Escolar Documentos
Profissional Documentos
Cultura Documentos
WQT - WPS 01
Enviado por
Gururaj P KundapurDireitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
WQT - WPS 01
Enviado por
Gururaj P KundapurDireitos autorais:
Formatos disponíveis
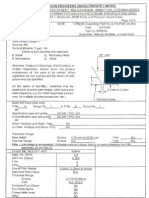
WELDER QUALIFICATION TEST RECORD
(API 1104)
Doc. No. :
PLL/DAPL/QA/MS/020-F-02
CLIENT : GAIL/ MECON CONTRACTOR : PUNJ LLOYD LTD. WQT NO. : DAPL-QC-WQT-01-4
WELDER NAME : MANSA RAM WPS NO. : DAPL-QC-WPS-01
WELDER I/D No. : W - 01 TEST COUPON NO.: DAPL-QC-WPS-01/
ADDRESS : DAPL SITE, JAJPUR DAPL-QC-PQR-01
PLACE FOR
PHOTOGRAPH WELDING M/C TYPE / SIZE : RECTIFIER
PASSPORT / I/C No. : DAPL/INPL003/W/28 LOCATION : DAPL CAMP
NATIONALITY : INDIAN WEATHER CONDITIONS : SUNNY
WELDING PROCESS : SMAW MAINLINE DATE OF TEST : 10.03.2018
PIPE AND FITTING MATERIALS : Linepipe API 5L Gr. X 70, PSL 2 TO API 5L Gr. X 70 , PSL 2
PIPE OUTSIDE DIAMETER : 914.4 MM Range Qualified : Ø > 323.85 MM
PIPE WALL THICKNESS : 19.1 MM Range Qualified : 4.8 MM ≤ T ≤ 19.1 MM
JOINT DESIGN
Make and Type of Diameter Current Voltage Travel Speed
Pass
Filler Material MM (Amps) (Volts) MM/Min
ROOT BOHLER ( E 6010) 3.2 73 - 107 22 - 34 171.42 - 240.00
HOT PASS BOHLER ( E 8010) 4.0 112 - 146 27 - 35 206.89 - 222.22
ELECTRICAL CHARACTERISTICS : DCEP ELECTRODE : R & HP - POSITIVE
WELD POSITION: 5G SHIELDING FLUX: CELLULOSIC
DIRECTION OF WELDING :
Root Pass: Vertical Down
Hot Pass : Vertical Down
Subsequent Passes : - N.A-
Minimum Number of runs before joint as allowed to cool : Not Applicable
Maximum time between commencement and completion of weld : Not Applicable
TYPE OF LINE UP CLAMP : ( ü ) Internal ( ) External ( ) Tack Joints
Removal of clamp after : ( ü ) 100% / ( ) 50% of Root Deposition
CLEANING : Power Brushing, Grinding & Chipping
INEPSCTION / NON DESTRUCTIVE EXAMINATION Applicable Code Required Remarks
Visual Inspection API 1104 (Section 6) Yes ACCEPTABLE
Radiography (Rep. No. DAPL/QC/RT/006 Dtd 11.03.18) API 1104 (Section 8) Yes ACCEPTABLE
THE STATEMENTS IN THE RECORD ARE CORRECT. THE WELDER HAS COMPLETED THE W.Q.T. IN ACCORDANCE
WITH THE REQUIREMENTS OF THE W.P.S., API 1104
PLL PLL CLIENT AUTHORITY
SIGN : SIGN : SIGN :
NAME : NAME : NAME :
DATE : DATE : DATE :
WELDER QUALIFICATION TEST RECORD
(API 1104)
Doc. No. :
PLL/DAPL/QA/MS/020-F-02
CLIENT : GAIL/ MECON CONTRACTOR : PUNJ LLOYD LTD. WQT NO. : DAPL-QC-WQT-08-1
WELDER NAME : S HAIDER RAZA WPS NO. : DAPL-QC-WPS-01
WELDER I/D No. : W 08 TEST COUPON NO.: DAPL-QC-WPS-01/
ADDRESS : DAPL SITE, JAJPUR DAPL-QC-PQR-01
PLACE FOR
PHOTOGRAPH WELDING M/C TYPE / SIZE : RECTIFIER
PASSPORT / I/C No. : DAPL/INPL003/W/47 LOCATION : DAPL CAMP
NATIONALITY : INDIAN WEATHER CONDITIONS : SUNNY
WELDING PROCESS : SMAW MAINLINE DATE OF TEST : 10.03.2018
PIPE AND FITTING MATERIALS : Linepipe API 5L Gr. X 70, PSL 2 TO API 5L Gr. X 70 , PSL 2
PIPE OUTSIDE DIAMETER : 914.4 MM Range Qualified : Ø > 323.85 MM
PIPE WALL THICKNESS : 19.1 MM Range Qualified : 4.8 MM ≤ T ≤ 19.1 MM
JOINT DESIGN
Make and Type of Diameter Current Voltage Travel Speed
Pass
Filler Material MM (Amps) (Volts) MM/Min
ROOT BOHLER ( E 6010) 3.2 73 - 107 22 - 34 171.42 - 240.00
HOT PASS BOHLER ( E 8010) 4.0 112 - 146 27 - 35 206.89 - 222.22
ELECTRICAL CHARACTERISTICS : DCEP ELECTRODE : R & HP - POSITIVE
WELD POSITION: 5G SHIELDING FLUX: CELLULOSIC
DIRECTION OF WELDING :
Root Pass: Vertical Down
Hot Pass : Vertical Down
Subsequent Passes : - N.A-
Minimum Number of runs before joint as allowed to cool : Not Applicable
Maximum time between commencement and completion of weld : Not Applicable
TYPE OF LINE UP CLAMP : ( ü ) Internal ( ) External ( ) Tack Joints
Removal of clamp after : ( ü ) 100% / ( ) 50% of Root Deposition
CLEANING : Power Brushing, Grinding & Chipping
INEPSCTION / NON DESTRUCTIVE EXAMINATION Applicable Code Required Remarks
Visual Inspection API 1104 (Section 6) Yes ACCEPTABLE
Radiography (Rep. No. DAPL/QC/RT/006 Dtd 11.03.18) API 1104 (Section 8) Yes ACCEPTABLE
THE STATEMENTS IN THE RECORD ARE CORRECT. THE WELDER HAS COMPLETED THE W.Q.T. IN ACCORDANCE
WITH THE REQUIREMENTS OF THE W.P.S., API 1104
PLL PLL CLIENT AUTHORITY
SIGN : SIGN : SIGN :
NAME : NAME : NAME :
DATE : DATE : DATE :
WELDER QUALIFICATION TEST RECORD
(API 1104)
Doc. No. :
PLL/DAPL/QA/MS/020-F-02
CLIENT : GAIL/ MECON CONTRACTOR : PUNJ LLOYD LTD. WQT NO. : DAPL-QC-WQT-05-1
WELDER NAME : PATI RAM MAHTO WPS NO. : DAPL-QC-WPS-01
WELDER I/D No. : W - 05 TEST COUPON NO.: DAPL-QC-WPS-01/
ADDRESS : DAPL SITE, JAJPUR DAPL-QC-PQR-01
PLACE FOR
PHOTOGRAPH WELDING M/C TYPE / SIZE : RECTIFIER
PASSPORT / I/C No. : DAPL/INPL003/W/38 LOCATION : DAPL CAMP
NATIONALITY : INDIAN WEATHER CONDITIONS : SUNNY
WELDING PROCESS : FCAW MAINLINE DATE OF TEST : 10.03.2018
PIPE AND FITTING MATERIALS : Linepipe API 5L Gr. X 70, PSL 2 TO API 5L Gr. X 70 , PSL 2
PIPE OUTSIDE DIAMETER : 914.4 MM Range Qualified : Ø > 323.85 MM
PIPE WALL THICKNESS : 19.1 MM Range Qualified : 4.8 MM ≤ T ≤ 19.1 MM
JOINT DESIGN
Make and Type of Diameter Current Voltage Travel Speed
Pass
Filler Material MM (Amps) (Volts) MM/Min
FILLER BOHLER (E 81T8-FD) 2.0 190 - 270 20 - 28 150.00 - 240.00
CAPPING BOHLER (E 81T8-FD) 2.0 205 - 275 20 - 28 192.69 - 220.86
ELECTRICAL CHARACTERISTICS : DCEN ELECTRODE : F & C - NEGATIVE
WELD POSITION: 5G SHIELDING FLUX: CELLULOSIC
DIRECTION OF WELDING :
Root Pass: - N.A-
Hot Pass : - N.A-
Subsequent Passes : Vertical Down
Minimum Number of runs before joint as allowed to cool : Minimum 2 Pass
Maximum time between commencement and completion of weld : Not Applicable
TYPE OF LINE UP CLAMP : ( ü ) Internal ( ) External ( ) Tack Joints
Removal of clamp after : ( ü ) 100% / ( ) 50% of Root Deposition
CLEANING : Power Brushing, Grinding & Chipping
INEPSCTION / NON DESTRUCTIVE EXAMINATION Applicable Code Required Remarks
Visual Inspection API 1104 (Section 6) Yes ACCEPTABLE
Radiography (Rep. No. DAPL/QC/RT/006 Dtd 11.03.18) API 1104 (Section 8) Yes ACCEPTABLE
THE STATEMENTS IN THE RECORD ARE CORRECT. THE WELDER HAS COMPLETED THE W.Q.T. IN ACCORDANCE
WITH THE REQUIREMENTS OF THE W.P.S., API 1104
PLL PLL CLIENT AUTHORITY
SIGN : SIGN : SIGN :
NAME : NAME : NAME :
DATE : DATE : DATE :
WELDER QUALIFICATION TEST RECORD
(API 1104)
Doc. No. :
PLL/DAPL/QA/MS/020-F-02
CLIENT : GAIL/ MECON CONTRACTOR : PUNJ LLOYD LTD. WQT NO. : DAPL-QC-WQT-09-1
WELDER NAME : VIPIN KUMAR WPS NO. : DAPL-QC-WPS-01
WELDER I/D No. : W - 09 TEST COUPON NO.: DAPL-QC-WPS-01/
ADDRESS : DAPL SITE, JAJPUR DAPL-QC-PQR-01
PLACE FOR
PHOTOGRAPH WELDING M/C TYPE / SIZE : RECTIFIER
PASSPORT / I/C No. : DAPL/INPL003/W/36 LOCATION : DAPL CAMP
NATIONALITY : INDIAN WEATHER CONDITIONS : SUNNY
WELDING PROCESS : FCAW MAINLINE DATE OF TEST : 10.03.2018
PIPE AND FITTING MATERIALS : Linepipe API 5L Gr. X 70, PSL 2 TO API 5L Gr. X 70 , PSL 2
PIPE OUTSIDE DIAMETER : 914.4 MM Range Qualified : Ø > 323.85 MM
PIPE WALL THICKNESS : 19.1 MM Range Qualified : 4.8 MM ≤ T ≤ 19.1 MM
JOINT DESIGN
Make and Type of Diameter Current Voltage Travel Speed
Pass
Filler Material MM (Amps) (Volts) MM/Min
FILLER BOHLER (E 81T8-FD) 2.0 190 - 270 20 - 28 150.00 - 240.00
CAPPING BOHLER (E 81T8-FD) 2.0 205 - 275 20 - 28 192.69 - 220.86
ELECTRICAL CHARACTERISTICS : DCEN ELECTRODE : F & C - NEGATIVE
WELD POSITION: 5G SHIELDING FLUX: CELLULOSIC
DIRECTION OF WELDING :
Root Pass: - N.A-
Hot Pass : - N.A-
Subsequent Passes : Vertical Down
Minimum Number of runs before joint as allowed to cool : Minimum 2 Pass
Maximum time between commencement and completion of weld : Not Applicable
TYPE OF LINE UP CLAMP : ( ü ) Internal ( ) External ( ) Tack Joints
Removal of clamp after : ( ü ) 100% / ( ) 50% of Root Deposition
CLEANING : Power Brushing, Grinding & Chipping
INEPSCTION / NON DESTRUCTIVE EXAMINATION Applicable Code Required Remarks
Visual Inspection API 1104 (Section 6) Yes ACCEPTABLE
Radiography (Rep. No. DAPL/QC/RT/006 Dtd 11.03.18) API 1104 (Section 8) Yes ACCEPTABLE
THE STATEMENTS IN THE RECORD ARE CORRECT. THE WELDER HAS COMPLETED THE W.Q.T. IN ACCORDANCE
WITH THE REQUIREMENTS OF THE W.P.S., API 1104
PLL PLL CLIENT AUTHORITY
SIGN : SIGN : SIGN :
NAME : NAME : NAME :
DATE : DATE : DATE :
WELDER QUALIFICATION TEST RECORD
(API 1104)
Doc. No. :
PLL/DAPL/QA/MS/020-F-02
CLIENT : GAIL/ MECON CONTRACTOR : PUNJ LLOYD LTD. WQT NO. : DAPL-QC-WQT-11-1
WELDER NAME : ADITYA SINGH WPS NO. : DAPL-QC-WPS-01
WELDER I/D No. : W - 11
TEST COUPON NO.: KM113/M14
ADDRESS : DAPL SITE, JAJPUR PLACE FOR
PHOTOGRAPH WELDING M/C TYPE / SIZE : RECTIFIER
PASSPORT / I/C No. : DAPL/INPL003/W/ LOCATION : DAPL-1 SPREAD
NATIONALITY : INDIAN WEATHER CONDITIONS : SUNNY
WELDING PROCESS : FCAW MAINLINE DATE OF TEST : 02.04.2018
PIPE AND FITTING MATERIALS : Linepipe API 5L Gr. X 70, PSL 2 TO API 5L Gr. X 70 , PSL 2
PIPE OUTSIDE DIAMETER : 914.4 MM Range Qualified : Ø > 323.85 MM
PIPE WALL THICKNESS : 15.9 MM Range Qualified : 4.8 MM ≤ T ≤ 19.1 MM
JOINT DESIGN
Make and Type of Diameter Current Voltage Travel Speed
Pass
Filler Material MM (Amps) (Volts) MM/Min
FILLER BOHLER (E 81T8-FD) 2.0 195 - 270 21 - 28 187.50 - 200.00
CAPPING BOHLER (E 81T8-FD) 2.0 216 - 275 21 - 28 200.00 - 214.28
ELECTRICAL CHARACTERISTICS : DCEN ELECTRODE : F & C - NEGATIVE
WELD POSITION: 5G SHIELDING FLUX: CELLULOSIC
DIRECTION OF WELDING :
Root Pass: - N.A-
Hot Pass : - N.A-
Subsequent Passes : Vertical Down
Minimum Number of runs before joint as allowed to cool : Minimum 2 Pass
Maximum time between commencement and completion of weld : Not Applicable
TYPE OF LINE UP CLAMP : ( ü ) Internal ( ) External ( ) Tack Joints
Removal of clamp after : ( ü ) 100% / ( ) 50% of Root Deposition
CLEANING : Power Brushing, Grinding & Chipping
INEPSCTION / NON DESTRUCTIVE EXAMINATION Applicable Code Required Remarks
Visual Inspection API 1104 (Section 6) Yes ACCEPTABLE
Radiography (Rep. No. DAPL/QC/RT/009 Dtd 04.04.18) API 1104 (Section 8) Yes ACCEPTABLE
THE STATEMENTS IN THE RECORD ARE CORRECT. THE WELDER HAS COMPLETED THE W.Q.T. IN ACCORDANCE
WITH THE REQUIREMENTS OF THE W.P.S., API 1104
PLL PLL CLIENT AUTHORITY
SIGN : SIGN : SIGN :
NAME : NAME : NAME :
DATE : DATE : DATE :
WELDER QUALIFICATION TEST RECORD
(API 1104)
Doc. No. :
PLL/DAPL/QA/MS/020-F-02
CLIENT : GAIL/ MECON CONTRACTOR : PUNJ LLOYD LTD. WQT NO. : DAPL-QC-WQT-14-1
WELDER NAME : KAILASH SENAPATI WPS NO. : DAPL-QC-WPS-01
WELDER I/D No. : W - 14
TEST COUPON NO.: KM112/M79
ADDRESS : DAPL SITE, JAJPUR PLACE FOR
PHOTOGRAPH WELDING M/C TYPE / SIZE : RECTIFIER
PASSPORT / I/C No. : DAPL/INPL003/W/ LOCATION : DAPL-1 SPREAD
NATIONALITY : INDIAN WEATHER CONDITIONS : SUNNY
WELDING PROCESS : FCAW MAINLINE DATE OF TEST : 06.04.2018
PIPE AND FITTING MATERIALS : Linepipe API 5L Gr. X 70, PSL 2 TO API 5L Gr. X 70 , PSL 2
PIPE OUTSIDE DIAMETER : 914.4 MM Range Qualified : Ø > 323.85 MM
PIPE WALL THICKNESS : 15.9 MM Range Qualified : 4.8 MM ≤ T ≤ 19.1 MM
JOINT DESIGN
Make and Type of Diameter Current Voltage Travel Speed
Pass
Filler Material MM (Amps) (Volts) MM/Min
FILLER BOHLER (E 81T8-FD) 2.0 170 - 244 23 - 29 187.50 - 200.00
CAPPING BOHLER (E 81T8-FD) 2.0 218 - 281 22 - 28 193.54 - 214.28
ELECTRICAL CHARACTERISTICS : DCEN ELECTRODE : F & C - NEGATIVE
WELD POSITION: 5G SHIELDING FLUX: CELLULOSIC
DIRECTION OF WELDING :
Root Pass: - N.A-
Hot Pass : - N.A-
Subsequent Passes : Vertical Down
Minimum Number of runs before joint as allowed to cool : Minimum 2 Pass
Maximum time between commencement and completion of weld : Not Applicable
TYPE OF LINE UP CLAMP : ( ü ) Internal ( ) External ( ) Tack Joints
Removal of clamp after : ( ü ) 100% / ( ) 50% of Root Deposition
CLEANING : Power Brushing, Grinding & Chipping
INEPSCTION / NON DESTRUCTIVE EXAMINATION Applicable Code Required Remarks
Visual Inspection API 1104 (Section 6) Yes ACCEPTABLE
Radiography (Rep. No. DAPL/QC/RT/020 Dtd 08.04.18) API 1104 (Section 8) Yes ACCEPTABLE
THE STATEMENTS IN THE RECORD ARE CORRECT. THE WELDER HAS COMPLETED THE W.Q.T. IN ACCORDANCE
WITH THE REQUIREMENTS OF THE W.P.S., API 1104, MECON SPECIFICATION.
