Você também pode gostar
- WPS PQR ProcedureDocumento31 páginasWPS PQR Proceduresudeesh kumarAinda não há avaliações
- WPS, PQR, WPQ PoojaDocumento10 páginasWPS, PQR, WPQ PoojaRajmahesh Dakhore100% (1)
- Page No: 01: SA 240 GR 304 SA 240 GR 304Documento5 páginasPage No: 01: SA 240 GR 304 SA 240 GR 304jobertAinda não há avaliações
- PQR Is7307Documento1 páginaPQR Is7307Tridib Dey100% (1)
- Fit Up ReportDocumento5 páginasFit Up ReportAkash Singh Tomar100% (1)
- WPQ Sample PrintoutDocumento1 páginaWPQ Sample PrintoutKannan VelAinda não há avaliações
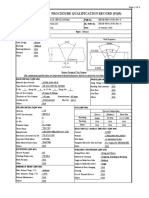
- Procedure Qualification Record (PQR) : FM-88 Issue - 02 Date: Jan 24,2017 Page 1 of 4Documento4 páginasProcedure Qualification Record (PQR) : FM-88 Issue - 02 Date: Jan 24,2017 Page 1 of 4tayyabAinda não há avaliações
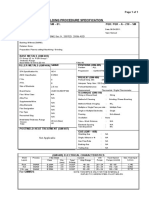
- Welding Procedure Specification: Page 1 of 1Documento2 páginasWelding Procedure Specification: Page 1 of 1Anderson Perez MartinezAinda não há avaliações
- WPS Format For Asme Ix - Wps - Gtaw SmawDocumento1 páginaWPS Format For Asme Ix - Wps - Gtaw SmawThe Welding Inspections Community100% (1)
- Procedure Qualification Record (PQR) : Jl. Brigjend Katamso KM 5.6 Tanjung Uncang - Batam IndonesiaDocumento2 páginasProcedure Qualification Record (PQR) : Jl. Brigjend Katamso KM 5.6 Tanjung Uncang - Batam IndonesiaMulPXAinda não há avaliações
- WPS, PQR 041Documento21 páginasWPS, PQR 041swamykommula100% (1)
- Welding Procedure For BOXNR Wagon (WPS)Documento8 páginasWelding Procedure For BOXNR Wagon (WPS)Shekher Nikhil100% (1)
- WPS PQR FormatDocumento1 páginaWPS PQR FormatJatin Kamdar100% (2)
- 1035 03Documento2 páginas1035 03Anuj ShahiAinda não há avaliações
- Draft WPS Welder R0Documento51 páginasDraft WPS Welder R0R Bernanda Argandhi SaputraAinda não há avaliações
- Wps Is 2062 GR B Butt-OkDocumento2 páginasWps Is 2062 GR B Butt-OkAnand Kesarkar33% (3)
- Asnt Level Ii - NDT In: Application For The Post Of: QC PIPING INSPECTORDocumento34 páginasAsnt Level Ii - NDT In: Application For The Post Of: QC PIPING INSPECTORJAMHSED KHANAinda não há avaliações
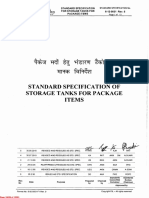
- 6-12-0031 - Standard Specification For Storage Tanks For Package Items PDFDocumento13 páginas6-12-0031 - Standard Specification For Storage Tanks For Package Items PDFpl_arunachalam79Ainda não há avaliações
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Documento1 páginaQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345Ainda não há avaliações
- Wps 1010 IfrDocumento28 páginasWps 1010 IfrSyed Mahmud Habibur RahmanAinda não há avaliações
- 19403955-WPS M.S. Is 2062Documento10 páginas19403955-WPS M.S. Is 2062Varun Malhotra100% (1)
- WPS ListDocumento2 páginasWPS ListAdeel OmerAinda não há avaliações
- WPS-46 - Gtaw & Smaw Tig + SmawDocumento8 páginasWPS-46 - Gtaw & Smaw Tig + SmawAvinash ShrivastavaAinda não há avaliações
- ASME P NumbersDocumento3 páginasASME P Numbersrajesh100% (1)
- WPS Resrvoire Sous Pression Smaw SawDocumento6 páginasWPS Resrvoire Sous Pression Smaw SawDanem HalasAinda não há avaliações
- Dokumen - Tips Wqt-FormatDocumento2 páginasDokumen - Tips Wqt-FormatMr Pie100% (1)
- PQRDocumento2 páginasPQRafqzfieAinda não há avaliações
- Pt. Saferad Servis Indonesia: Ultrasonic Inspection ReportDocumento3 páginasPt. Saferad Servis Indonesia: Ultrasonic Inspection Reportkucing_batam0% (1)
- WPS Pipe 08'' SHD 40 SMAW REV02Documento2 páginasWPS Pipe 08'' SHD 40 SMAW REV02Amine MaalejAinda não há avaliações
- Welder Card - 6G and 3GDocumento1 páginaWelder Card - 6G and 3GRavi singhAinda não há avaliações
- UT Chapter 11Documento70 páginasUT Chapter 11knizam1971100% (1)
- WPS PQR-02Documento8 páginasWPS PQR-02Ranjan Kumar100% (1)
- JIMT Visual Inspection ReportDocumento1.913 páginasJIMT Visual Inspection Reportgomathyselvi100% (1)
