Você também pode gostar
- Optical and Microwave Technologies for Telecommunication NetworksNo EverandOptical and Microwave Technologies for Telecommunication NetworksAinda não há avaliações
- Electrical Overstress (EOS): Devices, Circuits and SystemsNo EverandElectrical Overstress (EOS): Devices, Circuits and SystemsAinda não há avaliações
- A 3-Db Quadrature Coupler Suitable For PCB Circuit DesignDocumento5 páginasA 3-Db Quadrature Coupler Suitable For PCB Circuit Designagmnm1962Ainda não há avaliações
- CIC filters overview: frequency response and implementation of comb-integrator filtersDocumento14 páginasCIC filters overview: frequency response and implementation of comb-integrator filtersbrufoAinda não há avaliações
- Semiconductor Optical AmplifierDocumento10 páginasSemiconductor Optical Amplifierapi-26832469Ainda não há avaliações
- Chap6 PhotodetectorsDocumento43 páginasChap6 Photodetectorshoyipleong1326100% (1)
- RMK College Biomedical Instrumentation Online TestDocumento2 páginasRMK College Biomedical Instrumentation Online TestsankarsadaAinda não há avaliações
- Communications Receivers DSP Software Radios and Design PDFDocumento2 páginasCommunications Receivers DSP Software Radios and Design PDFSeanAinda não há avaliações
- Noise Sources of MOSFETDocumento11 páginasNoise Sources of MOSFETDerunAinda não há avaliações
- Apple's leadership, acquisitions, and culture changes under Tim CookDocumento9 páginasApple's leadership, acquisitions, and culture changes under Tim CookCharmaine PhuaAinda não há avaliações
- Touch Screen With Haptic Feedback (TI Design)Documento34 páginasTouch Screen With Haptic Feedback (TI Design)Jm SunAinda não há avaliações
- "Spintronics Technology": A Seminar Report OnDocumento27 páginas"Spintronics Technology": A Seminar Report OnbashaAinda não há avaliações
- Nanolithography - Processing Methods PDFDocumento10 páginasNanolithography - Processing Methods PDFNilesh BhardwajAinda não há avaliações
- Spintronics DocumentationDocumento30 páginasSpintronics Documentationjyothi_rapolu6Ainda não há avaliações
- Highly Sensitive Surface Plasmon Resonance Refractive Index SensorDocumento6 páginasHighly Sensitive Surface Plasmon Resonance Refractive Index SensorPlay de NoiteAinda não há avaliações
- Nanoelectromechanical Systems (NEMS) Are A Class of Devices Integrating Electrical and Mechanical Functionality On TheDocumento5 páginasNanoelectromechanical Systems (NEMS) Are A Class of Devices Integrating Electrical and Mechanical Functionality On TheJithin KAinda não há avaliações
- Lecture 12 - Fiber Optic Communication - Semiconductor Laser PDFDocumento46 páginasLecture 12 - Fiber Optic Communication - Semiconductor Laser PDFBruno Garcia TejadaAinda não há avaliações
- MyowareDocumento8 páginasMyowareAlberto IztatikAinda não há avaliações
- Optical ComputingDocumento29 páginasOptical ComputingrakeshranjanlalAinda não há avaliações
- EC8761 Advanced Communication Lab ManualDocumento105 páginasEC8761 Advanced Communication Lab ManualPurushothaman AAinda não há avaliações
- 5.Eng-Peak Cancellation Crest Factor-VINAY REDDY NDocumento10 páginas5.Eng-Peak Cancellation Crest Factor-VINAY REDDY NImpact JournalsAinda não há avaliações