PLL PLL CLIENT AUTHORITY
SIGN : SIGN : SIGN :
NAME : NAME : NAME :
DATE : DATE : DATE :
WELDER QUALIFICATION TEST RECORD
(API 1104)
Doc. No. :
PLL/DAPL/QA/MS/020-F-02
CLIENT : GAIL/ MECON CONTRACTOR : PUNJ LLOYD LTD. WQT NO. : DAPL-QC-WQT-15-1
WELDER NAME : SHAKIL AHMED WPS NO. : DAPL-QC-WPS-01
WELDER I/D No. : W 015
TEST COUPON NO.: KM112/M75
ADDRESS : DAPL SITE, JAJPUR PLACE FOR
PHOTOGRAPH WELDING M/C TYPE / SIZE : RECTIFIER
PASSPORT / I/C No. : DAPL/INPL003/W/ LOCATION : DAPL CAMP
NATIONALITY : INDIAN WEATHER CONDITIONS : SUNNY
WELDING PROCESS : SMAW MAINLINE DATE OF TEST : 06.04.2018
PIPE AND FITTING MATERIALS : Linepipe API 5L Gr. X 70, PSL 2 TO API 5L Gr. X 70 , PSL 2
PIPE OUTSIDE DIAMETER : 914.4 MM Range Qualified : Ø > 323.85 MM
PIPE WALL THICKNESS : 15.9 MM Range Qualified : 4.8 MM ≤ T ≤ 19.1 MM
JOINT DESIGN
Make and Type of Diameter Current Voltage Travel Speed
Pass
Filler Material MM (Amps) (Volts) MM/Min
ROOT BOHLER ( E 6010) 3.2 94 - 117 26 - 34 214.28 - 200.00
HOT PASS BOHLER ( E 8010) 4.0 122 - 153 38 - 47 214.28 - 200.00
ELECTRICAL CHARACTERISTICS : DCEP ELECTRODE : R & HP - POSITIVE
WELD POSITION: 5G SHIELDING FLUX: CELLULOSIC
DIRECTION OF WELDING :
Root Pass: Vertical Down
Hot Pass : Vertical Down
Subsequent Passes : - N.A-
Minimum Number of runs before joint as allowed to cool : Not Applicable
Maximum time between commencement and completion of weld : Not Applicable
TYPE OF LINE UP CLAMP : ( ü ) Internal ( ) External ( ) Tack Joints
Removal of clamp after : ( ü ) 100% / ( ) 50% of Root Deposition
CLEANING : Power Brushing, Grinding & Chipping
INEPSCTION / NON DESTRUCTIVE EXAMINATION Applicable Code Required Remarks
Visual Inspection API 1104 (Section 6) Yes ACCEPTABLE
Radiography (Rep. No. DAPL/QC/RT/026 Dtd 13.04.18) API 1104 (Section 8) Yes ACCEPTABLE
THE STATEMENTS IN THE RECORD ARE CORRECT. THE WELDER HAS COMPLETED THE W.Q.T. IN ACCORDANCE
WITH THE REQUIREMENTS OF THE W.P.S., API 1104
PLL PLL CLIENT AUTHORITY
SIGN : SIGN : SIGN :
NAME : NAME : NAME :
DATE : DATE : DATE :
WELDER QUALIFICATION TEST RECORD
(API 1104)
Doc. No. :
PLL/DAPL/QA/MS/020-F-02
CLIENT : GAIL/ MECON CONTRACTOR : PUNJ LLOYD LTD. WQT NO. : DAPL-QC-WQT-22-1
WELDER NAME : RAJESH KUMAR WPS NO. : DAPL-QC-WPS-01
WELDER I/D No. : W - 22
TEST COUPON NO.: KM112/M31
ADDRESS : DAPL SITE, JAJPUR PLACE FOR
PHOTOGRAPH WELDING M/C TYPE / SIZE : RECTIFIER
PASSPORT / I/C No. : DAPL/INPL003/W/ LOCATION : DAPL-1 SPREAD
NATIONALITY : INDIAN WEATHER CONDITIONS : SUNNY
WELDING PROCESS : FCAW MAINLINE DATE OF TEST : 14.04.2018
PIPE AND FITTING MATERIALS : Linepipe API 5L Gr. X 70, PSL 2 TO API 5L Gr. X 70 , PSL 2
PIPE OUTSIDE DIAMETER : 914.4 MM Range Qualified : Ø > 323.85 MM
PIPE WALL THICKNESS : 15.9 MM Range Qualified : 4.8 MM ≤ T ≤ 19.1 MM
JOINT DESIGN
Make and Type of Diameter Current Voltage Travel Speed
Pass
Filler Material MM (Amps) (Volts) MM/Min
FILLER BOHLER (E 81T8-FD) 2.0 190 - 270 20 - 28 187.50 - 200.00
CAPPING BOHLER (E 81T8-FD) 2.0 233 - 272 22 - 28 187.50 - 200.00
ELECTRICAL CHARACTERISTICS : DCEN ELECTRODE : F & C - NEGATIVE
WELD POSITION: 5G SHIELDING FLUX: CELLULOSIC
DIRECTION OF WELDING :
Root Pass: - N.A-
Hot Pass : - N.A-
Subsequent Passes : Vertical Down
Minimum Number of runs before joint as allowed to cool : Minimum 2 Pass
Maximum time between commencement and completion of weld : Not Applicable
TYPE OF LINE UP CLAMP : ( ü ) Internal ( ) External ( ) Tack Joints
Removal of clamp after : ( ü ) 100% / ( ) 50% of Root Deposition
CLEANING : Power Brushing, Grinding & Chipping
INEPSCTION / NON DESTRUCTIVE EXAMINATION Applicable Code Required Remarks
Visual Inspection API 1104 (Section 6) Yes ACCEPTABLE
Radiography (Rep. No. DAPL/QC/RT/027 Dtd 16.04.18) API 1104 (Section 8) Yes ACCEPTABLE
THE STATEMENTS IN THE RECORD ARE CORRECT. THE WELDER HAS COMPLETED THE W.Q.T. IN ACCORDANCE
WITH THE REQUIREMENTS OF THE W.P.S., API 1104, MECON SPECIFICATION.
PLL PLL CLIENT AUTHORITY
SIGN : SIGN : SIGN :
NAME : NAME : NAME :
DATE : DATE : DATE :
WELDER QUALIFICATION TEST RECORD
(API 1104)
Doc. No. :
PLL/DAPL/QA/MS/020-F-02
CLIENT : GAIL/ MECON CONTRACTOR : PUNJ LLOYD LTD. WQT NO. : DAPL-QC-WQT-23-1
WELDER NAME : HARINDRA PRASAD WPS NO. : DAPL-QC-WPS-01
WELDER I/D No. : W - 23
TEST COUPON NO.: KM112/M31
ADDRESS : DAPL SITE, JAJPUR PLACE FOR
PHOTOGRAPH WELDING M/C TYPE / SIZE : RECTIFIER
PASSPORT / I/C No. : DAPL/INPL003/W/ LOCATION : DAPL-1 SPREAD
NATIONALITY : INDIAN WEATHER CONDITIONS : SUNNY
WELDING PROCESS : FCAW MAINLINE DATE OF TEST : 14.04.2018
PIPE AND FITTING MATERIALS : Linepipe API 5L Gr. X 70, PSL 2 TO API 5L Gr. X 70 , PSL 2
PIPE OUTSIDE DIAMETER : 914.4 MM Range Qualified : Ø > 323.85 MM
PIPE WALL THICKNESS : 15.9 MM Range Qualified : 4.8 MM ≤ T ≤ 19.1 MM
JOINT DESIGN
Make and Type of Diameter Current Voltage Travel Speed
Pass
Filler Material MM (Amps) (Volts) MM/Min
FILLER BOHLER (E 81T8-FD) 2.0 187 - 272 28 - 36 176.47 - 187.5
CAPPING BOHLER (E 81T8-FD) 2.0 218 - 264 26 - 34 181.81 - 193.54
ELECTRICAL CHARACTERISTICS : DCEN ELECTRODE : F & C - NEGATIVE
WELD POSITION: 5G SHIELDING FLUX: CELLULOSIC
DIRECTION OF WELDING :
Root Pass: - N.A-
Hot Pass : - N.A-
Subsequent Passes : Vertical Down
Minimum Number of runs before joint as allowed to cool : Minimum 2 Pass
Maximum time between commencement and completion of weld : Not Applicable
TYPE OF LINE UP CLAMP : ( ü ) Internal ( ) External ( ) Tack Joints
Removal of clamp after : ( ü ) 100% / ( ) 50% of Root Deposition
CLEANING : Power Brushing, Grinding & Chipping
INEPSCTION / NON DESTRUCTIVE EXAMINATION Applicable Code Required Remarks
Visual Inspection API 1104 (Section 6) Yes ACCEPTABLE
Radiography (Rep. No. DAPL/QC/RT/027 Dtd 16.04.18) API 1104 (Section 8) Yes ACCEPTABLE
THE STATEMENTS IN THE RECORD ARE CORRECT. THE WELDER HAS COMPLETED THE W.Q.T. IN ACCORDANCE
WITH THE REQUIREMENTS OF THE W.P.S., API 1104, MECON SPECIFICATION.
PLL PLL CLIENT AUTHORITY
SIGN : SIGN : SIGN :
NAME : NAME : NAME :
DATE : DATE : DATE :
WELDER QUALIFICATION TEST RECORD
(API 1104)
Doc. No. :
PLL/DAPL/QA/MS/020-F-02
CLIENT : GAIL/ MECON CONTRACTOR : PUNJ LLOYD LTD. WQT NO. : DAPL-QC-WQT-24-1
WELDER NAME : SANJAY KUMAR WPS NO. : DAPL-QC-WPS-01
WELDER I/D No. : W - 24
TEST COUPON NO.: KM112/M29
ADDRESS : DAPL SITE, JAJPUR PLACE FOR
PHOTOGRAPH WELDING M/C TYPE / SIZE : RECTIFIER
PASSPORT / I/C No. : DAPL/INPL003/W/ LOCATION : DAPL-1 SPREAD
NATIONALITY : INDIAN WEATHER CONDITIONS : SUNNY
WELDING PROCESS : FCAW MAINLINE DATE OF TEST : 14.04.2018
PIPE AND FITTING MATERIALS : Linepipe API 5L Gr. X 70, PSL 2 TO API 5L Gr. X 70 , PSL 2
PIPE OUTSIDE DIAMETER : 914.4 MM Range Qualified : Ø > 323.85 MM
PIPE WALL THICKNESS : 15.9 MM Range Qualified : 4.8 MM ≤ T ≤ 19.1 MM
JOINT DESIGN
Make and Type of Diameter Current Voltage Travel Speed
Pass
Filler Material MM (Amps) (Volts) MM/Min
FILLER BOHLER (E 81T8-FD) 2.0 189 - 268 27 - 36 146.34 - 176.47
CAPPING BOHLER (E 81T8-FD) 2.0 198 - 254 24 - 34 171.42 - 176.47
ELECTRICAL CHARACTERISTICS : DCEN ELECTRODE : F & C - NEGATIVE
WELD POSITION: 5G SHIELDING FLUX: CELLULOSIC
DIRECTION OF WELDING :
Root Pass: - N.A-
Hot Pass : - N.A-
Subsequent Passes : Vertical Down
Minimum Number of runs before joint as allowed to cool : Minimum 2 Pass
Maximum time between commencement and completion of weld : Not Applicable
TYPE OF LINE UP CLAMP : ( ü ) Internal ( ) External ( ) Tack Joints
Removal of clamp after : ( ü ) 100% / ( ) 50% of Root Deposition
CLEANING : Power Brushing, Grinding & Chipping
INEPSCTION / NON DESTRUCTIVE EXAMINATION Applicable Code Required Remarks
Visual Inspection API 1104 (Section 6) Yes ACCEPTABLE
Radiography (Rep. No. DAPL/QC/RT/027 Dtd 16.04.18) API 1104 (Section 8) Yes ACCEPTABLE
THE STATEMENTS IN THE RECORD ARE CORRECT. THE WELDER HAS COMPLETED THE W.Q.T. IN ACCORDANCE
WITH THE REQUIREMENTS OF THE W.P.S., API 1104, MECON SPECIFICATION.
