Você também pode gostar
- Au Furniture CatalogDocumento16 páginasAu Furniture CatalogiulianhansaAinda não há avaliações
- Astm G133 - 2005Documento9 páginasAstm G133 - 2005Denise Roth100% (1)
- OEM Pall Prufier Brochure PDFDocumento8 páginasOEM Pall Prufier Brochure PDFhaggAinda não há avaliações
- Guidelines IG Edge Sealing Sikasil SikaGlaze Sealants Adhesives ENDocumento15 páginasGuidelines IG Edge Sealing Sikasil SikaGlaze Sealants Adhesives ENKhurshed alamAinda não há avaliações
- General Guidelines Structural Silicone Glazing With Sikasil AdhesivesDocumento28 páginasGeneral Guidelines Structural Silicone Glazing With Sikasil AdhesivesfasdfaAinda não há avaliações
- Facade & Fenestration Glass Embedding General GuidelinesDocumento20 páginasFacade & Fenestration Glass Embedding General GuidelinesFrancisco BastidasAinda não há avaliações
- 04-Application Guidelines - Sikasil SG - v3 - 01-12 PDFDocumento36 páginas04-Application Guidelines - Sikasil SG - v3 - 01-12 PDFiulianhansaAinda não há avaliações
- WS Sikasil - Weather - Sealants - v1Documento12 páginasWS Sikasil - Weather - Sealants - v1Manuel GallardoAinda não há avaliações
- Guideline Facade Sikasil Weather Sealants enDocumento9 páginasGuideline Facade Sikasil Weather Sealants enRemielAinda não há avaliações
- Sikasil SG-18: Structural Silicone AdhesiveDocumento2 páginasSikasil SG-18: Structural Silicone AdhesiveGeorgiStoyanovAinda não há avaliações
- General Guideline Sikasil Weather Sealants V2Documento12 páginasGeneral Guideline Sikasil Weather Sealants V2Francisco BastidasAinda não há avaliações
- Các pp test silicon cấu trucDocumento36 páginasCác pp test silicon cấu trucBùi Đại CaAinda não há avaliações
- GG General - Guidelines - Glass - Embedding - v1 - 10-11Documento16 páginasGG General - Guidelines - Glass - Embedding - v1 - 10-11Manuel GallardoAinda não há avaliações
- Sikagrout - 200: High Strength, Non-Shrink, None Oxidized Cementitious GroutDocumento2 páginasSikagrout - 200: High Strength, Non-Shrink, None Oxidized Cementitious Groutthe pilot100% (1)
- Sika® Viscocrete®-180 G: Product Data SheetDocumento3 páginasSika® Viscocrete®-180 G: Product Data SheetRyan PradanaAinda não há avaliações
- Sika Flat Glass Training ManualDocumento54 páginasSika Flat Glass Training ManualJ100% (1)
- Sika RepDocumento3 páginasSika Repsmartman35Ainda não há avaliações
- SikaMonoTop 620MY en MY (11 2018) 1 1Documento3 páginasSikaMonoTop 620MY en MY (11 2018) 1 1chanqiming51Ainda não há avaliações
- Sikaflex®-717 WS: Product Data SheetDocumento4 páginasSikaflex®-717 WS: Product Data SheetbeerAinda não há avaliações
- Sika Seal 105Documento2 páginasSika Seal 105Gabo Tellez100% (1)
- Sika Grind 200Documento2 páginasSika Grind 200the pilotAinda não há avaliações
- 05-pds SikaGlaze-IG-5 PIB e v2 10-09Documento2 páginas05-pds SikaGlaze-IG-5 PIB e v2 10-09Khurshed alamAinda não há avaliações
- SikaGrout 212 Product Data B25956Documento2 páginasSikaGrout 212 Product Data B25956Guillermo Garcia50% (2)
- Sikaflex Construction DDocumento3 páginasSikaflex Construction Dthe pilotAinda não há avaliações
- MS SikaGrout 215 With AggregatesDocumento6 páginasMS SikaGrout 215 With AggregatesDennis LungtadAinda não há avaliações
- Sikatop 122 F: Fibre Reinforced, Polymer Modified Repair MortarDocumento3 páginasSikatop 122 F: Fibre Reinforced, Polymer Modified Repair MortarTiger CageAinda não há avaliações
- Sika PDS - E - Sika Hydrotite CJ-TypeDocumento4 páginasSika PDS - E - Sika Hydrotite CJ-Typelwin_oo2435Ainda não há avaliações
- Sika Seal 105Documento2 páginasSika Seal 105the pilotAinda não há avaliações