- Radio Wave Propagation An Introduction For The Non-Specialist by John A. RichardsDocumento4 páginasRadio Wave Propagation An Introduction For The Non-Specialist by John A. RichardsAKHI9Ainda não há avaliações
- Thesis 11Documento198 páginasThesis 11tanvach100% (1)
- MIT Radiaton Lab Series V9 Microwave Transmission CircuitsDocumento737 páginasMIT Radiaton Lab Series V9 Microwave Transmission Circuitskgrhoads100% (1)
- Millimeter-Wave Bandpass Filter for 5G ApplicationsDocumento3 páginasMillimeter-Wave Bandpass Filter for 5G ApplicationsdharmendrajhariyaAinda não há avaliações
- MEMS Sensors Design and ApplicationsDocumento14 páginasMEMS Sensors Design and ApplicationsDivyavarshiniAinda não há avaliações
- Design of A New Metamaterial Structure To Enhancement TheDocumento6 páginasDesign of A New Metamaterial Structure To Enhancement TheIAEME Publication100% (1)
- Spintronics ReportDocumento27 páginasSpintronics Reportshailendra100% (5)
- High-NA EUV Lithography Exposure ToolDocumento45 páginasHigh-NA EUV Lithography Exposure ToolGary Ryan DonovanAinda não há avaliações
- Lect4-Optical Waveguides PDFDocumento93 páginasLect4-Optical Waveguides PDFBiswarup MukherjeeAinda não há avaliações
- EE 143 Microfabrication Problem Set 3Documento4 páginasEE 143 Microfabrication Problem Set 3stansilawAinda não há avaliações
- Eecs242 Lect3 RxarchDocumento34 páginasEecs242 Lect3 Rxarchp3erezAinda não há avaliações
- Medical Imaging Modalities: X-ray, CT, PET, Ultrasound, MRIDocumento47 páginasMedical Imaging Modalities: X-ray, CT, PET, Ultrasound, MRIEduardo BartolomeAinda não há avaliações
- TLM 2D TutorialDocumento52 páginasTLM 2D TutorialNicolae Crisan100% (1)
- Microstrip Patch AntennaDocumento20 páginasMicrostrip Patch AntennaAnuragAinda não há avaliações
- B. Rus-ELI-Beamlines Facility OutlineDocumento22 páginasB. Rus-ELI-Beamlines Facility OutlineELI BeamlinesAinda não há avaliações
- Integrated CircuitDocumento14 páginasIntegrated CircuitPablo ArevaloAinda não há avaliações
- HFSS Tutorial 1Documento7 páginasHFSS Tutorial 1Tushar DebnathAinda não há avaliações
- Microwave Imaging and Electromagnetic Inverse Scattering ProblemsDocumento172 páginasMicrowave Imaging and Electromagnetic Inverse Scattering ProblemsChinaski BukowskiAinda não há avaliações
- Cmos Image SensorsDocumento10 páginasCmos Image Sensorsaleksandar.haAinda não há avaliações
- Design Techniques For Low Noise Cmos Operational AmplifiersDocumento4 páginasDesign Techniques For Low Noise Cmos Operational AmplifiersChandra Praveen MahalingamAinda não há avaliações
- Fundamental Understanding of Piezoelectric Strain SensorsDocumento5 páginasFundamental Understanding of Piezoelectric Strain SensorsNemoz ZrAinda não há avaliações
- Electronics Based On 2D MaterialsDocumento13 páginasElectronics Based On 2D MaterialsShyamRamamoorthyAinda não há avaliações
- Thin Film Deposition Processes ExplainedDocumento42 páginasThin Film Deposition Processes ExplainedVivek Bela100% (2)
- Vcos in Ads 699Documento19 páginasVcos in Ads 699Amit JhaAinda não há avaliações
- EC6701-RF and Microwave EngineeringDocumento17 páginasEC6701-RF and Microwave EngineeringAnuAinda não há avaliações
- Microelectromechanical Systems (MEMS) Materials and Fabrication ProcessesDocumento7 páginasMicroelectromechanical Systems (MEMS) Materials and Fabrication ProcessesGajanan BirajdarAinda não há avaliações