PLL PLL CLIENT AUTHORITY
SIGN : SIGN : SIGN :
NAME : NAME : NAME :
DATE : DATE : DATE :
WELDER QUALIFICATION TEST RECORD
(API 1104)
Doc. No. :
PLL/DAPL/QA/MS/020-F-02
CLIENT : GAIL/ MECON CONTRACTOR : PUNJ LLOYD LTD. WQT NO. : DAPL-QC-WQT-25-1
WELDER NAME : SUNIL KUMAR WPS NO. : DAPL-QC-WPS-01
WELDER I/D No. : W - 25
TEST COUPON NO.: KM112/M29
ADDRESS : DAPL SITE, JAJPUR PLACE FOR
PHOTOGRAPH WELDING M/C TYPE / SIZE : RECTIFIER
PASSPORT / I/C No. : DAPL/INPL003/W/ LOCATION : DAPL-1 SPREAD
NATIONALITY : INDIAN WEATHER CONDITIONS : SUNNY
WELDING PROCESS : FCAW MAINLINE DATE OF TEST : 14.04.2018
PIPE AND FITTING MATERIALS : Linepipe API 5L Gr. X 70, PSL 2 TO API 5L Gr. X 70 , PSL 2
PIPE OUTSIDE DIAMETER : 914.4 MM Range Qualified : Ø > 323.85 MM
PIPE WALL THICKNESS : 15.9 MM Range Qualified : 4.8 MM ≤ T ≤ 19.1 MM
JOINT DESIGN
Make and Type of Diameter Current Voltage Travel Speed
Pass
Filler Material MM (Amps) (Volts) MM/Min
FILLER BOHLER (E 81T8-FD) 2.0 194 - 270 20 - 28 142.85 - 157.89
CAPPING BOHLER (E 81T8-FD) 2.0 199 - 258 20 - 27 146.34 - 206.89
ELECTRICAL CHARACTERISTICS : DCEN ELECTRODE : F & C - NEGATIVE
WELD POSITION: 5G SHIELDING FLUX: CELLULOSIC
DIRECTION OF WELDING :
Root Pass: - N.A-
Hot Pass : - N.A-
Subsequent Passes : Vertical Down
Minimum Number of runs before joint as allowed to cool : Minimum 2 Pass
Maximum time between commencement and completion of weld : Not Applicable
TYPE OF LINE UP CLAMP : ( ü ) Internal ( ) External ( ) Tack Joints
Removal of clamp after : ( ü ) 100% / ( ) 50% of Root Deposition
CLEANING : Power Brushing, Grinding & Chipping
INEPSCTION / NON DESTRUCTIVE EXAMINATION Applicable Code Required Remarks
Visual Inspection API 1104 (Section 6) Yes ACCEPTABLE
Radiography (Rep. No. DAPL/QC/RT/027 Dtd 16.04.18) API 1104 (Section 8) Yes ACCEPTABLE
THE STATEMENTS IN THE RECORD ARE CORRECT. THE WELDER HAS COMPLETED THE W.Q.T. IN ACCORDANCE
WITH THE REQUIREMENTS OF THE W.P.S., API 1104, MECON SPECIFICATION.
PLL PLL CLIENT AUTHORITY
SIGN : SIGN : SIGN :
NAME : NAME : NAME :
DATE : DATE : DATE :
WELDER QUALIFICATION TEST RECORD
(API 1104)
Doc. No. :
PLL/DAPL/QA/MS/020-F-02
CLIENT : GAIL/ MECON CONTRACTOR : PUNJ LLOYD LTD. WQT NO. : DAPL-QC-WQT-26-1
WELDER NAME : MD MUSTAKEEM ANSARI WPS NO. : DAPL-QC-WPS-01
WELDER I/D No. : W - 26
TEST COUPON NO.: KM112/M28
ADDRESS : DAPL SITE, JAJPUR PLACE FOR
PHOTOGRAPH WELDING M/C TYPE / SIZE : RECTIFIER
PASSPORT / I/C No. : DAPL/INPL003/W/ LOCATION : DAPL-1 SPREAD
NATIONALITY : INDIAN WEATHER CONDITIONS : SUNNY
WELDING PROCESS : FCAW MAINLINE DATE OF TEST : 14.04.2018
PIPE AND FITTING MATERIALS : Linepipe API 5L Gr. X 70, PSL 2 TO API 5L Gr. X 70 , PSL 2
PIPE OUTSIDE DIAMETER : 914.4 MM Range Qualified : Ø > 323.85 MM
PIPE WALL THICKNESS : 15.9 MM Range Qualified : 4.8 MM ≤ T ≤ 19.1 MM
JOINT DESIGN
Make and Type of Diameter Current Voltage Travel Speed
Pass
Filler Material MM (Amps) (Volts) MM/Min
FILLER BOHLER (E 81T8-FD) 2.0 199 - 270 21 - 28 150.00 - 176.47
CAPPING BOHLER (E 81T8-FD) 2.0 192 - 204 21 - 29 166.66 - 200.00
ELECTRICAL CHARACTERISTICS : DCEN ELECTRODE : F & C - NEGATIVE
WELD POSITION: 5G SHIELDING FLUX: CELLULOSIC
DIRECTION OF WELDING :
Root Pass: - N.A-
Hot Pass : - N.A-
Subsequent Passes : Vertical Down
Minimum Number of runs before joint as allowed to cool : Minimum 2 Pass
Maximum time between commencement and completion of weld : Not Applicable
TYPE OF LINE UP CLAMP : ( ü ) Internal ( ) External ( ) Tack Joints
Removal of clamp after : ( ü ) 100% / ( ) 50% of Root Deposition
CLEANING : Power Brushing, Grinding & Chipping
INEPSCTION / NON DESTRUCTIVE EXAMINATION Applicable Code Required Remarks
Visual Inspection API 1104 (Section 6) Yes ACCEPTABLE
Radiography (Rep. No. DAPL/QC/RT/027 Dtd 16.04.18) API 1104 (Section 8) Yes ACCEPTABLE
THE STATEMENTS IN THE RECORD ARE CORRECT. THE WELDER HAS COMPLETED THE W.Q.T. IN ACCORDANCE
WITH THE REQUIREMENTS OF THE W.P.S., API 1104, MECON SPECIFICATION.
PLL PLL CLIENT AUTHORITY
SIGN : SIGN : SIGN :
NAME : NAME : NAME :
DATE : DATE : DATE :
WELDER QUALIFICATION TEST RECORD
(API 1104)
Doc. No. :
PLL/DAPL/QA/MS/020-F-02
CLIENT : GAIL/ MECON CONTRACTOR : PUNJ LLOYD LTD. WQT NO. : DAPL-QC-WQT-27-1
WELDER NAME : JAWAHARLAL YADAV WPS NO. : DAPL-QC-WPS-01
WELDER I/D No. : W - 27
TEST COUPON NO.: KM112/M28
ADDRESS : DAPL SITE, JAJPUR PLACE FOR
PHOTOGRAPH WELDING M/C TYPE / SIZE : RECTIFIER
PASSPORT / I/C No. : DAPL/INPL003/W/ LOCATION : DAPL-1 SPREAD
NATIONALITY : INDIAN WEATHER CONDITIONS : SUNNY
WELDING PROCESS : FCAW MAINLINE DATE OF TEST : 14.04.2018
PIPE AND FITTING MATERIALS : Linepipe API 5L Gr. X 70, PSL 2 TO API 5L Gr. X 70 , PSL 2
PIPE OUTSIDE DIAMETER : 914.4 MM Range Qualified : Ø > 323.85 MM
PIPE WALL THICKNESS : 15.9 MM Range Qualified : 4.8 MM ≤ T ≤ 19.1 MM
JOINT DESIGN
Make and Type of Diameter Current Voltage Travel Speed
Pass
Filler Material MM (Amps) (Volts) MM/Min
FILLER BOHLER (E 81T8-FD) 2.0 191 - 265 21 - 27 166.66 - 200.00
CAPPING BOHLER (E 81T8-FD) 2.0 205 - 270 20 - 26 200.00 - 206.89
ELECTRICAL CHARACTERISTICS : DCEN ELECTRODE : (Filler Wire) F & Cap - NEGATIVE
WELD POSITION: 5G SHIELDING FLUX: CELLULOSIC
DIRECTION OF WELDING :
Root Pass: - N.A-
Hot Pass : - N.A-
Subsequent Passes : Vertical Down
Minimum Number of runs before joint as allowed to cool : Minimum 2 Pass
Maximum time between commencement and completion of weld : Not Applicable
TYPE OF LINE UP CLAMP : ( ü ) Internal ( ) External ( ) Tack Joints
Removal of clamp after : ( ü ) 100% / ( ) 50% of Root Deposition
CLEANING : Power Brushing, Grinding & Chipping
INEPSCTION / NON DESTRUCTIVE EXAMINATION Applicable Code Required Remarks
Visual Inspection API 1104 (Section 6) Yes ACCEPTABLE
Radiography (Rep. No. DAPL/QC/RT/027 Dtd 16.04.18) API 1104 (Section 8) Yes ACCEPTABLE
THE STATEMENTS IN THE RECORD ARE CORRECT. THE WELDER HAS COMPLETED THE W.Q.T. IN ACCORDANCE
WITH THE REQUIREMENTS OF THE W.P.S., API 1104, MECON SPECIFICATION.
PLL PLL CLIENT AUTHORITY
SIGN : SIGN : SIGN :
NAME : NAME : NAME :
DATE : DATE : DATE :
WELDER QUALIFICATION TEST RECORD
(API 1104)
Doc. No. :
PLL/DAPL/QA/MS/020-F-02
CLIENT : GAIL/ MECON CONTRACTOR : PUNJ LLOYD LTD. WQT NO. : DAPL-QC-WQT-28-1
WELDER NAME : SANJEEV KUMAR WPS NO. : DAPL-QC-WPS-01
WELDER I/D No. : W - 28
TEST COUPON NO.: KM112/M07
ADDRESS : DAPL SITE, JAJPUR PLACE FOR
PHOTOGRAPH WELDING M/C TYPE / SIZE : RECTIFIER
PASSPORT / I/C No. : DAPL/INPL003/W/ LOCATION : DAPL-1 SPREAD
NATIONALITY : INDIAN WEATHER CONDITIONS : SUNNY
WELDING PROCESS : FCAW MAINLINE DATE OF TEST : 17.04.2018
PIPE AND FITTING MATERIALS : Linepipe API 5L Gr. X 70, PSL 2 TO API 5L Gr. X 70 , PSL 2
PIPE OUTSIDE DIAMETER : 914.4 MM Range Qualified : Ø > 323.85 MM
PIPE WALL THICKNESS : 15.9 MM Range Qualified : 4.8 MM ≤ T ≤ 19.1 MM
JOINT DESIGN
Make and Type of Diameter Current Voltage Travel Speed
Pass
Filler Material MM (Amps) (Volts) MM/Min
FILLER BOHLER (E 81T8-FD) 2.0 191 - 266 20 - 27 187.5 - 200.00
CAPPING BOHLER (E 81T8-FD) 2.0 195.3 - 244.2 20 - 26 187.5 - 200.00
ELECTRICAL CHARACTERISTICS : DCEN ELECTRODE : (Filler Wire) F & Cap - NEGATIVE
WELD POSITION: 5G SHIELDING FLUX: CELLULOSIC
DIRECTION OF WELDING :
Root Pass: - N.A-
Hot Pass : - N.A-
Subsequent Passes : Vertical Down
Minimum Number of runs before joint as allowed to cool : Minimum 2 Pass
Maximum time between commencement and completion of weld : Not Applicable
TYPE OF LINE UP CLAMP : ( ü ) Internal ( ) External ( ) Tack Joints
Removal of clamp after : ( ü ) 100% / ( ) 50% of Root Deposition
CLEANING : Power Brushing, Grinding & Chipping
INEPSCTION / NON DESTRUCTIVE EXAMINATION Applicable Code Required Remarks
Visual Inspection API 1104 (Section 6) Yes ACCEPTABLE
Radiography (Rep. No. DAPL/QC/RT/039 Dtd 18.04.18) API 1104 (Section 8) Yes ACCEPTABLE
THE STATEMENTS IN THE RECORD ARE CORRECT. THE WELDER HAS COMPLETED THE W.Q.T. IN ACCORDANCE
WITH THE REQUIREMENTS OF THE W.P.S., API 1104, MECON SPECIFICATION.
PLL PLL CLIENT AUTHORITY
SIGN : SIGN : SIGN :
NAME : NAME : NAME :
DATE : DATE : DATE :
WELDER QUALIFICATION TEST RECORD
(API 1104)
Doc. No. :
PLL/DAPL/QA/MS/020-F-02
CLIENT : GAIL/ MECON CONTRACTOR : PUNJ LLOYD LTD. WQT NO. : DAPL-QC-WQT-03-4
WELDER NAME : AMERJEET K PRASAD WPS NO. : DAPL-QC-WPS-01
WELDER I/D No. : W - 03
TEST COUPON NO.: KM120/M44
ADDRESS : DAPL SITE, JAJPUR PLACE FOR
PHOTOGRAPH WELDING M/C TYPE / SIZE : RECTIFIER
PASSPORT / I/C No. : DAPL/INPL003/W/27 LOCATION : DAPL CAMP
NATIONALITY : INDIAN WEATHER CONDITIONS : SUNNY
WELDING PROCESS : SMAW MAINLINE DATE OF TEST : 23.04.2018
PIPE AND FITTING MATERIALS : Linepipe API 5L Gr. X 70, PSL 2 TO API 5L Gr. X 70 , PSL 2
PIPE OUTSIDE DIAMETER : 914.4 MM Range Qualified : Ø > 323.85 MM
PIPE WALL THICKNESS : 15.9 MM Range Qualified : 4.8 MM ≤ T ≤ 19.1 MM
JOINT DESIGN
Make and Type of Diameter Current Voltage Travel Speed
Pass
Filler Material MM (Amps) (Volts) MM/Min
ROOT BOHLER ( E 6010) 3.2 100 - 128 33 - 40 193.54 - 200.00
HOT PASS BOHLER ( E 8010) 4.0 124 - 158 38 - 48 240.00 - 214.28
ELECTRICAL CHARACTERISTICS : DCEP ELECTRODE : R & HP - POSITIVE
WELD POSITION: 5G SHIELDING FLUX: CELLULOSIC
DIRECTION OF WELDING :
Root Pass: Vertical Down
Hot Pass : Vertical Down
Subsequent Passes : - N.A-
Minimum Number of runs before joint as allowed to cool : Not Applicable
Maximum time between commencement and completion of weld : Not Applicable
TYPE OF LINE UP CLAMP : ( ü ) Internal ( ) External ( ) Tack Joints
Removal of clamp after : ( ü ) 100% / ( ) 50% of Root Deposition
CLEANING : Power Brushing, Grinding & Chipping
INEPSCTION / NON DESTRUCTIVE EXAMINATION Applicable Code Required Remarks
Visual Inspection API 1104 (Section 6) Yes ACCEPTABLE
Radiography (Rep. No. DAPL/QC/RT/054 Dtd 24.04.18) API 1104 (Section 8) Yes ACCEPTABLE
THE STATEMENTS IN THE RECORD ARE CORRECT. THE WELDER HAS COMPLETED THE W.Q.T. IN ACCORDANCE
WITH THE REQUIREMENTS OF THE W.P.S., API 1104, MECON SPECIFICATION.