- Sikaglaze Ig-5 Pib: Product Data SheetDocumento2 páginasSikaglaze Ig-5 Pib: Product Data SheetKhin Sandi KoAinda não há avaliações
- Data Sheet SSG4000AC UltraGlazeDocumento8 páginasData Sheet SSG4000AC UltraGlazeÉdmilson OliveiraAinda não há avaliações
- Sikaflex 252Documento2 páginasSikaflex 252alexcus1539Ainda não há avaliações
- Con Stru Ctio N: Sikacrete - Gunit 105Documento3 páginasCon Stru Ctio N: Sikacrete - Gunit 105Jamsheed Ap KadangodAinda não há avaliações
- Sikacem Gunit 133Documento2 páginasSikacem Gunit 133the pilotAinda não há avaliações
- Sika Release Oil Technical Data SheetDocumento2 páginasSika Release Oil Technical Data SheetyasminaAinda não há avaliações
- Sika PDS - E - Sikaflex Construction (NWE)Documento4 páginasSika PDS - E - Sikaflex Construction (NWE)Pisut LeelalumlertAinda não há avaliações
- Sikagrout - 200Documento3 páginasSikagrout - 200Tan TounAinda não há avaliações
- Sikasil® IG-25 HM Plus: Product Data SheetDocumento2 páginasSikasil® IG-25 HM Plus: Product Data SheetKhin Sandi KoAinda não há avaliações
- Sikagrout - 212 GPDocumento2 páginasSikagrout - 212 GPKanapol KaewdangAinda não há avaliações
- Sikacryl® 620 Fire - PDSDocumento3 páginasSikacryl® 620 Fire - PDSMuhammad YasirAinda não há avaliações
- Sika 212 Conbextra GP PDFDocumento4 páginasSika 212 Conbextra GP PDFAlexius JulliusAinda não há avaliações
- Sikagrout - 214 SaDocumento3 páginasSikagrout - 214 SaYASHICA VAITTIANATHANAinda não há avaliações
- 3015 - Prefabrication PrimersDocumento4 páginas3015 - Prefabrication PrimerseraswastaAinda não há avaliações
- Data Sheet SCS9000 SilPruf PDocumento8 páginasData Sheet SCS9000 SilPruf PClef GonadanAinda não há avaliações
- General Guideline SikaTack Panel System CORP en 10 2020 V4Documento15 páginasGeneral Guideline SikaTack Panel System CORP en 10 2020 V4Francsico MeloAinda não há avaliações
- PDS Sikalastic-560 GCCDocumento7 páginasPDS Sikalastic-560 GCCDarwin SagiAinda não há avaliações
- Sika Grout 212, 215 - PDSDocumento4 páginasSika Grout 212, 215 - PDSluning liAinda não há avaliações
- Sikagrout® - 214Documento3 páginasSikagrout® - 214Mostafa Hussein AbdouAinda não há avaliações
- Sikagard 675 ElastocolorDocumento4 páginasSikagard 675 ElastocolorAvan Setyo PratamaAinda não há avaliações
- Sika MonoTop-612Documento3 páginasSika MonoTop-612Virah Sammy ChandraAinda não há avaliações
- Pds Sikaflex-265 Uk v01-07Documento2 páginasPds Sikaflex-265 Uk v01-07Tomas MoralesAinda não há avaliações
- SikaTop Seal 107 PDS (CE)Documento5 páginasSikaTop Seal 107 PDS (CE)Vladimir StojanovicAinda não há avaliações
- Sikagrind - 870: Efficient Grinding Aid & Performance Enhancer For CementDocumento3 páginasSikagrind - 870: Efficient Grinding Aid & Performance Enhancer For Cementumarbutt99Ainda não há avaliações
- Sika Plastiment 201aeDocumento3 páginasSika Plastiment 201aealiAinda não há avaliações
- Sikadur 31, Hi-Mod Gel 1 1 Mix Ratio-UsDocumento2 páginasSikadur 31, Hi-Mod Gel 1 1 Mix Ratio-Usgrats_singcoAinda não há avaliações
- Sikaflex 11FC - PDS PDFDocumento4 páginasSikaflex 11FC - PDS PDFrajeevAinda não há avaliações
- Sika Hydrotite CJ-Type 2012-01-1Documento5 páginasSika Hydrotite CJ-Type 2012-01-1pandavision76Ainda não há avaliações
- Sika Viscocrete - 3115nDocumento2 páginasSika Viscocrete - 3115nDimaz IrawanAinda não há avaliações
- Sika® ViscoCrete®-TS 100-2Documento3 páginasSika® ViscoCrete®-TS 100-2rekcah eht0% (1)
- GRP and Buildings: A Design Guide for Architects and EngineersNo EverandGRP and Buildings: A Design Guide for Architects and EngineersAinda não há avaliações