- Dr. Mohammad Faisal Assistant Professor Dept. of EEE, BUETDocumento16 páginasDr. Mohammad Faisal Assistant Professor Dept. of EEE, BUETTarek MahmudAinda não há avaliações
- Hemt StructureDocumento9 páginasHemt StructureIrfanKhanAinda não há avaliações
- Jetson Agx Xavier Platform Adaptation and Bring-Up GuideDocumento41 páginasJetson Agx Xavier Platform Adaptation and Bring-Up GuideafdgtdsghfAinda não há avaliações
- Telecommunications Systems and Technology: PART 2-1Documento77 páginasTelecommunications Systems and Technology: PART 2-1DRathikaAinda não há avaliações
- Wide Band Gap SemiconductorsDocumento45 páginasWide Band Gap SemiconductorspawaniitkgpAinda não há avaliações
- Principles of Electronic Materials and Devices, Third EditionDocumento52 páginasPrinciples of Electronic Materials and Devices, Third EditionMiguel PeixotoAinda não há avaliações
- Wood Pole KN RatingsDocumento3 páginasWood Pole KN Ratingsjobpei2Ainda não há avaliações
- Final PPT AmarDocumento21 páginasFinal PPT Amarashishvasekar0% (1)
- Chenming-Hu ch7Documento32 páginasChenming-Hu ch7Dr Kavita KhareAinda não há avaliações
- Advanced Technologies For Next Generation Integrated CircuitsDocumento321 páginasAdvanced Technologies For Next Generation Integrated CircuitsIEC2020034Ainda não há avaliações
- Digital PLLDocumento6 páginasDigital PLLPeter Podhoranský100% (1)
- Smart Material Systems and MEMS: Design and Development MethodologiesNo EverandSmart Material Systems and MEMS: Design and Development MethodologiesAinda não há avaliações
- US vs. Apple Inc LawsuitDocumento88 páginasUS vs. Apple Inc LawsuitSteven TweedieAinda não há avaliações
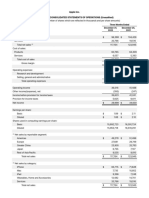
- FY23 Q4 Consolidated Financial StatementsDocumento3 páginasFY23 Q4 Consolidated Financial StatementsJack PurcherAinda não há avaliações
- Class Action, Juan Herrera v. Apple IncDocumento29 páginasClass Action, Juan Herrera v. Apple IncJack PurcherAinda não há avaliações
- Apple v. AliveCor Patent Infringement LawsuitDocumento53 páginasApple v. AliveCor Patent Infringement LawsuitMacRumorsAinda não há avaliações
- Final Written Decision On RemandDocumento28 páginasFinal Written Decision On RemandJack PurcherAinda não há avaliações
- Apple Q3 FY19 Consolidated Financial StatementsDocumento3 páginasApple Q3 FY19 Consolidated Financial StatementsJack PurcherAinda não há avaliações
- Apple Q3 FY19 Consolidated Financial StatementsDocumento3 páginasApple Q3 FY19 Consolidated Financial StatementsJack PurcherAinda não há avaliações
- Airtags LawsuitDocumento138 páginasAirtags Lawsuitmichaelkan1Ainda não há avaliações
- Apple Q3 FY19 Consolidated Financial StatementsDocumento3 páginasApple Q3 FY19 Consolidated Financial StatementsJack PurcherAinda não há avaliações
- FY23 Q1 Consolidated Financial StatementsDocumento3 páginasFY23 Q1 Consolidated Financial StatementsJack PurcherAinda não há avaliações
- Morales v. AppleDocumento8 páginasMorales v. AppleOrlando MayorquinAinda não há avaliações
- Joaquin Serrano, Class Action Lawsuit Against Apple IncDocumento23 páginasJoaquin Serrano, Class Action Lawsuit Against Apple IncJack PurcherAinda não há avaliações
- Apple V Masimo Corporation and Sound United, Patent InfringementDocumento77 páginasApple V Masimo Corporation and Sound United, Patent InfringementJack PurcherAinda não há avaliações
