Você também pode gostar
- Blow Room Carding Draw Frame TX Comm. 35 Pges PDFDocumento35 páginasBlow Room Carding Draw Frame TX Comm. 35 Pges PDFKannan Krishnamurthy100% (1)
- Technology of Yarn Manufacture - Unit II Carding and Draw Frame Question BankDocumento2 páginasTechnology of Yarn Manufacture - Unit II Carding and Draw Frame Question BankSivakumar K100% (1)
- Carding enDocumento15 páginasCarding envenkatAinda não há avaliações
- CMT of Faults PDFDocumento1 páginaCMT of Faults PDFJigneshSaradavaAinda não há avaliações
- Carding CalculationsDocumento11 páginasCarding CalculationsSuraj VishwakarmaAinda não há avaliações
- Blow RoomDocumento44 páginasBlow RoomSiva smglAinda não há avaliações
- Textile Dyeing AuxiliariesDocumento95 páginasTextile Dyeing AuxiliariesKamal PathakAinda não há avaliações
- Data ColorDocumento95 páginasData ColorArifZamanAinda não há avaliações
- JUTE Fibre To Yarn PDFDocumento217 páginasJUTE Fibre To Yarn PDFMoshiur RahmanAinda não há avaliações
- Yarn Manufacture - Set of 2 VolsDocumento2 páginasYarn Manufacture - Set of 2 VolsAnonymous Pt7NHkat9Ainda não há avaliações
- Pressing Defects: BY A.Ilakkiya Priya (14texa06) II-M.sc TADDocumento7 páginasPressing Defects: BY A.Ilakkiya Priya (14texa06) II-M.sc TADsimplyDIYs TamilAinda não há avaliações
- Blowroom 2Documento27 páginasBlowroom 2Abhi ParamAinda não há avaliações
- CARDING (Textile) Process ParametersDocumento4 páginasCARDING (Textile) Process ParametersKavudham ASAinda não há avaliações
- Anant Spinning MillDocumento18 páginasAnant Spinning MillgaganAinda não há avaliações
- DesizingDocumento4 páginasDesizingsyed asim najam100% (2)
- Draw FrameDocumento50 páginasDraw FrameDev Narayan KushwahaAinda não há avaliações
- Bi ComponentDocumento13 páginasBi ComponentA.K.M. Rashedul IslamAinda não há avaliações
- Dyeing Basics Dyeing Process and MachineDocumento5 páginasDyeing Basics Dyeing Process and MachineNakib Ibna BasharAinda não há avaliações
- Singeing Process: Presented By: Bhawana Mohta Manuj Shukla Nuti Mehta Dhruva Vaghela Presented To: Prof Pranav VoraDocumento19 páginasSingeing Process: Presented By: Bhawana Mohta Manuj Shukla Nuti Mehta Dhruva Vaghela Presented To: Prof Pranav VoraManuj ShuklaAinda não há avaliações
- 2.pirn Winding Machine (Main Parts & Yarn Path Diagram)Documento10 páginas2.pirn Winding Machine (Main Parts & Yarn Path Diagram)Ferdaus Hasan BappiAinda não há avaliações
- Rapier MotionDocumento9 páginasRapier MotionuxmaAinda não há avaliações
- Spinning MilesDocumento7 páginasSpinning MilesKirubas KaranAinda não há avaliações
- Conventional and Modern ProcessDocumento16 páginasConventional and Modern ProcessAshiqueAinda não há avaliações
- Dyeing FaultsDocumento10 páginasDyeing FaultsMehedi Hassan EvanAinda não há avaliações
- Sulur Ranga TextilesDocumento38 páginasSulur Ranga TextilesraviAinda não há avaliações
- Lecture Flax FiberDocumento29 páginasLecture Flax FiberFahad jutt100% (1)
- Yarn Manufacturing 3Documento12 páginasYarn Manufacturing 3Md. Humayun KabirAinda não há avaliações
- Mechanical FinishingDocumento43 páginasMechanical FinishingUjwala Jain100% (1)