PLL PLL CLIENT AUTHORITY
SIGN : SIGN : SIGN :
NAME : NAME : NAME :
DATE : DATE : DATE :
WELDER QUALIFICATION TEST RECORD
(API 1104)
Doc. No. :
PLL/DAPL/QA/MS/020-F-02
CLIENT : GAIL/ MECON CONTRACTOR : PUNJ LLOYD LTD. WQT NO. : DAPL-QC-WQT-04-4
WELDER NAME : GULAB CHAUHAN WPS NO. : DAPL-QC-WPS-01
WELDER I/D No. : W - 04
TEST COUPON NO.: KM120/M07
ADDRESS : DAPL SITE, JAJPUR PLACE FOR
PHOTOGRAPH WELDING M/C TYPE / SIZE : INVERTER
PASSPORT / I/C No. : DAPL/INPL003/W/30 LOCATION : CH. 120
NATIONALITY : INDIAN WEATHER CONDITIONS : SUNNY
WELDING PROCESS : SMAW MAINLINE DATE OF TEST : 29.04.2018
PIPE AND FITTING MATERIALS : Linepipe API 5L Gr. X 70, PSL 2 TO API 5L Gr. X 70 , PSL 2
PIPE OUTSIDE DIAMETER : 914.4 MM Range Qualified : Ø > 323.85 MM
PIPE WALL THICKNESS : 15.9 MM Range Qualified : 4.8 MM ≤ T ≤ 19.1 MM
JOINT DESIGN
Make and Type of Diameter Current Voltage Travel Speed
Pass
Filler Material MM (Amps) (Volts) MM/Min
ROOT BOHLER ( E 6010) 3.2 82 - 103 32 - 40 214.28 - 250.00
HOT PASS BOHLER ( E 8010) 4.0 124 - 158 38 - 48 214.28 - 240.00
FILLER - - - - -
CAPPING - - - - -
ELECTRICAL CHARACTERISTICS : DCEP ELECTRODE : R & HP - POSITIVE
WELD POSITION: 5G SHIELDING FLUX: CELLULOSIC
DIRECTION OF WELDING :
Root Pass: Vertical Down
Hot Pass : Vertical Down
Subsequent Passes : - N.A-
Minimum Number of runs before joint as allowed to cool : Not Applicable
Maximum time between commencement and completion of weld : Not Applicable
TYPE OF LINE UP CLAMP : ( ü ) Internal ( ) External ( ) Tack Joints
Removal of clamp after : ( ü ) 100% / ( ) 50% of Root Deposition
CLEANING : Power Brushing, Grinding & Chipping
INEPSCTION / NON DESTRUCTIVE EXAMINATION Applicable Code Required Remarks
Visual Inspection API 1104 (Section 6) Yes ACCEPTABLE
Radiography (Rep. No. DAPL/QC/RT/073 Dtd 30.04.18) API 1104 (Section 8) Yes ACCEPTABLE
THE STATEMENTS IN THE RECORD ARE CORRECT. THE WELDER HAS COMPLETED THE W.Q.T. IN ACCORDANCE
WITH THE REQUIREMENTS OF THE W.P.S., API 1104, MECON SPECIFICATION.
PLL PLL CLIENT AUTHORITY
SIGN : SIGN : SIGN :
NAME : NAME : NAME :
DATE : DATE : DATE :
n
WELDER QUALIFICATION TEST RECORD
(API 1104)
Doc. No. :
PLL/DAPL/QA/MS/020-F-02
CLIENT : GAIL/ MECON CONTRACTOR : PUNJ LLOYD LTD. WQT NO. : DAPL-QC-WQT-29-1
WELDER NAME : BIPUL MECH WPS NO. : DAPL-QC-WPS-01
WELDER I/D No. : W - 29
TEST COUPON NO.: KM120/M07
ADDRESS : DAPL SITE, JAJPUR PLACE FOR
PHOTOGRAPH WELDING M/C TYPE / SIZE : INVERTER
PASSPORT / I/C No. : DAPL/INPL003/W/124 LOCATION : CH. 120
NATIONALITY : INDIAN WEATHER CONDITIONS : SUNNY
WELDING PROCESS : SMAW MAINLINE DATE OF TEST : 29.04.2018
PIPE AND FITTING MATERIALS : Linepipe API 5L Gr. X 70, PSL 2 TO API 5L Gr. X 70 , PSL 2
PIPE OUTSIDE DIAMETER : 914.4 MM Range Qualified : Ø > 323.85 MM
PIPE WALL THICKNESS : 15.9 MM Range Qualified : 4.8 MM ≤ T ≤ 19.1 MM
JOINT DESIGN
Make and Type of Diameter Current Voltage Travel Speed
Pass
Filler Material MM (Amps) (Volts) MM/Min
ROOT BOHLER ( E 6010) 3.2 91 - 114 32 - 40 300.00 - 333.33
HOT PASS BOHLER ( E 8010) 4.0 131 - 172 37 - 47 333.33 - 400.00
FILLER - - - - -
CAPPING - - - - -
ELECTRICAL CHARACTERISTICS : DCEP ELECTRODE : R & HP - POSITIVE
WELD POSITION: 5G SHIELDING FLUX: CELLULOSIC
DIRECTION OF WELDING :
Root Pass: Vertical Down
Hot Pass : Vertical Down
Subsequent Passes : - N.A-
Minimum Number of runs before joint as allowed to cool : Not Applicable
Maximum time between commencement and completion of weld : Not Applicable
TYPE OF LINE UP CLAMP : ( ü ) Internal ( ) External ( ) Tack Joints
Removal of clamp after : ( ü ) 100% / ( ) 50% of Root Deposition
CLEANING : Power Brushing, Grinding & Chipping
INEPSCTION / NON DESTRUCTIVE EXAMINATION Applicable Code Required Remarks
Visual Inspection API 1104 (Section 6) Yes ACCEPTABLE
Radiography (Rep. No. DAPL/QC/RT/073 Dtd 30.04.18) API 1104 (Section 8) Yes ACCEPTABLE
THE STATEMENTS IN THE RECORD ARE CORRECT. THE WELDER HAS COMPLETED THE W.Q.T. IN ACCORDANCE
WITH THE REQUIREMENTS OF THE W.P.S., API 1104, MECON SPECIFICATION.
PLL PLL CLIENT AUTHORITY
SIGN : SIGN : SIGN :
NAME : NAME : NAME :
DATE : DATE : DATE :
WELDER QUALIFICATION TEST RECORD
(API 1104)
Doc. No. :
PLL/DAPL/QA/MS/020-F-02
CLIENT : GAIL/ MECON CONTRACTOR : PUNJ LLOYD LTD. WQT NO. : DAPL-QC-WQT-30-1
WELDER NAME : VINOD KUMAR YADAV WPS NO. : DAPL-QC-WPS-01
WELDER I/D No. : W - 30
TEST COUPON NO.: KM119/M80
ADDRESS : DAPL SITE, JAJPUR PLACE FOR
PHOTOGRAPH WELDING M/C TYPE / SIZE : INVERTER
PASSPORT / I/C No. : DAPL/INPL003/W/127 LOCATION : CH. 119
NATIONALITY : INDIAN WEATHER CONDITIONS : SUNNY
WELDING PROCESS : FCAW MAINLINE DATE OF TEST : 02.05.2018
PIPE AND FITTING MATERIALS : Linepipe API 5L Gr. X 70, PSL 2 TO API 5L Gr. X 70 , PSL 2
PIPE OUTSIDE DIAMETER : 914.4 MM Range Qualified : Ø > 323.85 MM
PIPE WALL THICKNESS : 15.9 MM Range Qualified : 4.8 MM ≤ T ≤ 19.1 MM
JOINT DESIGN
Make and Type of Diameter Current Voltage Travel Speed
Pass
Filler Material MM (Amps) (Volts) MM/Min
ROOT - - - - -
HOT PASS - - - - -
FILLER BOHLER (E 81T8-FD) 2.0 182 - 262 21 - 27 206.89 - 230.76
CAPPING BOHLER (E 81T8-FD) 2.0 214 - 281 21 - 27 222.22 - 230.76
ELECTRICAL CHARACTERISTICS : DCEP ELECTRODE : (Filler Wire) F & Cap - NEGATIVE
WELD POSITION: 5G SHIELDING FLUX: CELLULOSIC
DIRECTION OF WELDING :
Root Pass: - N.A-
Hot Pass : - N.A-
Subsequent Passes : Vertical Down
Minimum Number of runs before joint as allowed to cool : Minimum 2 Pass
Maximum time between commencement and completion of weld : Not Applicable
TYPE OF LINE UP CLAMP : ( ü ) Internal ( ) External ( ) Tack Joints
Removal of clamp after : ( ü ) 100% / ( ) 50% of Root Deposition
CLEANING : Power Brushing, Grinding & Chipping
INEPSCTION / NON DESTRUCTIVE EXAMINATION Applicable Code Required Remarks
Visual Inspection API 1104 (Section 6) Yes ACCEPTABLE
Radiography (Rep. No. DAPL/QC/RT/083 Dtd 03.05.18) API 1104 (Section 8) Yes ACCEPTABLE
THE STATEMENTS IN THE RECORD ARE CORRECT. THE WELDER HAS COMPLETED THE W.Q.T. IN ACCORDANCE
WITH THE REQUIREMENTS OF THE W.P.S., API 1104, MECON SPECIFICATION.
PLL PLL CLIENT AUTHORITY
SIGN : SIGN : SIGN :
NAME : NAME : NAME :
DATE : DATE : DATE :
WELDER QUALIFICATION TEST RECORD
(API 1104)
Doc. No. :
PLL/DAPL/QA/MS/020-F-02
CLIENT : GAIL/ MECON CONTRACTOR : PUNJ LLOYD LTD. WQT NO. : DAPL-QC-WQT-31-1
WELDER NAME : LAL BABU RAY WPS NO. : DAPL-QC-WPS-01
WELDER I/D No. : W - 31
TEST COUPON NO.: KM119/M80
ADDRESS : DAPL SITE, JAJPUR PLACE FOR
PHOTOGRAPH WELDING M/C TYPE / SIZE : INVERTER
PASSPORT / I/C No. : DAPL/INPL003/W/126 LOCATION : CH. 119
NATIONALITY : INDIAN WEATHER CONDITIONS : SUNNY
WELDING PROCESS : FCAW MAINLINE DATE OF TEST : 02.05.2018
PIPE AND FITTING MATERIALS : Linepipe API 5L Gr. X 70, PSL 2 TO API 5L Gr. X 70 , PSL 2
PIPE OUTSIDE DIAMETER : 914.4 MM Range Qualified : Ø > 323.85 MM
PIPE WALL THICKNESS : 15.9 MM Range Qualified : 4.8 MM ≤ T ≤ 19.1 MM
JOINT DESIGN
Make and Type of Diameter Current Voltage Travel Speed
Pass
Filler Material MM (Amps) (Volts) MM/Min
ROOT - - - - -
HOT PASS - - - - -
FILLER BOHLER (E 81T8-FD) 2.0 192 - 264 20 - 26 200.00 - 214.28
CAPPING BOHLER (E 81T8-FD) 2.0 214 - 281 21 - 27 200.00 - 214.28
ELECTRICAL CHARACTERISTICS : DCEP ELECTRODE : (Filler Wire) F & Cap - NEGATIVE
WELD POSITION: 5G SHIELDING FLUX: CELLULOSIC
DIRECTION OF WELDING :
Root Pass: - N.A-
Hot Pass : - N.A-
Subsequent Passes : Vertical Down
Minimum Number of runs before joint as allowed to cool : Minimum 2 Pass
Maximum time between commencement and completion of weld : Not Applicable
TYPE OF LINE UP CLAMP : ( ü ) Internal ( ) External ( ) Tack Joints
Removal of clamp after : ( ü ) 100% / ( ) 50% of Root Deposition
CLEANING : Power Brushing, Grinding & Chipping
INEPSCTION / NON DESTRUCTIVE EXAMINATION Applicable Code Required Remarks
Visual Inspection API 1104 (Section 6) Yes ACCEPTABLE
Radiography (Rep. No. DAPL/QC/RT/083 Dtd 03.05.18) API 1104 (Section 8) Yes ACCEPTABLE
THE STATEMENTS IN THE RECORD ARE CORRECT. THE WELDER HAS COMPLETED THE W.Q.T. IN ACCORDANCE
WITH THE REQUIREMENTS OF THE W.P.S., API 1104, MECON SPECIFICATION.
PLL PLL CLIENT AUTHORITY
SIGN : SIGN : SIGN :
NAME : NAME : NAME :
DATE : DATE : DATE :
WELDER QUALIFICATION TEST RECORD
(API 1104)
Doc. No. :
PLL/DAPL/QA/MS/020-F-02
CLIENT : GAIL/ MECON CONTRACTOR : PUNJ LLOYD LTD. WQT NO. : DAPL-QC-WQT-33-1
WELDER NAME : TAROON GOGOI WPS NO. : DAPL-QC-WPS-01
WELDER I/D No. : W - 33
TEST COUPON NO.: KM119/M08
ADDRESS : DAPL SITE, JAJPUR PLACE FOR
PHOTOGRAPH WELDING M/C TYPE / SIZE : INVERTER
PASSPORT / I/C No. : DAPL/INPL003/W/136 LOCATION : DAPL 2, CH 119
NATIONALITY : INDIAN WEATHER CONDITIONS : SUNNY
WELDING PROCESS : SMAW MAINLINE DATE OF TEST : 09.05.2018
PIPE AND FITTING MATERIALS : Linepipe API 5L Gr. X 70, PSL 2 TO API 5L Gr. X 70 , PSL 2
PIPE OUTSIDE DIAMETER : 914.4 MM Range Qualified : Ø > 323.85 MM
PIPE WALL THICKNESS : 15.9 MM Range Qualified : 4.8 MM ≤ T ≤ 19.1 MM
JOINT DESIGN
Make and Type of Diameter Current Voltage Travel Speed
Pass
Filler Material MM (Amps) (Volts) MM/Min
ROOT BOHLER ( E 6010) 3.2 83 - 103 30 - 38 230.76 - 240.00
HOT PASS BOHLER ( E 8010) 4.0 127 - 161 41 - 51 250.00 - 272.72
FILLER - - - - -
CAPPING - - - - -
ELECTRICAL CHARACTERISTICS : DCEP ELECTRODE : R & HP - POSITIVE
WELD POSITION: 5G SHIELDING FLUX: CELLULOSIC
DIRECTION OF WELDING :
Root Pass: Vertical Down
Hot Pass : Vertical Down
Subsequent Passes : - N.A-
Minimum Number of runs before joint as allowed to cool : Not Applicable
Maximum time between commencement and completion of weld : Not Applicable
TYPE OF LINE UP CLAMP : ( ü ) Internal ( ) External ( ) Tack Joints
Removal of clamp after : ( ü ) 100% / ( ) 50% of Root Deposition
CLEANING : Power Brushing, Grinding & Chipping
INEPSCTION / NON DESTRUCTIVE EXAMINATION Applicable Code Required Remarks
Visual Inspection API 1104 (Section 6) Yes ACCEPTABLE
Radiography (Rep. No. DAPL/QC/RT/097 Dtd 09.05.18) API 1104 (Section 8) Yes ACCEPTABLE
THE STATEMENTS IN THE RECORD ARE CORRECT. THE WELDER HAS COMPLETED THE W.Q.T. IN ACCORDANCE
WITH THE REQUIREMENTS OF THE W.P.S., API 1104, MECON SPECIFICATION.