- Geoscope Technologies PTE. LTD v. Apple Inc Patent InfringementDocumento91 páginasGeoscope Technologies PTE. LTD v. Apple Inc Patent InfringementJack PurcherAinda não há avaliações
- Ald Social LLC V Apple Inc Patent Infringement CaseDocumento8 páginasAld Social LLC V Apple Inc Patent Infringement CaseJack PurcherAinda não há avaliações
- Apple Patent On Colored Titanium AlloyDocumento28 páginasApple Patent On Colored Titanium AlloyJack PurcherAinda não há avaliações
- Apple Q3 FY19 Consolidated Financial StatementsDocumento3 páginasApple Q3 FY19 Consolidated Financial StatementsJack PurcherAinda não há avaliações
- Apple Inc V Masimo Corp and Sound United For Patent InfringementDocumento32 páginasApple Inc V Masimo Corp and Sound United For Patent InfringementJack PurcherAinda não há avaliações
- Sonrai Memory V Apple Patent Infringement Case Filed July 15, 2022Documento7 páginasSonrai Memory V Apple Patent Infringement Case Filed July 15, 2022Jack PurcherAinda não há avaliações
- 1x Exhibit Translation of Colombian Ericsson V Apple Pi OrderDocumento49 páginas1x Exhibit Translation of Colombian Ericsson V Apple Pi OrderJack PurcherAinda não há avaliações
- Apple Inc V Rivos Breach of Contract, Violation of The Defend Trade Secrets ActDocumento21 páginasApple Inc V Rivos Breach of Contract, Violation of The Defend Trade Secrets ActJack PurcherAinda não há avaliações
- WFR Ip LLC v. Apple Inc Patent InfringementDocumento7 páginasWFR Ip LLC v. Apple Inc Patent InfringementJack PurcherAinda não há avaliações
- Right To Repair EU Commission DraftDocumento7 páginasRight To Repair EU Commission DraftJack PurcherAinda não há avaliações
- Is The US Next To Require USB-C As A Charging Standard?Documento3 páginasIs The US Next To Require USB-C As A Charging Standard?Mike WuertheleAinda não há avaliações
- Apple Q3 FY19 Consolidated Financial StatementsDocumento3 páginasApple Q3 FY19 Consolidated Financial StatementsJack PurcherAinda não há avaliações
- WePay Global Payments LLC V Apple Inc Patent InfringementDocumento5 páginasWePay Global Payments LLC V Apple Inc Patent InfringementJack PurcherAinda não há avaliações
- SmartWatch MobileConcepts Sues AppleDocumento6 páginasSmartWatch MobileConcepts Sues AppleJack PurcherAinda não há avaliações
- FaceToFace Biometrics v. AppleDocumento7 páginasFaceToFace Biometrics v. AppleJack PurcherAinda não há avaliações
- Alicia Kelly Vs Apple Inc, Apple Studios & OthersDocumento81 páginasAlicia Kelly Vs Apple Inc, Apple Studios & OthersJack Purcher0% (2)
- Exhibit B WePayDocumento17 páginasExhibit B WePayJack PurcherAinda não há avaliações
- Connectors402-Shereen - PDF 276934 PDFDocumento73 páginasConnectors402-Shereen - PDF 276934 PDFAhmed RagabAinda não há avaliações
- Basics of Solder Paste PDFDocumento28 páginasBasics of Solder Paste PDFRanjitha BAinda não há avaliações
- Sharp LC-49CFE4041E Chassis MS3463S.711XDocumento64 páginasSharp LC-49CFE4041E Chassis MS3463S.711XJulio DanielAinda não há avaliações
- Clopotel RotundDocumento3 páginasClopotel RotundfrykadelleAinda não há avaliações
- .Automatic Brake Failure Indicator and Over Heating Alarm PDFDocumento11 páginas.Automatic Brake Failure Indicator and Over Heating Alarm PDFmahendran100% (1)