- Product Specification of Terry TowelsDocumento2 páginasProduct Specification of Terry TowelsAbhishek SrivastavaAinda não há avaliações
- Carding MachineDocumento17 páginasCarding MachineMairaj Ud Din100% (1)
- Thermosol Dyeing Method of Polyster FabricDocumento1 páginaThermosol Dyeing Method of Polyster FabricMohammed Atiqul Hoque ChowdhuryAinda não há avaliações
- JBF Industries Ltd. Dalal Mott Mac DonaldDocumento76 páginasJBF Industries Ltd. Dalal Mott Mac DonaldJimish PanchalAinda não há avaliações
- Elements of Circular KnittingDocumento5 páginasElements of Circular KnittingSanika JoshiAinda não há avaliações
- Global Service Network: Total Customer Support Based On Total Customer ServiceDocumento6 páginasGlobal Service Network: Total Customer Support Based On Total Customer ServiceHardik VavdiyaAinda não há avaliações
- The Card: "The Heart of Spinning"Documento101 páginasThe Card: "The Heart of Spinning"Umår F ÃfriDiAinda não há avaliações
- To Study Effect of Comber Noil Percentage On Yarn Quality: ArticleDocumento12 páginasTo Study Effect of Comber Noil Percentage On Yarn Quality: Articlelalit kashyapAinda não há avaliações
- BASE Textiles LimitedDocumento76 páginasBASE Textiles LimitedPushpa BaruaAinda não há avaliações
- Carding TheoriesDocumento2 páginasCarding TheoriesVaibhav K Dhange50% (2)
- Lect5 - Carding Machine 2Documento13 páginasLect5 - Carding Machine 2Mina Samy abd el zaherAinda não há avaliações
- Overview of Jute SpinningDocumento10 páginasOverview of Jute SpinningTuan Nguyen MinhAinda não há avaliações
- SpinningDocumento62 páginasSpinningPalash100% (2)
- RapierDocumento14 páginasRapierSri Meeina100% (1)
- Blow RoomDocumento104 páginasBlow RoomPrakash Chavali100% (1)
- LMW Card Lc636Documento9 páginasLMW Card Lc636MY Lê Thị TràAinda não há avaliações
- Akshara Spinning MillsDocumento42 páginasAkshara Spinning MillsbalaAinda não há avaliações
- MercerizationDocumento3 páginasMercerizationsyed asim najamAinda não há avaliações
- Research Report On Spinning Sector of Bangladesh-InitiationDocumento24 páginasResearch Report On Spinning Sector of Bangladesh-InitiationjohnsumonAinda não há avaliações
- Textile Printing KushalDocumento88 páginasTextile Printing KushalKushal Chowdhary C.S100% (1)
- MercerizationDocumento141 páginasMercerizationkreeshnuAinda não há avaliações
- Indigo Dyeing Machinery The Concept Dyes Chemicals Express TextileDocumento6 páginasIndigo Dyeing Machinery The Concept Dyes Chemicals Express TextilechtamoorAinda não há avaliações
- Rice Byproducts As Sustainable Adsorbents For Textile Waste Water After-Treatment: A Comprehensive ReviewDocumento4 páginasRice Byproducts As Sustainable Adsorbents For Textile Waste Water After-Treatment: A Comprehensive ReviewInternational Journal of Innovative Science and Research TechnologyAinda não há avaliações
- By: Hemant Ghanghor & Patanjal KumarDocumento15 páginasBy: Hemant Ghanghor & Patanjal KumarpatanjaliictAinda não há avaliações
- Textile Dyeing - Introduction-LibreDocumento10 páginasTextile Dyeing - Introduction-LibreGanga DharanAinda não há avaliações
- H1 Faults PDFDocumento5 páginasH1 Faults PDFvsmirthuAinda não há avaliações