- Qualified Welder List Valid Until - 03-12-2019Documento2 páginasQualified Welder List Valid Until - 03-12-2019csolanki6586100% (1)
- GMAW welding parameters for SS400 pipeDocumento2 páginasGMAW welding parameters for SS400 pipeAnonymous zfC1zo9C100% (1)
- Welding Procedure Specification (WPS) : Asme Boiler and Pressure Vessel Code - Section Ix - Qw-482Documento2 páginasWelding Procedure Specification (WPS) : Asme Boiler and Pressure Vessel Code - Section Ix - Qw-482Edwin RomeroAinda não há avaliações
- Wps p91 - BhelDocumento2 páginasWps p91 - BhelAshish Gupta100% (4)
- Welding Procedure Specifications (WPS) : NMDC Nagarnar 2 MTPA Pellet Plant, Jagdalpur - 494001Documento2 páginasWelding Procedure Specifications (WPS) : NMDC Nagarnar 2 MTPA Pellet Plant, Jagdalpur - 494001neerajAinda não há avaliações
- Welding Procedure Specification (WPS) As Per Asme Sec. Ix: Project Contractor Inspection WorkDocumento10 páginasWelding Procedure Specification (WPS) As Per Asme Sec. Ix: Project Contractor Inspection Workvijayshelke100% (1)
- QC FORMDocumento3 páginasQC FORMRicardo LourençoAinda não há avaliações
- HHHHHHHHJJJJJJ: O O O ODocumento1 páginaHHHHHHHHJJJJJJ: O O O OAli MoosaviAinda não há avaliações
- WPS & PQR (E Co Cr-E)Documento3 páginasWPS & PQR (E Co Cr-E)HossamSAshourAinda não há avaliações
- Fcaw 16 THKDocumento5 páginasFcaw 16 THKparesh2387Ainda não há avaliações
- Sample MTC: Material Test CertificateDocumento2 páginasSample MTC: Material Test CertificateSameer KmAinda não há avaliações
- Wps Emp 01-16 s275jr - s275jr BW P Smaw Awsd1 1Documento2 páginasWps Emp 01-16 s275jr - s275jr BW P Smaw Awsd1 1Touil HoussemAinda não há avaliações
- WPS-6 Doc Rev00 On 17 Sept 2018 Final FormatDocumento3 páginasWPS-6 Doc Rev00 On 17 Sept 2018 Final FormatSWARUP CHUGUGLEAinda não há avaliações
- PQR / WPQ Witness Report: Weld Layer (S) Welding Process Electrode Current Voltag e Travel Speed Dia. Class Polarity AmpDocumento1 páginaPQR / WPQ Witness Report: Weld Layer (S) Welding Process Electrode Current Voltag e Travel Speed Dia. Class Polarity AmpSatish KeskarAinda não há avaliações
- ASME PQR - MMA/SMAW Fillet Welds on OGAP Supplies PartsDocumento1 páginaASME PQR - MMA/SMAW Fillet Welds on OGAP Supplies Partssathi_mechAinda não há avaliações
- WELDING PROCEDURE SPECIFICATION SHEET 2 OF 2Documento2 páginasWELDING PROCEDURE SPECIFICATION SHEET 2 OF 2surya1960Ainda não há avaliações
- Welding Proposed Pwps For Our Jubail WorkDocumento2 páginasWelding Proposed Pwps For Our Jubail WorkAlam MD Sazid100% (1)
- WPS PQR PDFDocumento23 páginasWPS PQR PDFAhmad Daniel100% (1)
- Industrial radiography A Complete Guide - 2019 EditionNo EverandIndustrial radiography A Complete Guide - 2019 EditionAinda não há avaliações
- Essential welding procedure qualification recordDocumento2 páginasEssential welding procedure qualification recordmainur mechanical engineer0% (1)
- PQR With-PwhtDocumento2 páginasPQR With-PwhtKarthikAinda não há avaliações
- Procedure Qualification RecordDocumento6 páginasProcedure Qualification RecordGaurang PandyaAinda não há avaliações
- PQR ForDocumento3 páginasPQR ForAkash Singh TomarAinda não há avaliações
- LOGOS ENGINEERING WELDING PROCEDURE SPECIFICATIONDocumento5 páginasLOGOS ENGINEERING WELDING PROCEDURE SPECIFICATIONKAMALAinda não há avaliações
- Welding Procedure Specification: Aws D.1.1 / D.1.1 M - Structural Welding Code - SteelDocumento3 páginasWelding Procedure Specification: Aws D.1.1 / D.1.1 M - Structural Welding Code - SteelBudi Setia RahmanAinda não há avaliações
- ASME Section IX Welding Procedure Specification for GTAW of ASTM A-36 SteelDocumento3 páginasASME Section IX Welding Procedure Specification for GTAW of ASTM A-36 SteelBudi Setia RahmanAinda não há avaliações