- Essentials of Sheet Metal Work and Pattern Drafting 1918Documento190 páginasEssentials of Sheet Metal Work and Pattern Drafting 1918Jogin100% (1)
- A. The Teeth Pointing Forward: 1 (MDSP 2)Documento22 páginasA. The Teeth Pointing Forward: 1 (MDSP 2)Dhin TolentinoAinda não há avaliações
- Car audio manual for Pioneer DVH-735AVDocumento85 páginasCar audio manual for Pioneer DVH-735AVJs LópezAinda não há avaliações
- Sharp Lc42xd1e Ru LCD TV SMDocumento192 páginasSharp Lc42xd1e Ru LCD TV SMConrad NonameAinda não há avaliações
- Chipcatalog Ixys 2008Documento46 páginasChipcatalog Ixys 2008Miguel DuranAinda não há avaliações
- Sharp AQUOS LC - (32/40/46/52) LE700UN Service ManualDocumento156 páginasSharp AQUOS LC - (32/40/46/52) LE700UN Service Manualvobios78% (32)
- Service Manual: HT-CN690DVWDocumento80 páginasService Manual: HT-CN690DVWmizoAinda não há avaliações
- Declarable Substances ListDocumento7 páginasDeclarable Substances ListJetesh DevgunAinda não há avaliações
- Csn33 Bga User GuideDocumento11 páginasCsn33 Bga User GuideWandyy GonçalvesAinda não há avaliações
- Skybox RepairDocumento47 páginasSkybox RepairDomain RiderAinda não há avaliações
- KX ft908 PDFDocumento182 páginasKX ft908 PDFWilson OrellanaAinda não há avaliações
- Refining Precious Metal Wastes C (1) .M HokeDocumento369 páginasRefining Precious Metal Wastes C (1) .M HokejocaspindlerAinda não há avaliações
- Linear Coefficients of ExpansionDocumento12 páginasLinear Coefficients of ExpansionVBT1Ainda não há avaliações
- ASTM A780A780M - 09 (Reapproved 2015) Standard Practice For Repair of Damaged and Uncoated Areas of Hot-Dip Galvanized Coatings1Documento4 páginasASTM A780A780M - 09 (Reapproved 2015) Standard Practice For Repair of Damaged and Uncoated Areas of Hot-Dip Galvanized Coatings1Thomas Farfan100% (2)
- 42MF521D 37Documento164 páginas42MF521D 37Fay KingAinda não há avaliações
- Instruction Manual: Desoldering StationDocumento6 páginasInstruction Manual: Desoldering StationUsuario AnonimoAinda não há avaliações
- Development of Cu Cu Joining Technology by Laser WeldingDocumento14 páginasDevelopment of Cu Cu Joining Technology by Laser WeldinggpAinda não há avaliações
- Second Intermediate Period Jewellery inDocumento19 páginasSecond Intermediate Period Jewellery inAntwain UtleyAinda não há avaliações
- Basic Technology First Term basic 9Documento91 páginasBasic Technology First Term basic 9palmer okiemuteAinda não há avaliações
- Yamaha PDX-50Documento34 páginasYamaha PDX-50HN100% (1)
- PHILIPS CH - TPS2.1E LA PDFDocumento103 páginasPHILIPS CH - TPS2.1E LA PDFГеннадійAinda não há avaliações
- The Ancient Craft of Granulation: A Re-Assessment of Established Concepts Jochem WoltersDocumento11 páginasThe Ancient Craft of Granulation: A Re-Assessment of Established Concepts Jochem WoltersEsther NuñezAinda não há avaliações
- Proteus Schematic and PCB DevelopmentDocumento30 páginasProteus Schematic and PCB DevelopmentAmirul ArifinAinda não há avaliações
- A Study of Inter-Metallic Compounds (IMC) Formation and Growth in Ultra-Fine Pitch Sn-Ag-Cu Lead-Free Solder JointsDocumento7 páginasA Study of Inter-Metallic Compounds (IMC) Formation and Growth in Ultra-Fine Pitch Sn-Ag-Cu Lead-Free Solder JointsHanLe DuyAinda não há avaliações