- SingeingDocumento15 páginasSingeingAli RazaAinda não há avaliações
- Computer Application in Modern Spinning SectionDocumento17 páginasComputer Application in Modern Spinning SectionShekh belalAinda não há avaliações
- Spin8 PDFDocumento15 páginasSpin8 PDFMadhavkumarAinda não há avaliações
- Spin7 PDFDocumento14 páginasSpin7 PDFKandha SamyAinda não há avaliações
- Spin2 PDFDocumento35 páginasSpin2 PDFBalasaheb A ZipareAinda não há avaliações
- Unit-1 March 2021Documento130 páginasUnit-1 March 2021Lalit KashyapAinda não há avaliações
- Hindi AlphabetsDocumento3 páginasHindi AlphabetsLalit KashyapAinda não há avaliações
- Ring Frame: Linc ConerDocumento16 páginasRing Frame: Linc ConerLalit KashyapAinda não há avaliações
- Count Wise Ipi Hike LC Vs Ut5 (March)Documento12 páginasCount Wise Ipi Hike LC Vs Ut5 (March)Lalit KashyapAinda não há avaliações
- Curriculum Vitae: Permanent AddressDocumento3 páginasCurriculum Vitae: Permanent AddressLalit KashyapAinda não há avaliações
- L40 TFO TwistingDocumento10 páginasL40 TFO TwistingLalit KashyapAinda não há avaliações
- Faqmod6 PDFDocumento2 páginasFaqmod6 PDFLalit KashyapAinda não há avaliações
- Nnex 1 List of EquipmentsDocumento10 páginasNnex 1 List of EquipmentsLalit KashyapAinda não há avaliações
- Shivpoojane 3Documento3 páginasShivpoojane 3Lalit KashyapAinda não há avaliações
- January February March April: S M T W T F S S M T W T F S S M T W T F S S M T W T F SDocumento2 páginasJanuary February March April: S M T W T F S S M T W T F S S M T W T F S S M T W T F SLalit KashyapAinda não há avaliações
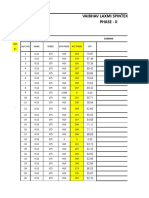
- Vaibhav Laxmi Spintex LLP Phase - Ii: Shift: 1 CardingDocumento95 páginasVaibhav Laxmi Spintex LLP Phase - Ii: Shift: 1 CardingLalit KashyapAinda não há avaliações
- Ticket AMD-KNU-AMD IF1910242330787Documento2 páginasTicket AMD-KNU-AMD IF1910242330787Lalit KashyapAinda não há avaliações
- Measurement Conversion Table PDFDocumento1 páginaMeasurement Conversion Table PDFLalit KashyapAinda não há avaliações
- M/C No Stoppages Per M/C Mins Loss in Kgs Fault Taken Total MinsDocumento2 páginasM/C No Stoppages Per M/C Mins Loss in Kgs Fault Taken Total MinsLalit KashyapAinda não há avaliações
- Indian Railways PassDocumento11 páginasIndian Railways PassLalit KashyapAinda não há avaliações
- Curriculum Vita: Ø To Acquire Advanced Knowledge in My Concern. Seeking A Challenging CareerDocumento2 páginasCurriculum Vita: Ø To Acquire Advanced Knowledge in My Concern. Seeking A Challenging CareerLalit KashyapAinda não há avaliações
- New York LifeDocumento38 páginasNew York LifeDaniel SineusAinda não há avaliações
- Chapter 3Documento26 páginasChapter 3Francis Anthony CataniagAinda não há avaliações
- Fundamentals of Logistics XI - 2023Documento45 páginasFundamentals of Logistics XI - 2023saiyaAinda não há avaliações
- Note 15-Feb-2023Documento4 páginasNote 15-Feb-2023Oliver ScissorsAinda não há avaliações
- Annex A2 - CS Form 100 - Revised 2023 - CSESP - A1 - Edited - A1Documento2 páginasAnnex A2 - CS Form 100 - Revised 2023 - CSESP - A1 - Edited - A1obs.obando2022Ainda não há avaliações
