAinda não há avaliações
- Semana 12 - Concentracion Por FlotacionDocumento33 páginasSemana 12 - Concentracion Por FlotacionLarry Mamani LinaresAinda não há avaliações
- Marco Teorico 2Documento14 páginasMarco Teorico 2JhorsyGonzálesArroyoAinda não há avaliações
- Farmacia GalenicaDocumento15 páginasFarmacia GalenicaVictoria Castillo GomezAinda não há avaliações
- Practica Dirigida 08Documento2 páginasPractica Dirigida 08CARLOS ENRIQUE BERNAL AYBARAinda não há avaliações
- Mapa Conceptual Conservacion de Frutas y VerdurasDocumento1 páginaMapa Conceptual Conservacion de Frutas y Verdurasadrianalucia100% (5)
- Rubrica 2Documento11 páginasRubrica 2cameron ramosAinda não há avaliações
- Proceso de Enderezado AcerosDocumento6 páginasProceso de Enderezado AcerosDarwin Rolando100% (1)
- TemperaturaDocumento3 páginasTemperaturaAndree Caleb MatamorosAinda não há avaliações
- Que Son Los MineralesDocumento4 páginasQue Son Los MineralesyonathanAinda não há avaliações
- Excel - Enmiendas Quimicas y Organicas de SueloDocumento47 páginasExcel - Enmiendas Quimicas y Organicas de SuelogmontielbritezAinda não há avaliações
- Diseño de Horno de Crisol para Fundir AluminioDocumento181 páginasDiseño de Horno de Crisol para Fundir AluminioIsmael Veliz100% (1)
- Anexo 2 Formato Tarea 3Documento10 páginasAnexo 2 Formato Tarea 3Bayron Prada GuerreroAinda não há avaliações
- Resumen de Excipientes de La VacunaDocumento4 páginasResumen de Excipientes de La VacunablacksheepAinda não há avaliações
- Emulsión Inversa y Directa HidraulicaDocumento3 páginasEmulsión Inversa y Directa HidraulicaJessicaAinda não há avaliações
- AcidosDocumento11 páginasAcidoszaidafdezlAinda não há avaliações