- 77th Conference on Glass Problems: A Collection of Papers Presented at the 77th Conference on Glass Problems, Greater Columbus Convention Center, Columbus, OH, November 7-9, 2016No Everand77th Conference on Glass Problems: A Collection of Papers Presented at the 77th Conference on Glass Problems, Greater Columbus Convention Center, Columbus, OH, November 7-9, 2016S. K. SundaramAinda não há avaliações
- Residential Asphalt Roofing Manual Design and Application Methods 2014 EditionNo EverandResidential Asphalt Roofing Manual Design and Application Methods 2014 EditionAinda não há avaliações
- 76th Conference on Glass Problems, Version A: A Collection of Papers Presented at the 76th Conference on Glass Problems, Greater Columbus Convention Center, Columbus, Ohio, November 2-5, 2015No Everand76th Conference on Glass Problems, Version A: A Collection of Papers Presented at the 76th Conference on Glass Problems, Greater Columbus Convention Center, Columbus, Ohio, November 2-5, 2015S. K. SundaramAinda não há avaliações
- Analiza PacDocumento2 páginasAnaliza PaciulianhansaAinda não há avaliações
- Normative As Regards in Situ Test-Piles and Foundation Piles INDICATIVE NP 045-2000Documento20 páginasNormative As Regards in Situ Test-Piles and Foundation Piles INDICATIVE NP 045-2000iulianhansaAinda não há avaliações
- Bonded System - Design: Water QualityDocumento22 páginasBonded System - Design: Water QualityiulianhansaAinda não há avaliações
- Getfiledl 2 PDFDocumento15 páginasGetfiledl 2 PDFiulianhansaAinda não há avaliações
- LOGSTOR Detect: LOGSTOR A/S Tel. +45 99 66 10 00 Handling and Installation 2011.09Documento56 páginasLOGSTOR Detect: LOGSTOR A/S Tel. +45 99 66 10 00 Handling and Installation 2011.09iulianhansaAinda não há avaliações
- McDonalds and KFC RecipesDocumento4 páginasMcDonalds and KFC RecipesSir Hacks alot100% (3)
- Getfiledl 2 PDFDocumento15 páginasGetfiledl 2 PDFiulianhansaAinda não há avaliações
- E4265 Wl-530gv2 Manual WebDocumento28 páginasE4265 Wl-530gv2 Manual WebiulianhansaAinda não há avaliações
- Manual Utilizare Graco EVO1 PDFDocumento94 páginasManual Utilizare Graco EVO1 PDFiulianhansaAinda não há avaliações
- 01-Sikasil Product Overview - 11-2011 PDFDocumento8 páginas01-Sikasil Product Overview - 11-2011 PDFiulianhansaAinda não há avaliações
- E4265 wl-530gv2 Manual Web PDFDocumento30 páginasE4265 wl-530gv2 Manual Web PDFiulianhansaAinda não há avaliações
- Anexa7 PDFDocumento1 páginaAnexa7 PDFiulianhansaAinda não há avaliações
- 01-Sikasil Product Overview - 11-2011 PDFDocumento8 páginas01-Sikasil Product Overview - 11-2011 PDFiulianhansaAinda não há avaliações
- Biblio Tec IDocumento8 páginasBiblio Tec IiulianhansaAinda não há avaliações
- C Birouri °C WH L WH RC RC L Necesar Termic: Anexa I Calcul Energie Termica de IncalzireDocumento1 páginaC Birouri °C WH L WH RC RC L Necesar Termic: Anexa I Calcul Energie Termica de IncalzireiulianhansaAinda não há avaliações
- Anexa 1 - Formularul Cererii de FinantareDocumento1 páginaAnexa 1 - Formularul Cererii de FinantareLiliana Tau-TudoreanuAinda não há avaliações
- Catalog IKEADocumento202 páginasCatalog IKEAiulianhansa0% (1)
- 62 0979c 01Documento26 páginas62 0979c 01iulianhansaAinda não há avaliações
- Shimano Pedal Automatico PDFDocumento4 páginasShimano Pedal Automatico PDFjuantuAinda não há avaliações
- 2007 Us A BrochureDocumento66 páginas2007 Us A BrochureiulianhansaAinda não há avaliações
- 62 0979c 01Documento26 páginas62 0979c 01iulianhansaAinda não há avaliações
- Sureshkannan2022 Article DesignAndPerformanceAnalysisOfDryerDocumento11 páginasSureshkannan2022 Article DesignAndPerformanceAnalysisOfDryerRicardoAinda não há avaliações
- Norma ASTM, RECUENTO DE NEPS EN USTER AFIS PRO 2Documento4 páginasNorma ASTM, RECUENTO DE NEPS EN USTER AFIS PRO 2FlorLuzFuerteVillanoAinda não há avaliações