PLL PLL CLIENT AUTHORITY
SIGN : SIGN : SIGN :
NAME : NAME : NAME :
DATE : DATE : DATE :
WELDER QUALIFICATION TEST RECORD
(API 1104)
Doc. No. :
PLL/DAPL/QA/MS/020-F-02
CLIENT : GAIL/ MECON CONTRACTOR : PUNJ LLOYD LTD. WQT NO. : DAPL-QC-WQT-34-1
WELDER NAME : BHUPEN CHETIA WPS NO. : DAPL-QC-WPS-01
WELDER I/D No. : W - 34
TEST COUPON NO.: KM118/M67
ADDRESS : DAPL SITE, JAJPUR PLACE FOR
PHOTOGRAPH WELDING M/C TYPE / SIZE : INVERTER
PASSPORT / I/C No. : DAPL/INPL003/W/142 LOCATION : DAPL 2, CH 118
NATIONALITY : INDIAN WEATHER CONDITIONS : SUNNY
WELDING PROCESS : SMAW MAINLINE DATE OF TEST : 11.05.2018
PIPE AND FITTING MATERIALS : Linepipe API 5L Gr. X 70, PSL 2 TO API 5L Gr. X 70 , PSL 2
PIPE OUTSIDE DIAMETER : 914.4 MM Range Qualified : Ø > 323.85 MM
PIPE WALL THICKNESS : 15.9 MM Range Qualified : 4.8 MM ≤ T ≤ 19.1 MM
JOINT DESIGN
Make and Type of Diameter Current Voltage Travel Speed
Pass
Filler Material MM (Amps) (Volts) MM/Min
ROOT BOHLER ( E 6010) 3.2 93 - 118 31 - 43 153.84 - 162.16
HOT PASS BOHLER ( E 8010) 4.0 119 - 156 40 - 51 150.00 - 166.66
FILLER - - - - -
CAPPING - - - - -
ELECTRICAL CHARACTERISTICS : DCEP ELECTRODE : R & HP - POSITIVE
WELD POSITION: 5G SHIELDING FLUX: CELLULOSIC
DIRECTION OF WELDING :
Root Pass: Vertical Down
Hot Pass : Vertical Down
Subsequent Passes : - N.A-
Minimum Number of runs before joint as allowed to cool : Not Applicable
Maximum time between commencement and completion of weld : Not Applicable
TYPE OF LINE UP CLAMP : ( ü ) Internal ( ) External ( ) Tack Joints
Removal of clamp after : ( ü ) 100% / ( ) 50% of Root Deposition
CLEANING : Power Brushing, Grinding & Chipping
INEPSCTION / NON DESTRUCTIVE EXAMINATION Applicable Code Required Remarks
Visual Inspection API 1104 (Section 6) Yes ACCEPTABLE
Radiography (Rep. No. DAPL/QC/RT/104 Dtd 14.05.18) API 1104 (Section 8) Yes ACCEPTABLE
THE STATEMENTS IN THE RECORD ARE CORRECT. THE WELDER HAS COMPLETED THE W.Q.T. IN ACCORDANCE
WITH THE REQUIREMENTS OF THE W.P.S., API 1104, MECON SPECIFICATION.
PLL PLL CLIENT AUTHORITY
SIGN : SIGN : SIGN :
NAME : NAME : NAME :
DATE : DATE : DATE :
WELDER QUALIFICATION TEST RECORD
(API 1104)
Doc. No. :
PLL/DAPL/QA/MS/020-F-02
CLIENT : GAIL/ MECON CONTRACTOR : PUNJ LLOYD LTD. WQT NO. : DAPL-QC-WQT-35-1
WELDER NAME : DIGANTO MAJUMDAR WPS NO. : DAPL-QC-WPS-01
WELDER I/D No. : W - 35
TEST COUPON NO.: KM118/M79
ADDRESS : DAPL SITE, JAJPUR PLACE FOR
PHOTOGRAPH WELDING M/C TYPE / SIZE : INVERTER
PASSPORT / I/C No. : DAPL/INPL003/W/138 LOCATION : DAPL 2, CH 118
NATIONALITY : INDIAN WEATHER CONDITIONS : SUNNY
WELDING PROCESS : SMAW MAINLINE DATE OF TEST : 10.05.2018
PIPE AND FITTING MATERIALS : Linepipe API 5L Gr. X 70, PSL 2 TO API 5L Gr. X 70 , PSL 2
PIPE OUTSIDE DIAMETER : 914.4 MM Range Qualified : Ø > 323.85 MM
PIPE WALL THICKNESS : 15.9 MM Range Qualified : 4.8 MM ≤ T ≤ 19.1 MM
JOINT DESIGN
Make and Type of Diameter Current Voltage Travel Speed
Pass
Filler Material MM (Amps) (Volts) MM/Min
ROOT BOHLER ( E 6010) 3.2 80 - 100 31 - 40 153.84 - 166.66
HOT PASS BOHLER ( E 8010) 4.0 117 - 150 37 - 49 157.89 - 162.16
FILLER - - - - -
CAPPING - - - - -
ELECTRICAL CHARACTERISTICS : DCEP ELECTRODE : R & HP - POSITIVE
WELD POSITION: 5G SHIELDING FLUX: CELLULOSIC
DIRECTION OF WELDING :
Root Pass: Vertical Down
Hot Pass : Vertical Down
Subsequent Passes : - N.A-
Minimum Number of runs before joint as allowed to cool : Not Applicable
Maximum time between commencement and completion of weld : Not Applicable
TYPE OF LINE UP CLAMP : ( ü ) Internal ( ) External ( ) Tack Joints
Removal of clamp after : ( ü ) 100% / ( ) 50% of Root Deposition
CLEANING : Power Brushing, Grinding & Chipping
INEPSCTION / NON DESTRUCTIVE EXAMINATION Applicable Code Required Remarks
Visual Inspection API 1104 (Section 6) Yes ACCEPTABLE
Radiography (Rep. No. DAPL/QC/RT/103 Dtd 11.05.18) API 1104 (Section 8) Yes ACCEPTABLE
THE STATEMENTS IN THE RECORD ARE CORRECT. THE WELDER HAS COMPLETED THE W.Q.T. IN ACCORDANCE
WITH THE REQUIREMENTS OF THE W.P.S., API 1104, MECON SPECIFICATION.
PLL PLL CLIENT AUTHORITY
SIGN : SIGN : SIGN :
NAME : NAME : NAME :
DATE : DATE : DATE :
WELDER QUALIFICATION TEST RECORD
(API 1104)
Doc. No. :
PLL/DAPL/QA/MS/020-F-02
CLIENT : GAIL/ MECON CONTRACTOR : PUNJ LLOYD LTD. WQT NO. : DAPL-QC-WQT-36-1
WELDER NAME : SADANAND KALITA WPS NO. : DAPL-QC-WPS-01
WELDER I/D No. : W - 36
TEST COUPON NO.: KM118/M79
ADDRESS : DAPL SITE, JAJPUR PLACE FOR
PHOTOGRAPH WELDING M/C TYPE / SIZE : INVERTER
PASSPORT / I/C No. : DAPL/INPL003/W/139 LOCATION : DAPL 2, CH 118
NATIONALITY : INDIAN WEATHER CONDITIONS : SUNNY
WELDING PROCESS : SMAW MAINLINE DATE OF TEST : 10.05.2018
PIPE AND FITTING MATERIALS : Linepipe API 5L Gr. X 70, PSL 2 TO API 5L Gr. X 70 , PSL 2
PIPE OUTSIDE DIAMETER : 914.4 MM Range Qualified : Ø > 323.85 MM
PIPE WALL THICKNESS : 15.9 MM Range Qualified : 4.8 MM ≤ T ≤ 19.1 MM
JOINT DESIGN
Make and Type of Diameter Current Voltage Travel Speed
Pass
Filler Material MM (Amps) (Volts) MM/Min
ROOT BOHLER ( E 6010) 3.2 99 - 124 30 - 37 187.50 - 193.54
HOT PASS BOHLER ( E 8010) 4.0 132 - 164 39 - 51 193.54 - 200.00
FILLER - - - - -
CAPPING - - - - -
ELECTRICAL CHARACTERISTICS : DCEP ELECTRODE : R & HP - POSITIVE
WELD POSITION: 5G SHIELDING FLUX: CELLULOSIC
DIRECTION OF WELDING :
Root Pass: Vertical Down
Hot Pass : Vertical Down
Subsequent Passes : - N.A-
Minimum Number of runs before joint as allowed to cool : Not Applicable
Maximum time between commencement and completion of weld : Not Applicable
TYPE OF LINE UP CLAMP : ( ü ) Internal ( ) External ( ) Tack Joints
Removal of clamp after : ( ü ) 100% / ( ) 50% of Root Deposition
CLEANING : Power Brushing, Grinding & Chipping
INEPSCTION / NON DESTRUCTIVE EXAMINATION Applicable Code Required Remarks
Visual Inspection API 1104 (Section 6) Yes ACCEPTABLE
Radiography (Rep. No. DAPL/QC/RT/103 Dtd 11.05.18) API 1104 (Section 8) Yes ACCEPTABLE
THE STATEMENTS IN THE RECORD ARE CORRECT. THE WELDER HAS COMPLETED THE W.Q.T. IN ACCORDANCE
WITH THE REQUIREMENTS OF THE W.P.S., API 1104, MECON SPECIFICATION.
PLL PLL CLIENT AUTHORITY
SIGN : SIGN : SIGN :
NAME : NAME : NAME :
DATE : DATE : DATE :
WELDER QUALIFICATION TEST RECORD
(API 1104)
Doc. No. :
PLL/DAPL/QA/MS/020-F-02
CLIENT : GAIL/ MECON CONTRACTOR : PUNJ LLOYD LTD. WQT NO. : DAPL-QC-WQT-37-1
WELDER NAME : PINKU KUMAR WPS NO. : DAPL-QC-WPS-01
WELDER I/D No. : W - 37
TEST COUPON NO.: KM118/M80
ADDRESS : DAPL SITE, JAJPUR PLACE FOR
PHOTOGRAPH WELDING M/C TYPE / SIZE : INVERTER
PASSPORT / I/C No. : DAPL/INPL003/W/137 LOCATION : DAPL 2, CH 118
NATIONALITY : INDIAN WEATHER CONDITIONS : SUNNY
WELDING PROCESS : FCAW MAINLINE DATE OF TEST : 10.05.2018
PIPE AND FITTING MATERIALS : Linepipe API 5L Gr. X 70, PSL 2 TO API 5L Gr. X 70 , PSL 2
PIPE OUTSIDE DIAMETER : 914.4 MM Range Qualified : Ø > 323.85 MM
PIPE WALL THICKNESS : 15.9 MM Range Qualified : 4.8 MM ≤ T ≤ 19.1 MM
JOINT DESIGN
Make and Type of Diameter Current Voltage Travel Speed
Pass
Filler Material MM (Amps) (Volts) MM/Min
ROOT - - - - -
HOT PASS - - - - -
FILLER BOHLER (E 81T8-FD) 2.0 158 - 269 22 - 43 157.89 - 200.00
CAPPING BOHLER (E 81T8-FD) 2.0 192 - 258 20 - 26 171.42 - 193.54
ELECTRICAL CHARACTERISTICS : DCEP ELECTRODE : (Filler Wire) F & Cap - NEGATIVE
WELD POSITION: 5G SHIELDING FLUX: CELLULOSIC
DIRECTION OF WELDING :
Root Pass: Vertical Down
Hot Pass : Vertical Down
Subsequent Passes : - N.A-
Minimum Number of runs before joint as allowed to cool : Not Applicable
Maximum time between commencement and completion of weld : Not Applicable
TYPE OF LINE UP CLAMP : ( ü ) Internal ( ) External ( ) Tack Joints
Removal of clamp after : ( ü ) 100% / ( ) 50% of Root Deposition
CLEANING : Power Brushing, Grinding & Chipping
INEPSCTION / NON DESTRUCTIVE EXAMINATION Applicable Code Required Remarks
Visual Inspection API 1104 (Section 6) Yes ACCEPTABLE
Radiography (Rep. No. DAPL/QC/RT/103 Dtd 11.05.18) API 1104 (Section 8) Yes ACCEPTABLE
THE STATEMENTS IN THE RECORD ARE CORRECT. THE WELDER HAS COMPLETED THE W.Q.T. IN ACCORDANCE
WITH THE REQUIREMENTS OF THE W.P.S., API 1104, MECON SPECIFICATION.
PLL PLL CLIENT AUTHORITY
SIGN : SIGN : SIGN :
NAME : NAME : NAME :
DATE : DATE : DATE :
WELDER QUALIFICATION TEST RECORD
(API 1104)
Doc. No. :
PLL/DAPL/QA/MS/020-F-02
CLIENT : GAIL/ MECON CONTRACTOR : PUNJ LLOYD LTD. WQT NO. : DAPL-QC-WQT-38-1
WELDER NAME : ASHIM CHANGMAI WPS NO. : DAPL-QC-WPS-01
WELDER I/D No. : W - 38
TEST COUPON NO.: KM118/M80
ADDRESS : DAPL SITE, JAJPUR PLACE FOR
PHOTOGRAPH WELDING M/C TYPE / SIZE : INVERTER
PASSPORT / I/C No. : DAPL/INPL003/W/140 LOCATION : DAPL 2, CH 118
NATIONALITY : INDIAN WEATHER CONDITIONS : SUNNY
WELDING PROCESS : FCAW MAINLINE DATE OF TEST : 10.05.2018
PIPE AND FITTING MATERIALS : Linepipe API 5L Gr. X 70, PSL 2 TO API 5L Gr. X 70 , PSL 2
PIPE OUTSIDE DIAMETER : 914.4 MM Range Qualified : Ø > 323.85 MM
PIPE WALL THICKNESS : 15.9 MM Range Qualified : 4.8 MM ≤ T ≤ 19.1 MM
JOINT DESIGN
Make and Type of Diameter Current Voltage Travel Speed
Pass
Filler Material MM (Amps) (Volts) MM/Min
ROOT - - - - -
HOT PASS - - - - -
FILLER BOHLER (E 81T8-FD) 2.0 142 - 250 21 - 28 166.66 - 187.50
CAPPING BOHLER (E 81T8-FD) 2.0 192 - 264 20 - 27 193.54 - 200.00
ELECTRICAL CHARACTERISTICS : DCEP ELECTRODE : (Filler Wire) F & Cap - NEGATIVE
WELD POSITION: 5G SHIELDING FLUX: CELLULOSIC
DIRECTION OF WELDING :
Root Pass: - N.A-
Hot Pass : - N.A-
Subsequent Passes : Vertical Down
Minimum Number of runs before joint as allowed to cool : Not Applicable
Maximum time between commencement and completion of weld : Not Applicable
TYPE OF LINE UP CLAMP : ( ü ) Internal ( ) External ( ) Tack Joints
Removal of clamp after : ( ü ) 100% / ( ) 50% of Root Deposition
CLEANING : Power Brushing, Grinding & Chipping
INEPSCTION / NON DESTRUCTIVE EXAMINATION Applicable Code Required Remarks
Visual Inspection API 1104 (Section 6) Yes ACCEPTABLE
Radiography (Rep. No. DAPL/QC/RT/103 Dtd 11.05.18) API 1104 (Section 8) Yes ACCEPTABLE
THE STATEMENTS IN THE RECORD ARE CORRECT. THE WELDER HAS COMPLETED THE W.Q.T. IN ACCORDANCE
WITH THE REQUIREMENTS OF THE W.P.S., API 1104, MECON SPECIFICATION.