- Pre-Qin Philosophers and ThinkersDocumento22 páginasPre-Qin Philosophers and ThinkersHelder JorgeAinda não há avaliações
- Preparatory Newsletter No 3 2013Documento22 páginasPreparatory Newsletter No 3 2013SJC AdminAinda não há avaliações
- Clay & Shale Industries in OntarioDocumento193 páginasClay & Shale Industries in OntarioJohn JohnsonAinda não há avaliações
- Edagogy of Anguages: VerviewDocumento54 páginasEdagogy of Anguages: VerviewMukesh MalviyaAinda não há avaliações
- FORM 2 Enrolment Form CTU SF 2 v.4 1Documento1 páginaFORM 2 Enrolment Form CTU SF 2 v.4 1Ivy Mie HerdaAinda não há avaliações
- UBO - Lecture 07 - Implementing and Managing Organisational ChangeDocumento0 páginaUBO - Lecture 07 - Implementing and Managing Organisational ChangeShahNooraniITAinda não há avaliações
- GEODynamics CONNEX Brochure 2008.10 - Rev2 Final PDFDocumento12 páginasGEODynamics CONNEX Brochure 2008.10 - Rev2 Final PDFSusin LimAinda não há avaliações
- T.Y.B.B.A. (CA) Sem VI Practical Slips 2019 PatternDocumento30 páginasT.Y.B.B.A. (CA) Sem VI Practical Slips 2019 PatternJai Ramteke100% (2)
- Cics 400 Administration and Operations GuideDocumento343 páginasCics 400 Administration and Operations GuidedafraumAinda não há avaliações
- Tok EssayDocumento2 páginasTok EssayNeto UkpongAinda não há avaliações
- SB Roadmap B1 1Documento161 páginasSB Roadmap B1 1Carmen Flores AloyAinda não há avaliações
- Ga-Ta10 (LHH)Documento181 páginasGa-Ta10 (LHH)Linh T.Thảo NguyễnAinda não há avaliações
- Shaheed Suhrawardy Medical College HospitalDocumento3 páginasShaheed Suhrawardy Medical College HospitalDr. Mohammad Nazrul IslamAinda não há avaliações
- Some Sunsickday - Kitchenro11Documento356 páginasSome Sunsickday - Kitchenro11Spencer HAinda não há avaliações
- Culture Performance and Economic Return of Brown ShrimpDocumento8 páginasCulture Performance and Economic Return of Brown ShrimpLuã OliveiraAinda não há avaliações
- Paper 3 FrinqDocumento4 páginasPaper 3 Frinqapi-301975170Ainda não há avaliações
- Test Bank For Macroeconomics 8th Canadian Edition Andrew AbelDocumento16 páginasTest Bank For Macroeconomics 8th Canadian Edition Andrew AbelstebinrothAinda não há avaliações
- Dawn of The DhammaDocumento65 páginasDawn of The Dhammaarkaprava paulAinda não há avaliações
- Active and Inactive Volcano LPDocumento2 páginasActive and Inactive Volcano LPhorace hernandez100% (5)
- 100 IELTS Essay Topics For IELTS Writing - My IELTS Classroom BlogDocumento16 páginas100 IELTS Essay Topics For IELTS Writing - My IELTS Classroom BlogtestAinda não há avaliações
- Causal Relationships WorksheetDocumento2 páginasCausal Relationships Worksheetledmabaya23Ainda não há avaliações
- Steve Talbott Getting Over The Code DelusionDocumento57 páginasSteve Talbott Getting Over The Code DelusionAlexandra DaleAinda não há avaliações
- FinancialAccountingTally PDFDocumento1 páginaFinancialAccountingTally PDFGurjot Singh RihalAinda não há avaliações
- Resume Pet A Sol LanderDocumento3 páginasResume Pet A Sol LanderdreyesfinuliarAinda não há avaliações
- English Idioms and PhrasesDocumento384 páginasEnglish Idioms and Phrasesthwe thweAinda não há avaliações