- Mass Transfer II Lab ManualDocumento19 páginasMass Transfer II Lab ManualRAHUL THAKORAinda não há avaliações
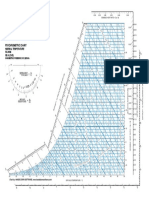
- Psychrometric Chart Psychrometric Chart: Normal Temperature SI Units Sea Level Normal Temperature SI Units Sea LevelDocumento1 páginaPsychrometric Chart Psychrometric Chart: Normal Temperature SI Units Sea Level Normal Temperature SI Units Sea LevelAnoop RastogiAinda não há avaliações
- Hudson RCIDocumento40 páginasHudson RCIpatolineitorAinda não há avaliações
- Sarnacol 2142S PDS Sika SarnafilDocumento3 páginasSarnacol 2142S PDS Sika SarnafilKRISHNA PRASATH SAinda não há avaliações
- Geothermal Energy PDFDocumento62 páginasGeothermal Energy PDFsapnaAinda não há avaliações
- Eagle Filters - Company PresentationDocumento30 páginasEagle Filters - Company Presentationhumane28Ainda não há avaliações
- 8 1 EvaporationDocumento11 páginas8 1 EvaporationChadColeman100% (1)
- Analog and Digital Dry Block Heaters PDFDocumento140 páginasAnalog and Digital Dry Block Heaters PDFAdam MazurekAinda não há avaliações
- (P 1-200, 250, 252) DMCH Final Inception ReportDocumento221 páginas(P 1-200, 250, 252) DMCH Final Inception ReportAmitabh HazariAinda não há avaliações
- eBOX 3300 ManualDocumento28 páginaseBOX 3300 ManualamujicazAinda não há avaliações
- A Review and Quantitative Assessment of Cattle-Related Thermal IndicesDocumento14 páginasA Review and Quantitative Assessment of Cattle-Related Thermal Indicesciro ortizAinda não há avaliações
- Building ConstructionDocumento37 páginasBuilding ConstructionPalash Mehta100% (1)
- Health Care Facility: Ashishkumar Vadhavani (1127533) Nihar Thakar (1155078) Srujal Soni (1169385) February 25Documento13 páginasHealth Care Facility: Ashishkumar Vadhavani (1127533) Nihar Thakar (1155078) Srujal Soni (1169385) February 25ashishAinda não há avaliações
- Gypsum Plasterboard: National Standard of The People'S Republic of ChinaDocumento15 páginasGypsum Plasterboard: National Standard of The People'S Republic of ChinaGarry100% (2)
- Wood Properties: Background InformationDocumento7 páginasWood Properties: Background InformationDareyoss NegussieAinda não há avaliações
- D-Fog System Description - Donaldson PDFDocumento8 páginasD-Fog System Description - Donaldson PDFUdhayakumar VenkataramanAinda não há avaliações
- HPP750eco: Constant Climate ChamberDocumento5 páginasHPP750eco: Constant Climate ChamberArslan SamraAinda não há avaliações
- HVAC and Psychrometric Charts SI TranscriptDocumento15 páginasHVAC and Psychrometric Charts SI TranscriptLaptuca GabrielAinda não há avaliações
- Tuffkote: Epigard Epoxy Finish Bipigard Cte XLDocumento2 páginasTuffkote: Epigard Epoxy Finish Bipigard Cte XLSHATABDI- DELAinda não há avaliações
- Tropical Design - LectureDocumento38 páginasTropical Design - LecturepatAinda não há avaliações
- Thermopro TP-55Documento2 páginasThermopro TP-55JUAN CAMILO Perez100% (1)
- Landscape & Microclimate: Benefits, Issues, ConstraintsDocumento19 páginasLandscape & Microclimate: Benefits, Issues, ConstraintsSanjana BhandiwadAinda não há avaliações
- The Permittivity Wavelength Centimeters : Senior Member, IreDocumento5 páginasThe Permittivity Wavelength Centimeters : Senior Member, IrethaytsuAinda não há avaliações
- 3 - G7130 Column ThermostatDocumento2 páginas3 - G7130 Column Thermostatinfinity1200Ainda não há avaliações
- Abs Xr409H: Description ApplicationDocumento2 páginasAbs Xr409H: Description ApplicationPhuoc Thinh TruongAinda não há avaliações
- Luxafloor ECO: Water Borne Epoxy Floor CoatingDocumento2 páginasLuxafloor ECO: Water Borne Epoxy Floor CoatinglivefreakAinda não há avaliações