PLL PLL CLIENT AUTHORITY
SIGN : SIGN : SIGN :
NAME : NAME : NAME :
DATE : DATE : DATE :
WELDER QUALIFICATION TEST RECORD
(API 1104)
Doc. No. :
PLL/DAPL/QA/MS/020-F-02
CLIENT : GAIL/ MECON CONTRACTOR : PUNJ LLOYD LTD. WQT NO. : DAPL-QC-WQT-39-1
WELDER NAME : HARI PAL WPS NO. : DAPL-QC-WPS-01
WELDER I/D No. : W - 39
TEST COUPON NO.: KM118/M24
ADDRESS : DAPL SITE, JAJPUR PLACE FOR
PHOTOGRAPH WELDING M/C TYPE / SIZE : INVERTER
PASSPORT / I/C No. : DAPL/INPL003/W/157 LOCATION : DAPL 2, CH 118
NATIONALITY : INDIAN WEATHER CONDITIONS : SUNNY
WELDING PROCESS : FCAW MAINLINE DATE OF TEST : 16.05.2018
PIPE AND FITTING MATERIALS : Linepipe API 5L Gr. X 70, PSL 2 TO API 5L Gr. X 70 , PSL 2
PIPE OUTSIDE DIAMETER : 914.4 MM Range Qualified : Ø > 323.85 MM
PIPE WALL THICKNESS : 15.9 MM Range Qualified : 4.8 MM ≤ T ≤ 19.1 MM
JOINT DESIGN
Make and Type of Diameter Current Voltage Travel Speed
Pass
Filler Material MM (Amps) (Volts) MM/Min
ROOT - - - - -
HOT PASS - - - - -
FILLER BOHLER (E 81T8-FD) 2.0 174 - 253 21 - 28 142.85 - 157.89
CAPPING BOHLER (E 81T8-FD) 2.0 197 - 253 21 - 26 153.89 - 157.84
ELECTRICAL CHARACTERISTICS : DCEP ELECTRODE : (Filler Wire) F & Cap - NEGATIVE
WELD POSITION: 5G SHIELDING FLUX: CELLULOSIC
DIRECTION OF WELDING :
Root Pass: - N.A-
Hot Pass : - N.A-
Subsequent Passes : Vertical Down
Minimum Number of runs before joint as allowed to cool : Not Applicable
Maximum time between commencement and completion of weld : Not Applicable
TYPE OF LINE UP CLAMP : ( ü ) Internal ( ) External ( ) Tack Joints
Removal of clamp after : ( ü ) 100% / ( ) 50% of Root Deposition
CLEANING : Power Brushing, Grinding & Chipping
INEPSCTION / NON DESTRUCTIVE EXAMINATION Applicable Code Required Remarks
Visual Inspection API 1104 (Section 6) Yes ACCEPTABLE
Radiography (Rep. No. DAPL/QC/RT/129 Dtd 18.05.18) API 1104 (Section 8) Yes ACCEPTABLE
THE STATEMENTS IN THE RECORD ARE CORRECT. THE WELDER HAS COMPLETED THE W.Q.T. IN ACCORDANCE
WITH THE REQUIREMENTS OF THE W.P.S., API 1104, MECON SPECIFICATION.
PLL PLL CLIENT AUTHORITY
SIGN : SIGN : SIGN :
NAME : NAME : NAME :
DATE : DATE : DATE :
WELDER QUALIFICATION TEST RECORD
(API 1104)
Doc. No. :
PLL/DAPL/QA/MS/020-F-02
CLIENT : GAIL/ MECON CONTRACTOR : PUNJ LLOYD LTD. WQT NO. : DAPL-QC-WQT-40-1
WELDER NAME : BALINDRA MAHTO WPS NO. : DAPL-QC-WPS-01
WELDER I/D No. : W - 40
TEST COUPON NO.: KM118/M24
ADDRESS : DAPL SITE, JAJPUR PLACE FOR
PHOTOGRAPH WELDING M/C TYPE / SIZE : INVERTER
PASSPORT / I/C No. : DAPL/INPL003/W/156 LOCATION : DAPL 2, CH 118
NATIONALITY : INDIAN WEATHER CONDITIONS : SUNNY
WELDING PROCESS : FCAW MAINLINE DATE OF TEST : 16.05.2018
PIPE AND FITTING MATERIALS : Linepipe API 5L Gr. X 70, PSL 2 TO API 5L Gr. X 70 , PSL 2
PIPE OUTSIDE DIAMETER : 914.4 MM Range Qualified : Ø > 323.85 MM
PIPE WALL THICKNESS : 15.9 MM Range Qualified : 4.8 MM ≤ T ≤ 19.1 MM
JOINT DESIGN
Make and Type of Diameter Current Voltage Travel Speed
Pass
Filler Material MM (Amps) (Volts) MM/Min
ROOT - - - - -
HOT PASS - - - - -
FILLER BOHLER (E 81T8-FD) 2.0 192 - 253 27 - 36 166.66 - 187.66
CAPPING BOHLER (E 81T8-FD) 2.0 202 - 264 27 - 35 176.47 - 200.00
ELECTRICAL CHARACTERISTICS : DCEP ELECTRODE : (Filler Wire) F & Cap - NEGATIVE
WELD POSITION: 5G SHIELDING FLUX: CELLULOSIC
DIRECTION OF WELDING :
Root Pass: - N.A-
Hot Pass : - N.A-
Subsequent Passes : Vertical Down
Minimum Number of runs before joint as allowed to cool : Not Applicable
Maximum time between commencement and completion of weld : Not Applicable
TYPE OF LINE UP CLAMP : ( ü ) Internal ( ) External ( ) Tack Joints
Removal of clamp after : ( ü ) 100% / ( ) 50% of Root Deposition
CLEANING : Power Brushing, Grinding & Chipping
INEPSCTION / NON DESTRUCTIVE EXAMINATION Applicable Code Required Remarks
Visual Inspection API 1104 (Section 6) Yes ACCEPTABLE
Radiography (Rep. No. DAPL/QC/RT/129 Dtd 18.05.18) API 1104 (Section 8) Yes ACCEPTABLE
THE STATEMENTS IN THE RECORD ARE CORRECT. THE WELDER HAS COMPLETED THE W.Q.T. IN ACCORDANCE
WITH THE REQUIREMENTS OF THE W.P.S., API 1104, MECON SPECIFICATION.
PLL PLL CLIENT AUTHORITY
SIGN : SIGN : SIGN :
NAME : NAME : NAME :
DATE : DATE : DATE :
WELDER QUALIFICATION TEST RECORD
(API 1104)
Doc. No. :
PLL/DAPL/QA/MS/020-F-02
CLIENT : GAIL/ MECON CONTRACTOR : PUNJ LLOYD LTD. WQT NO. : DAPL-QC-WQT-43-1
WELDER NAME : SANTANU CHETIA WPS NO. : DAPL-QC-WPS-01
WELDER I/D No. : W - 43
TEST COUPON NO.: KM114/M40
ADDRESS : DAPL SITE, JAJPUR PLACE FOR
PHOTOGRAPH WELDING M/C TYPE / SIZE : INVERTER
PASSPORT / I/C No. : DAPL/INPL003/W/159 LOCATION : DAPL 1, CH 114
NATIONALITY : INDIAN WEATHER CONDITIONS : SUNNY
WELDING PROCESS : SMAW MAINLINE DATE OF TEST : 21.05.2018
PIPE AND FITTING MATERIALS : Linepipe API 5L Gr. X 70, PSL 2 TO API 5L Gr. X 70 , PSL 2
PIPE OUTSIDE DIAMETER : 914.4 MM Range Qualified : Ø > 323.85 MM
PIPE WALL THICKNESS : 15.9 MM Range Qualified : 4.8 MM ≤ T ≤ 19.1 MM
JOINT DESIGN
Make and Type of Diameter Current Voltage Travel Speed
Pass
Filler Material MM (Amps) (Volts) MM/Min
ROOT BOHLER ( E 6010) 3.2 92 - 118 31 - 41 206.89 - 214.28
HOT PASS BOHLER ( E 8010) 4.0 123 - 160 35 - 46 153.84 - 187.50
FILLER - - - - -
CAPPING - - - - -
ELECTRICAL CHARACTERISTICS : DCEP ELECTRODE : R & HP - POSITIVE
WELD POSITION: 5G SHIELDING FLUX: CELLULOSIC
DIRECTION OF WELDING :
Root Pass: Vertical Down
Hot Pass : Vertical Down
Subsequent Passes : - N.A-
Minimum Number of runs before joint as allowed to cool : Not Applicable
Maximum time between commencement and completion of weld : Not Applicable
TYPE OF LINE UP CLAMP : ( ü ) Internal ( ) External ( ) Tack Joints
Removal of clamp after : ( ü ) 100% / ( ) 50% of Root Deposition
CLEANING : Power Brushing, Grinding & Chipping
INEPSCTION / NON DESTRUCTIVE EXAMINATION Applicable Code Required Remarks
Visual Inspection API 1104 (Section 6) Yes ACCEPTABLE
Radiography (Rep. No. DAPL/QC/RT/149 Dtd 25.05.18) API 1104 (Section 8) Yes ACCEPTABLE
THE STATEMENTS IN THE RECORD ARE CORRECT. THE WELDER HAS COMPLETED THE W.Q.T. IN ACCORDANCE
WITH THE REQUIREMENTS OF THE W.P.S., API 1104, MECON SPECIFICATION.
PLL PLL CLIENT AUTHORITY
SIGN : SIGN : SIGN :
NAME : NAME : NAME :
DATE : DATE : DATE :
WELDER QUALIFICATION TEST RECORD
(API 1104)
Doc. No. :
PLL/DAPL/QA/MS/020-F-02
CLIENT : GAIL/ MECON CONTRACTOR : PUNJ LLOYD LTD. WQT NO. : DAPL-QC-WQT-32-1
WELDER NAME : LAKHWIR SINGH WPS NO. : DAPL-QC-WPS-01
WELDER I/D No. : W - 32
TEST COUPON NO.: KM 84 / M 68
ADDRESS : DAPL SITE, JAJPUR PLACE FOR
PHOTOGRAPH WELDING M/C TYPE / SIZE : INVERTER
PASSPORT / I/C No. : H DEEP CONTRACTOR LOCATION : DAPL 1, CH 84
NATIONALITY : INDIAN WEATHER CONDITIONS : SUNNY
WELDING PROCESS : FCAW MAINLINE DATE OF TEST : 20.06.2018
PIPE AND FITTING MATERIALS : Linepipe API 5L Gr. X 70, PSL 2 TO API 5L Gr. X 70 , PSL 2
PIPE OUTSIDE DIAMETER : 914.4 MM Range Qualified : Ø > 323.85 MM
PIPE WALL THICKNESS : 15.9 MM Range Qualified : 4.8 MM ≤ T ≤ 19.1 MM
JOINT DESIGN
Make and Type of Diameter Current Voltage Travel Speed
Pass
Filler Material MM (Amps) (Volts) MM/Min
ROOT - - - - -
HOT PASS - - - - -
FILLER BOHLER (E 81T8-FD) 2.0 209 - 275 20 - 26 171.42 - 200.00
CAPPING BOHLER (E 81T8-FD) 2.0 195 - 251 20 - 25 200.89 - 200.00
ELECTRICAL CHARACTERISTICS : DCEP ELECTRODE : (Filler Wire) F & Cap - NEGATIVE
WELD POSITION: 5G SHIELDING FLUX: CELLULOSIC
DIRECTION OF WELDING :
Root Pass: - N.A-
Hot Pass : - N.A-
Subsequent Passes : Vertical Down
Minimum Number of runs before joint as allowed to cool : Not Applicable
Maximum time between commencement and completion of weld : Not Applicable
TYPE OF LINE UP CLAMP : ( ü ) Internal ( ) External ( ) Tack Joints
Removal of clamp after : ( ü ) 100% / ( ) 50% of Root Deposition
CLEANING : Power Brushing, Grinding & Chipping
INEPSCTION / NON DESTRUCTIVE EXAMINATION Applicable Code Required Remarks
Visual Inspection API 1104 (Section 6) Yes ACCEPTABLE
Radiography (Rep. No. DAPL/QC/RT/293 Dtd 06.07.18) API 1104 (Section 8) Yes ACCEPTABLE
THE STATEMENTS IN THE RECORD ARE CORRECT. THE WELDER HAS COMPLETED THE W.Q.T. IN ACCORDANCE
WITH THE REQUIREMENTS OF THE W.P.S., API 1104, MECON SPECIFICATION.
PLL PLL CLIENT AUTHORITY
SIGN : SIGN : SIGN :
NAME : NAME : NAME :
DATE : DATE : DATE :
WELDER QUALIFICATION TEST RECORD
(API 1104)
Doc. No. :
PLL/DAPL/QA/MS/020-F-02
CLIENT : GAIL/ MECON CONTRACTOR : PUNJ LLOYD LTD. WQT NO. : DAPL-QC-WQT-16-2
WELDER NAME : JOGINDER YADAV WPS NO. : DAPL-QC-WPS-01
WELDER I/D No. : W - 16
TEST COUPON NO.: KM 84 / M 08
ADDRESS : DAPL SITE, JAJPUR PLACE FOR
PHOTOGRAPH WELDING M/C TYPE / SIZE : INVERTER
PASSPORT / I/C No. : H DEEP CONTRACTOR LOCATION : DAPL 1, CH 84
NATIONALITY : INDIAN WEATHER CONDITIONS : SUNNY
WELDING PROCESS : FCAW MAINLINE DATE OF TEST : 20.06.2018
PIPE AND FITTING MATERIALS : Linepipe API 5L Gr. X 70, PSL 2 TO API 5L Gr. X 70 , PSL 2
PIPE OUTSIDE DIAMETER : 914.4 MM Range Qualified : Ø > 323.85 MM
PIPE WALL THICKNESS : 15.9 MM Range Qualified : 4.8 MM ≤ T ≤ 19.1 MM
JOINT DESIGN
Make and Type of Diameter Current Voltage Travel Speed
Pass
Filler Material MM (Amps) (Volts) MM/Min
ROOT - - - - -
HOT PASS - - - - -
FILLER BOHLER (E 81T8-FD) 2.0 203 - 275 20 - 26 181.81 - 206.89
CAPPING BOHLER (E 81T8-FD) 2.0 207 - 265 20 - 26 214.28 - 222.22
ELECTRICAL CHARACTERISTICS : DCEP ELECTRODE : (Filler Wire) F & Cap - NEGATIVE
WELD POSITION: 5G SHIELDING FLUX: CELLULOSIC
DIRECTION OF WELDING :
Root Pass: - N.A-
Hot Pass : - N.A-
Subsequent Passes : Vertical Down
Minimum Number of runs before joint as allowed to cool : Not Applicable
Maximum time between commencement and completion of weld : Not Applicable
TYPE OF LINE UP CLAMP : ( ü ) Internal ( ) External ( ) Tack Joints
Removal of clamp after : ( ü ) 100% / ( ) 50% of Root Deposition
CLEANING : Power Brushing, Grinding & Chipping
INEPSCTION / NON DESTRUCTIVE EXAMINATION Applicable Code Required Remarks
Visual Inspection API 1104 (Section 6) Yes ACCEPTABLE
Radiography (Rep. No. DAPL/QC/RT/235 Dtd 22.06.18) API 1104 (Section 8) Yes ACCEPTABLE
THE STATEMENTS IN THE RECORD ARE CORRECT. THE WELDER HAS COMPLETED THE W.Q.T. IN ACCORDANCE
WITH THE REQUIREMENTS OF THE W.P.S., API 1104, MECON SPECIFICATION.
PLL PLL CLIENT AUTHORITY
SIGN : SIGN : SIGN :
NAME : NAME : NAME :
DATE : DATE : DATE :
WELDER QUALIFICATION TEST RECORD
(API 1104)
Doc. No. :
PLL/DAPL/QA/MS/020-F-02
CLIENT : GAIL/ MECON CONTRACTOR : PUNJ LLOYD LTD. WQT NO. : DAPL-QC-WQT-10-2
WELDER NAME : LAXMAN SINGH WPS NO. : DAPL-QC-WPS-01
WELDER I/D No. : W - 10
TEST COUPON NO.: KM 84 / M 09
ADDRESS : DAPL SITE, JAJPUR PLACE FOR
PHOTOGRAPH WELDING M/C TYPE / SIZE : INVERTER
PASSPORT / I/C No. : H DEEP CONTRACTOR LOCATION : DAPL 1, CH 84
NATIONALITY : INDIAN WEATHER CONDITIONS : SUNNY
WELDING PROCESS : FCAW MAINLINE DATE OF TEST : 20.06.2018
PIPE AND FITTING MATERIALS : Linepipe API 5L Gr. X 70, PSL 2 TO API 5L Gr. X 70 , PSL 2
PIPE OUTSIDE DIAMETER : 914.4 MM Range Qualified : Ø > 323.85 MM
PIPE WALL THICKNESS : 15.9 MM Range Qualified : 4.8 MM ≤ T ≤ 19.1 MM
JOINT DESIGN
Make and Type of Diameter Current Voltage Travel Speed
Pass
Filler Material MM (Amps) (Volts) MM/Min
ROOT - - - - -
HOT PASS - - - - -
FILLER BOHLER (E 81T8-FD) 2.0 210 - 221 20 - 21 171.42 - 200.00
CAPPING BOHLER (E 81T8-FD) 2.0 196 - 204 20 - 21 193.54 - 200.00
ELECTRICAL CHARACTERISTICS : DCEP ELECTRODE : (Filler Wire) F & Cap - NEGATIVE
WELD POSITION: 5G SHIELDING FLUX: CELLULOSIC
DIRECTION OF WELDING :
Root Pass: - N.A-
Hot Pass : - N.A-
Subsequent Passes : Vertical Down
Minimum Number of runs before joint as allowed to cool : Not Applicable
Maximum time between commencement and completion of weld : Not Applicable
TYPE OF LINE UP CLAMP : ( ü ) Internal ( ) External ( ) Tack Joints
Removal of clamp after : ( ü ) 100% / ( ) 50% of Root Deposition
CLEANING : Power Brushing, Grinding & Chipping
INEPSCTION / NON DESTRUCTIVE EXAMINATION Applicable Code Required Remarks
Visual Inspection API 1104 (Section 6) Yes ACCEPTABLE
Radiography (Rep. No. DAPL/QC/RT/235 Dtd 22.06.18) API 1104 (Section 8) Yes ACCEPTABLE
THE STATEMENTS IN THE RECORD ARE CORRECT. THE WELDER HAS COMPLETED THE W.Q.T. IN ACCORDANCE
WITH THE REQUIREMENTS OF THE W.P.S., API 1104, MECON SPECIFICATION.