- Aic Asf PQR 133Documento3 páginasAic Asf PQR 133AHMED MEDANYAinda não há avaliações
- India Yamaha Motors welding processesDocumento3 páginasIndia Yamaha Motors welding processesshashwat bajpaiAinda não há avaliações
- Raptor Defender® Fixed Plant LWP PDFDocumento20 páginasRaptor Defender® Fixed Plant LWP PDFBorisRakelaGonzalezAinda não há avaliações
- CigweldDocumento128 páginasCigweldkazambo78Ainda não há avaliações
- Summary QPDocumento36 páginasSummary QPviahulAinda não há avaliações
- Distortion Analysis of Welded Stiffeners: O. A. VanliDocumento37 páginasDistortion Analysis of Welded Stiffeners: O. A. VanlialiAinda não há avaliações
- TPS270i User Manual 42 0426 0206 ENDocumento116 páginasTPS270i User Manual 42 0426 0206 ENAkash GhuleAinda não há avaliações
- CSWIP 3.1 Course (2017) - Compressed-471-476Documento6 páginasCSWIP 3.1 Course (2017) - Compressed-471-476Tahar DabbarAinda não há avaliações
- WedingDocumento75 páginasWedingSrinivasan MuthuvelAinda não há avaliações
- SAIC-W-2006 Rev 8Documento4 páginasSAIC-W-2006 Rev 8saravananmenmathiAinda não há avaliações
- Furniture Estimate for ZPHS ROBERTSONPET(TELUGU) SchoolDocumento8 páginasFurniture Estimate for ZPHS ROBERTSONPET(TELUGU) SchoolBharath VAinda não há avaliações
- GMAW Welding GuideDocumento96 páginasGMAW Welding GuideJUAN VASCOAinda não há avaliações
- Catalogo de Partes Miller 2019 PDFDocumento128 páginasCatalogo de Partes Miller 2019 PDFjuventino vazquezAinda não há avaliações
- 00 - AVANTech Capabilities & Experience - NUCLEAR (No Attachments) 11-2018Documento12 páginas00 - AVANTech Capabilities & Experience - NUCLEAR (No Attachments) 11-2018Laura StoutAinda não há avaliações
- Manual Service PEHDocumento70 páginasManual Service PEHStemate ViorelAinda não há avaliações
- CWB Study Guide - Weld Quality and Examination MethodsDocumento56 páginasCWB Study Guide - Weld Quality and Examination MethodsPubcrawlAinda não há avaliações
- Sect 11a P Welding DocumDocumento31 páginasSect 11a P Welding DocumRajeev KumarAinda não há avaliações
- Presentation On: Applications of and Welding in ManufacturingDocumento27 páginasPresentation On: Applications of and Welding in ManufacturingHope ThemAinda não há avaliações
- Preguntas Al Comite API 1104Documento12 páginasPreguntas Al Comite API 1104alefeli26Ainda não há avaliações
- 9686-8470-SP-000-4005 - 01 Welding and NDT SpecDocumento53 páginas9686-8470-SP-000-4005 - 01 Welding and NDT SpecvenkateshAinda não há avaliações
- TESDA training programs and costs circularDocumento22 páginasTESDA training programs and costs circularGazza Bimar DimalantaAinda não há avaliações
- AGA Fume Gases Facts About UKDocumento20 páginasAGA Fume Gases Facts About UKPeter's KitchenAinda não há avaliações
- Accessories & Welding Mig Guns: CatalogDocumento136 páginasAccessories & Welding Mig Guns: CatalogLiceth LunaAinda não há avaliações
- Company Profil CV - Citra Harapan Jaya All CustomerDocumento6 páginasCompany Profil CV - Citra Harapan Jaya All Customersutrisno00Ainda não há avaliações
- Arc Welding Techniques ExplainedDocumento4 páginasArc Welding Techniques ExplainedFaris Kadesh50% (2)
- How To Weld Titanium - Welding HeadquartersDocumento10 páginasHow To Weld Titanium - Welding HeadquartersJesús GarcíaAinda não há avaliações
- A. Introduction To WeldingDocumento29 páginasA. Introduction To WeldingRonel LawasAinda não há avaliações
- Lincoln Welding SP 170t Im794Documento36 páginasLincoln Welding SP 170t Im794Anonymous hR3e8SsAinda não há avaliações
- Aramco Questionnaire Latest One 08062020Documento29 páginasAramco Questionnaire Latest One 08062020brparekh100% (1)
- NDT HandbookDocumento135 páginasNDT Handbooksmeyer-ak93% (28)
- NCWF Syllabus CompleteDocumento96 páginasNCWF Syllabus CompleteNovic JohnsAinda não há avaliações