PLL PLL CLIENT AUTHORITY
SIGN : SIGN : SIGN :
NAME : NAME : NAME :
DATE : DATE : DATE :
WELDER QUALIFICATION TEST RECORD
(API 1104)
Doc. No. :
PLL/DAPL/QA/MS/020-F-02
CLIENT : GAIL/ MECON CONTRACTOR : PUNJ LLOYD LTD. WQT NO. : DAPL-QC-WQT-17-3
WELDER NAME : BHOLA DAS WPS NO. : DAPL-QC-WPS-01
WELDER I/D No. : W - 17
TEST COUPON NO.: KM 84 / M 08
ADDRESS : DAPL SITE, JAJPUR PLACE FOR
PHOTOGRAPH WELDING M/C TYPE / SIZE : INVERTER
PASSPORT / I/C No. : H DEEP CONTRACTOR LOCATION : DAPL 1, CH 84
NATIONALITY : INDIAN WEATHER CONDITIONS : SUNNY
WELDING PROCESS : FCAW MAINLINE DATE OF TEST : 20.06.2018
PIPE AND FITTING MATERIALS : Linepipe API 5L Gr. X 70, PSL 2 TO API 5L Gr. X 70 , PSL 2
PIPE OUTSIDE DIAMETER : 914.4 MM Range Qualified : Ø > 323.85 MM
PIPE WALL THICKNESS : 15.9 MM Range Qualified : 4.8 MM ≤ T ≤ 19.1 MM
JOINT DESIGN
Make and Type of Diameter Current Voltage Travel Speed
Pass
Filler Material MM (Amps) (Volts) MM/Min
ROOT - - - - -
HOT PASS - - - - -
FILLER BOHLER (E 81T8-FD) 2.0 210 - 275 20 - 26 206.89 - 250.00
CAPPING BOHLER (E 81T8-FD) 2.0 196 - 266 21 - 26 206.89 - 222.22
ELECTRICAL CHARACTERISTICS : DCEP ELECTRODE : (Filler Wire) F & Cap - NEGATIVE
WELD POSITION: 5G SHIELDING FLUX: CELLULOSIC
DIRECTION OF WELDING :
Root Pass: - N.A-
Hot Pass : - N.A-
Subsequent Passes : Vertical Down
Minimum Number of runs before joint as allowed to cool : Not Applicable
Maximum time between commencement and completion of weld : Not Applicable
TYPE OF LINE UP CLAMP : ( ü ) Internal ( ) External ( ) Tack Joints
Removal of clamp after : ( ü ) 100% / ( ) 50% of Root Deposition
CLEANING : Power Brushing, Grinding & Chipping
INEPSCTION / NON DESTRUCTIVE EXAMINATION Applicable Code Required Remarks
Visual Inspection API 1104 (Section 6) Yes ACCEPTABLE
Radiography (Rep. No. DAPL/QC/RT/235 Dtd 22.06.18) API 1104 (Section 8) Yes ACCEPTABLE
THE STATEMENTS IN THE RECORD ARE CORRECT. THE WELDER HAS COMPLETED THE W.Q.T. IN ACCORDANCE
WITH THE REQUIREMENTS OF THE W.P.S., API 1104, MECON SPECIFICATION.
PLL PLL CLIENT AUTHORITY
SIGN : SIGN : SIGN :
NAME : NAME : NAME :
DATE : DATE : DATE :
WELDER QUALIFICATION TEST RECORD
(API 1104)
Doc. No. :
PLL/DAPL/QA/MS/020-F-02
CLIENT : GAIL/ MECON CONTRACTOR : PUNJ LLOYD LTD. WQT NO. : DAPL-QC-WQT-47-1
WELDER NAME : CHARANJIT BAKSHI WPS NO. : DAPL-QC-WPS-01
WELDER I/D No. : W - 47
TEST COUPON NO.: KM127/M41
ADDRESS : DAPL SITE, JAJPUR ROAD PLACE FOR
PHOTOGRAPH WELDING M/C TYPE / SIZE : RECTIFIER
PASSPORT / I/C No. : DAPL/INPL003/W LOCATION : DAPL 2, CH 127
NATIONALITY : INDIAN WEATHER CONDITIONS : SUNNY
WELDING PROCESS : SMAW MAINLINE DATE OF TEST : 14.09.2018
PIPE AND FITTING MATERIALS : Linepipe API 5L Gr. X 70, PSL 2 TO API 5L Gr. X 70 , PSL 2
PIPE OUTSIDE DIAMETER : 914.4 MM Range Qualified : Ø > 323.85 MM
PIPE WALL THICKNESS : 19.1 MM Range Qualified : 4.8 MM ≤ T ≤ 19.1 MM
JOINT DESIGN
Make and Type of Diameter Current Voltage Travel Speed
Pass
Filler Material MM (Amps) (Volts) MM/Min
ROOT BOHLER ( E 6010) 3.2 68 - 90 27 - 35 187.50 - 200.00
HOT PASS BOHLER ( E 8010) 4.0 113 - 143 28 - 35 200.00 - 206.89
FILLER - - - - -
CAPPING - - - - -
ELECTRICAL CHARACTERISTICS : DCEP ELECTRODE : R & HP - POSITIVE
WELD POSITION: 5G SHIELDING FLUX: CELLULOSIC
DIRECTION OF WELDING :
Root Pass: Vertical Down
Hot Pass : Vertical Down
Subsequent Passes : - N.A-
Minimum Number of runs before joint as allowed to cool : Not Applicable
Maximum time between commencement and completion of weld : Not Applicable
TYPE OF LINE UP CLAMP : ( ü ) Internal ( ) External ( ) Tack Joints
Removal of clamp after : ( ü ) 100% / ( ) 50% of Root Deposition
CLEANING : Power Brushing, Grinding & Chipping
INEPSCTION / NON DESTRUCTIVE EXAMINATION Applicable Code Required Remarks
Visual Inspection API 1104 (Section 6) Yes ACCEPTABLE
Radiography (Rep. No. DAPL/QC/RT/341 Dtd 15.09.18) API 1104 (Section 8) Yes ACCEPTABLE
THE STATEMENTS IN THE RECORD ARE CORRECT. THE WELDER HAS COMPLETED THE W.Q.T. IN ACCORDANCE
WITH THE REQUIREMENTS OF THE W.P.S., API 1104, MECON SPECIFICATION.
PLL PLL CLIENT AUTHORITY
SIGN : SIGN : SIGN :
NAME : NAME : NAME :
DATE : DATE : DATE :
WELDER QUALIFICATION TEST RECORD
(API 1104)
Doc. No. :
PLL/DAPL/QA/MS/020-F-02
CLIENT : GAIL/ MECON CONTRACTOR : PUNJ LLOYD LTD. WQT NO. : DAPL-QC-WQT-48-1
WELDER NAME : DHANIK LAL WPS NO. : DAPL-QC-WPS-01
WELDER I/D No. : W - 48
TEST COUPON NO.: KM 127 / M 39
ADDRESS : DAPL SITE, JAJPUR ROAD PLACE FOR
PHOTOGRAPH WELDING M/C TYPE / SIZE : RECTIFIER
PASSPORT / I/C No. : DAPL/INPL003/W LOCATION : DAPL 2, CH 127
NATIONALITY : INDIAN WEATHER CONDITIONS : SUNNY
WELDING PROCESS : FCAW MAINLINE DATE OF TEST : 15.09.2018
PIPE AND FITTING MATERIALS : Linepipe API 5L Gr. X 70, PSL 2 TO API 5L Gr. X 70 , PSL 2
PIPE OUTSIDE DIAMETER : 914.4 MM Range Qualified : Ø > 323.85 MM
PIPE WALL THICKNESS : 19.1 MM Range Qualified : 4.8 MM ≤ T ≤ 19.1 MM
JOINT DESIGN
Make and Type of Diameter Current Voltage Travel Speed
Pass
Filler Material MM (Amps) (Volts) MM/Min
ROOT - - - - -
HOT PASS - - - - -
FILLER BOHLER (E 81T8-FD) 2.0 189 - 243 20 - 27 187.50 - 200.00
CAPPING BOHLER (E 81T8-FD) 2.0 194 - 245 19 - 25 187.50 - 200.00
ELECTRICAL CHARACTERISTICS : DCEP ELECTRODE : (Filler Wire) F & Cap - NEGATIVE
WELD POSITION: 5G SHIELDING FLUX: CELLULOSIC
DIRECTION OF WELDING :
Root Pass: - N.A-
Hot Pass : - N.A-
Subsequent Passes : Vertical Down
Minimum Number of runs before joint as allowed to cool : Not Applicable
Maximum time between commencement and completion of weld : Not Applicable
TYPE OF LINE UP CLAMP : ( ü ) Internal ( ) External ( ) Tack Joints
Removal of clamp after : ( ü ) 100% / ( ) 50% of Root Deposition
CLEANING : Power Brushing, Grinding & Chipping
INEPSCTION / NON DESTRUCTIVE EXAMINATION Applicable Code Required Remarks
Visual Inspection API 1104 (Section 6) Yes ACCEPTABLE
Radiography (Rep. No. DAPL/QC/RT/342 Page 01 / 02 Dtd 18.09.18 API 1104 (Section 8) Yes ACCEPTABLE
THE STATEMENTS IN THE RECORD ARE CORRECT. THE WELDER HAS COMPLETED THE W.Q.T. IN ACCORDANCE
WITH THE REQUIREMENTS OF THE W.P.S., API 1104, MECON SPECIFICATION.
PLL PLL CLIENT AUTHORITY
SIGN : SIGN : SIGN :
NAME : NAME : NAME :
DATE : DATE : DATE :
WELDER QUALIFICATION TEST RECORD
(API 1104)
Doc. No. :
PLL/DAPL/QA/MS/020-F-02
CLIENT : GAIL/ MECON CONTRACTOR : PUNJ LLOYD LTD. WQT NO. : DAPL-QC-WQT-49-1
WELDER NAME : ARVIND KUMAR SINGH WPS NO. : DAPL-QC-WPS-01
WELDER I/D No. : W - 49
TEST COUPON NO.: KM 127 / M 37
ADDRESS : DAPL SITE, JAJPUR ROAD PLACE FOR
PHOTOGRAPH WELDING M/C TYPE / SIZE : RECTIFIER
PASSPORT / I/C No. : DAPL/INPL003/W LOCATION : DAPL 2, CH 127
NATIONALITY : INDIAN WEATHER CONDITIONS : SUNNY
WELDING PROCESS : FCAW MAINLINE DATE OF TEST : 16.09.2018
PIPE AND FITTING MATERIALS : Linepipe API 5L Gr. X 70, PSL 2 TO API 5L Gr. X 70 , PSL 2
PIPE OUTSIDE DIAMETER : 914.4 MM Range Qualified : Ø > 323.85 MM
PIPE WALL THICKNESS : 19.1 MM Range Qualified : 4.8 MM ≤ T ≤ 19.1 MM
JOINT DESIGN
Make and Type of Diameter Current Voltage Travel Speed
Pass
Filler Material MM (Amps) (Volts) MM/Min
ROOT - - - - -
HOT PASS - - - - -
FILLER BOHLER (E 81T8-FD) 2.0 190 - 246 20 - 26 187.50 - 200.00
CAPPING BOHLER (E 81T8-FD) 2.0 194 - 246 19 - 25 193.54 - 200.00
ELECTRICAL CHARACTERISTICS : DCEP ELECTRODE : (Filler Wire) F & Cap - NEGATIVE
WELD POSITION: 5G SHIELDING FLUX: CELLULOSIC
DIRECTION OF WELDING :
Root Pass: - N.A-
Hot Pass : - N.A-
Subsequent Passes : Vertical Down
Minimum Number of runs before joint as allowed to cool : Not Applicable
Maximum time between commencement and completion of weld : Not Applicable
TYPE OF LINE UP CLAMP : ( ü ) Internal ( ) External ( ) Tack Joints
Removal of clamp after : ( ü ) 100% / ( ) 50% of Root Deposition
CLEANING : Power Brushing, Grinding & Chipping
INEPSCTION / NON DESTRUCTIVE EXAMINATION Applicable Code Required Remarks
Visual Inspection API 1104 (Section 6) Yes ACCEPTABLE
Radiography (Rep. No. DAPL/QC/RT/342 Page 01 / 02 Dtd 18.09.18 API 1104 (Section 8) Yes ACCEPTABLE
THE STATEMENTS IN THE RECORD ARE CORRECT. THE WELDER HAS COMPLETED THE W.Q.T. IN ACCORDANCE
WITH THE REQUIREMENTS OF THE W.P.S., API 1104, MECON SPECIFICATION.
PLL PLL CLIENT AUTHORITY
SIGN : SIGN : SIGN :
NAME : NAME : NAME :
DATE : DATE : DATE :
Você também pode gostar
- Wps For Aluminium WeldingDocumento8 páginasWps For Aluminium Weldingvishal bailur50% (2)
- Preliminary WPS for 12.7mm SMAW WeldingDocumento3 páginasPreliminary WPS for 12.7mm SMAW WeldingAnonymous 4e7GNjzGW100% (1)
- How 50 Million People Are Changing the WorldDocumento5 páginasHow 50 Million People Are Changing the WorldCTRCTR0% (1)
- DQR Project Welding Summary Report FormDocumento1 páginaDQR Project Welding Summary Report Formminhnn100% (4)
- WPS PQR-01Documento9 páginasWPS PQR-01Ranjan Kumar0% (1)
- WPS-PQR (Er309l Mo)Documento4 páginasWPS-PQR (Er309l Mo)Hamza Nouman0% (1)
- WPS For Smaw06-001 (Pipe 6G CS)Documento10 páginasWPS For Smaw06-001 (Pipe 6G CS)walitedison100% (1)
- Gtaw WPQDocumento3 páginasGtaw WPQMuhammadShabbirAinda não há avaliações
- WPSDocumento6 páginasWPSNur Wijianto100% (1)
- Welding Procedure Specification (WPS) (QW-482) : PPI/L&T/WPS/013Documento5 páginasWelding Procedure Specification (WPS) (QW-482) : PPI/L&T/WPS/013Rajesh Owaiyar100% (1)
- Form Fit-Up Welding Inspection ReportDocumento1 páginaForm Fit-Up Welding Inspection Reportjuarsa rAinda não há avaliações
- Welder Qualification Form for Rana Pratap ChouhanDocumento1 páginaWelder Qualification Form for Rana Pratap ChouhanMahendra singhAinda não há avaliações
- Welding Procedure Specification Krishna Steel Industries: Electrical Characterstics (Qw-409)Documento2 páginasWelding Procedure Specification Krishna Steel Industries: Electrical Characterstics (Qw-409)Harshit AdwaniAinda não há avaliações
- Fit-Up & Welding ReportDocumento11 páginasFit-Up & Welding ReportRachel Flores71% (7)
- PQR Is7307Documento1 páginaPQR Is7307Tridib Dey100% (1)
- Proposed WPSDocumento2 páginasProposed WPSChisom Ikengwu100% (2)
- WPS PQR WPQ PeiplDocumento16 páginasWPS PQR WPQ PeiplKrishnamurthy Panchapakesan100% (4)
- WPS Sitelca S002Documento2 páginasWPS Sitelca S002Jose Antonio GomezAinda não há avaliações
- WELDING PROCEDURE SPECIFICATION FOR STAINLESS STEELDocumento4 páginasWELDING PROCEDURE SPECIFICATION FOR STAINLESS STEELAldeline SungahidAinda não há avaliações
- Welding Procedure Specification: Page 1 of 1Documento2 páginasWelding Procedure Specification: Page 1 of 1Anderson Perez Martinez100% (1)
- Toshiba Brazing Procedure SpecificationDocumento3 páginasToshiba Brazing Procedure Specificationsheikmoin100% (1)
- CSWIP Welding Inspection Notes and QuestionsDocumento133 páginasCSWIP Welding Inspection Notes and Questionslram70100% (20)
- Jharkhand Steel Casting CompaniesDocumento6 páginasJharkhand Steel Casting CompaniesCatherine Jovita50% (2)
- WPS - Smaw - 2Documento6 páginasWPS - Smaw - 2Harkesh RajputAinda não há avaliações
- Dobhi Durgapur Haldia Pipeline Project (Part - A) : Welding Procedure Specification For Station PipingDocumento3 páginasDobhi Durgapur Haldia Pipeline Project (Part - A) : Welding Procedure Specification For Station PipingBiswajit DeyAinda não há avaliações
- Welding Proposed Pwps For Our Jubail WorkDocumento2 páginasWelding Proposed Pwps For Our Jubail WorkAlam MD Sazid100% (1)
- WQTDocumento1 páginaWQTRamkunwar YadavAinda não há avaliações
- Val Caraig WPQTDocumento1 páginaVal Caraig WPQTMark Jason M. BrualAinda não há avaliações
- Sample API 1104 WpsDocumento6 páginasSample API 1104 Wpsjacquesmayol100% (2)
- Wps 1010 IfrDocumento28 páginasWps 1010 IfrSyed Mahmud Habibur RahmanAinda não há avaliações
- WPS PQR PDFDocumento23 páginasWPS PQR PDFtomj9104Ainda não há avaliações
- Welder Qualification Test Certificate for Mohan ReddyDocumento2 páginasWelder Qualification Test Certificate for Mohan Reddyvijay100% (1)
- WPQ Sample PrintoutDocumento1 páginaWPQ Sample PrintoutKannan VelAinda não há avaliações
- Welding Procedure Specification For Storage Tank & Piping SystemDocumento3 páginasWelding Procedure Specification For Storage Tank & Piping SystemAhmad MohammadAinda não há avaliações
- 163 Gmaw Zug Asme (Sri Supatmi 3g) WPQDocumento4 páginas163 Gmaw Zug Asme (Sri Supatmi 3g) WPQMuhammad Fitransyah Syamsuar PutraAinda não há avaliações
- WPS Multi GMAW FCAW PDFDocumento2 páginasWPS Multi GMAW FCAW PDFwentroprem75% (4)
- WPQ Formats NEWDocumento4 páginasWPQ Formats NEWMANABENDRA MAITRAAinda não há avaliações
- WPS & PQRDocumento46 páginasWPS & PQRJohn Candidate CIns88% (8)
- Qualified Welder List Valid Until - 03-12-2019Documento2 páginasQualified Welder List Valid Until - 03-12-2019csolanki6586100% (1)
- (Section IX, ASME Boiler and Pressure Vessel Code) : Welding Procedure Specification (WPS)Documento2 páginas(Section IX, ASME Boiler and Pressure Vessel Code) : Welding Procedure Specification (WPS)Quality LaveenaAinda não há avaliações
- WQT Record for Pipeline Welder QualificationDocumento99 páginasWQT Record for Pipeline Welder QualificationVivek Jadhav100% (1)
- PQR - 152Documento3 páginasPQR - 152MAT-LIONAinda não há avaliações
- PQRDocumento2 páginasPQRSreenivas Kamachi Chettiar100% (1)
- Welding Procedure Specification for SMAW of Carbon Steel Butt JointsDocumento2 páginasWelding Procedure Specification for SMAW of Carbon Steel Butt JointstayyabAinda não há avaliações
- WPS PQR-02Documento8 páginasWPS PQR-02Ranjan Kumar100% (1)
- SS WPSDocumento1 páginaSS WPSMOHAMEDABBASAinda não há avaliações
- HOANG TRUNG KIEN - 6G GTAW + SMAW (Duplex, T 18.26mm)Documento3 páginasHOANG TRUNG KIEN - 6G GTAW + SMAW (Duplex, T 18.26mm)TuTuy AnAinda não há avaliações
- WELDING PROCEDURE SPECIFICATION DETAILSDocumento2 páginasWELDING PROCEDURE SPECIFICATION DETAILStuatk60% (5)
- WPS 2014-002 006 - 6G PipeDocumento3 páginasWPS 2014-002 006 - 6G PipejeswinAinda não há avaliações
- WPS - 024Documento4 páginasWPS - 024MAT-LIONAinda não há avaliações
- Fcaw 16 THKDocumento5 páginasFcaw 16 THKparesh2387Ainda não há avaliações
- According To ASME IX: Welding Procedure Specification (W.P.S)Documento4 páginasAccording To ASME IX: Welding Procedure Specification (W.P.S)Mohamed SalehAinda não há avaliações
- WPS PQR ProcedureDocumento31 páginasWPS PQR Proceduresudeesh kumarAinda não há avaliações
- AUT-GMAW-2 Rev.0 PDFDocumento5 páginasAUT-GMAW-2 Rev.0 PDFDarioAinda não há avaliações
- 004 Gtaw P5aDocumento16 páginas004 Gtaw P5aMuhammad Fitransyah Syamsuar Putra100% (1)
- Industrial radiography A Complete Guide - 2019 EditionNo EverandIndustrial radiography A Complete Guide - 2019 EditionAinda não há avaliações
- WQT - WPS 02Documento33 páginasWQT - WPS 02Gururaj P KundapurAinda não há avaliações
- WQT RecordDocumento6 páginasWQT RecordGururaj P KundapurAinda não há avaliações
- Ama Uruk RT FWT 002Documento5 páginasAma Uruk RT FWT 002Aws AbduljaleelAinda não há avaliações
- Saudi Aramco Pre-Commissioning Form: Instrument and Control CablesDocumento2 páginasSaudi Aramco Pre-Commissioning Form: Instrument and Control Cableszahid1078Ainda não há avaliações
- Record of Welder Performance - Qualification Test: Welding ManualDocumento43 páginasRecord of Welder Performance - Qualification Test: Welding Manualdreamboy87Ainda não há avaliações
- Pgcdc-40-003-089 Continuity and Insulation Resistance Test - 1660264288Documento6 páginasPgcdc-40-003-089 Continuity and Insulation Resistance Test - 1660264288Manuel DizonAinda não há avaliações
- WPQR No. 2016 02Documento14 páginasWPQR No. 2016 02GANESH AAinda não há avaliações
- Chapter 6Documento3 páginasChapter 6Gururaj P KundapurAinda não há avaliações
- Ilovepdf MergedDocumento4 páginasIlovepdf MergedGururaj P KundapurAinda não há avaliações
- Ctod TestDocumento20 páginasCtod TestGururaj P KundapurAinda não há avaliações
- Ctod Test OffshoreDocumento20 páginasCtod Test OffshoreGururaj P KundapurAinda não há avaliações
- 001 MergedDocumento4 páginas001 MergedGururaj P KundapurAinda não há avaliações
- Vol II of II - Technical VolDocumento21 páginasVol II of II - Technical VolGururaj P KundapurAinda não há avaliações
- 2.0-Irc Greentech-40-255-27Documento1 página2.0-Irc Greentech-40-255-27Gururaj P KundapurAinda não há avaliações
- BG - Chapter 12Documento2 páginasBG - Chapter 12Gururaj P KundapurAinda não há avaliações
- BG - Chapter 5Documento1 páginaBG - Chapter 5Gururaj P KundapurAinda não há avaliações
- Adobe Scan 12 Jun 2021Documento1 páginaAdobe Scan 12 Jun 2021Gururaj P KundapurAinda não há avaliações
- Reference Doc. For DetailsDocumento7 páginasReference Doc. For DetailsGururaj P KundapurAinda não há avaliações
- QA Plan Polyethylene Pipes Supply Gaseous Fuel IS 14885Documento3 páginasQA Plan Polyethylene Pipes Supply Gaseous Fuel IS 14885Gururaj P KundapurAinda não há avaliações
- THINK GAS WITNESS REPORT - Vishal PipesDocumento10 páginasTHINK GAS WITNESS REPORT - Vishal PipesGururaj P KundapurAinda não há avaliações
- Modern steel coil inspection reportDocumento24 páginasModern steel coil inspection reportGururaj P KundapurAinda não há avaliações
- 19.05 X 2.41 MTCDocumento3 páginas19.05 X 2.41 MTCGururaj P KundapurAinda não há avaliações
- 1 2Documento1 página1 2Gururaj P KundapurAinda não há avaliações
- JP-12 - HDPE Duct Laying-Rev.0Documento9 páginasJP-12 - HDPE Duct Laying-Rev.0Gururaj P KundapurAinda não há avaliações
- Pipeline ROW Clearing ProjectDocumento10 páginasPipeline ROW Clearing ProjectGururaj P Kundapur100% (1)
- JP-12 - HDPE Duct Laying-Rev.0Documento9 páginasJP-12 - HDPE Duct Laying-Rev.0Gururaj P KundapurAinda não há avaliações
- Curriculum Vitae: Gururaj P KundapurDocumento5 páginasCurriculum Vitae: Gururaj P KundapurGururaj P KundapurAinda não há avaliações
- Cswip Wi692 PDFDocumento27 páginasCswip Wi692 PDFrizal mallawaAinda não há avaliações
- WQT - WPS 02Documento33 páginasWQT - WPS 02Gururaj P KundapurAinda não há avaliações
- WQT RecordDocumento6 páginasWQT RecordGururaj P KundapurAinda não há avaliações
- Marching Chart JHBDPL, DAPL Section - II, ORISSA Region (118.23 To 206.59 KM)Documento2 páginasMarching Chart JHBDPL, DAPL Section - II, ORISSA Region (118.23 To 206.59 KM)Gururaj P Kundapur100% (1)
- JHBDPL Project (Phase - Ii, Section - 2A) : Combined Daily Progress Report (Laying Works of Main Line & Spur Lines)Documento2 páginasJHBDPL Project (Phase - Ii, Section - 2A) : Combined Daily Progress Report (Laying Works of Main Line & Spur Lines)Gururaj P KundapurAinda não há avaliações
- ESAB - PipelinesDocumento65 páginasESAB - PipelinesLigia114100% (2)
- BGEP-JPKE-P133-PAXX-PL-08-142-0015-D (1) March 11Documento48 páginasBGEP-JPKE-P133-PAXX-PL-08-142-0015-D (1) March 11Gururaj P KundapurAinda não há avaliações
- Signed PQT - Field Joint CoatingDocumento12 páginasSigned PQT - Field Joint CoatingGururaj P Kundapur100% (1)
- Self ReflectivityDocumento7 páginasSelf ReflectivityJoseph Jajo100% (1)
- Videocon ProjectDocumento54 páginasVideocon ProjectDeepak AryaAinda não há avaliações
- Samuel Vizcaino: Professional ProfileDocumento3 páginasSamuel Vizcaino: Professional ProfileVizcaíno SamuelAinda não há avaliações
- CA-Endevor Quick EditDocumento31 páginasCA-Endevor Quick Editmariela mmascelloniAinda não há avaliações
- ManuscriptDocumento2 páginasManuscriptVanya QuistoAinda não há avaliações
- Philip Larkin: The Art of Poetry 30Documento32 páginasPhilip Larkin: The Art of Poetry 30Telmo RodriguesAinda não há avaliações
- Chams 1Documento78 páginasChams 1Das RavindraAinda não há avaliações
- Sample of Accident Notification & Investigation ProcedureDocumento2 páginasSample of Accident Notification & Investigation Procedurerajendhar100% (1)
- GBM Auction Versus English Auction A Large-Scale Empirical Study - E. Bessire, K. Elhadji Tchiambou (October 2021)Documento18 páginasGBM Auction Versus English Auction A Large-Scale Empirical Study - E. Bessire, K. Elhadji Tchiambou (October 2021)Guillaume GonnaudAinda não há avaliações
- Complete Approval List by FSSAIDocumento16 páginasComplete Approval List by FSSAIAnkush Pandey100% (1)
- Mini Centre CatalogDocumento26 páginasMini Centre CatalogJohn EarleyAinda não há avaliações
- Business Ethics Concepts & Cases: Manuel G. VelasquezDocumento19 páginasBusiness Ethics Concepts & Cases: Manuel G. VelasquezRaffi MouradianAinda não há avaliações
- LM385Documento14 páginasLM385vandocardosoAinda não há avaliações
- EDIBLE VACCINES: A COST-EFFECTIVE SOLUTIONDocumento21 páginasEDIBLE VACCINES: A COST-EFFECTIVE SOLUTIONPritish SareenAinda não há avaliações
- Psalms Magick of The Old Testament PDFDocumento129 páginasPsalms Magick of The Old Testament PDFirrrs100% (1)
- Temptations in MinistryDocumento115 páginasTemptations in MinistryJoseph Koech100% (1)
- Examples of IELTS Speaking Part 1 QuestionsDocumento15 páginasExamples of IELTS Speaking Part 1 QuestionsThanh TrầnAinda não há avaliações
- Defining Public RelationsDocumento4 páginasDefining Public RelationsKARTAVYA SINGHAinda não há avaliações
- F&B Data Analyst Portfolio ProjectDocumento12 páginasF&B Data Analyst Portfolio ProjectTom HollandAinda não há avaliações
- DBIRS SyllabusDocumento2 páginasDBIRS SyllabusAshitosh KadamAinda não há avaliações
- Template - Time in ManufacturingDocumento2 páginasTemplate - Time in ManufacturingVero RoaAinda não há avaliações
- Surface water drainage infiltration testingDocumento8 páginasSurface water drainage infiltration testingRay CooperAinda não há avaliações
- Biotox Gold 2.0-2021 Relaunch ReviewDocumento6 páginasBiotox Gold 2.0-2021 Relaunch ReviewChinthaka AbeygunawardanaAinda não há avaliações
- Consumer BehaviourDocumento48 páginasConsumer BehaviourdooncollegeAinda não há avaliações
- Chapter 7 - The Political SelfDocumento6 páginasChapter 7 - The Political SelfJohn Rey A. TubieronAinda não há avaliações
- Cloud Security Training and Awareness Programs For OrganizationsDocumento2 páginasCloud Security Training and Awareness Programs For OrganizationsdeeAinda não há avaliações
- Financial Services : An OverviewDocumento15 páginasFinancial Services : An OverviewAnirudh JainAinda não há avaliações
- 09 Chapter TeyyamDocumento48 páginas09 Chapter TeyyamABAinda não há avaliações