Você também pode gostar
- Thermodynamics of High-Speed Gas Flow: Çengel BolesDocumento44 páginasThermodynamics of High-Speed Gas Flow: Çengel Boleskebaman1986Ainda não há avaliações
- The First Law of Thermodynamics: Control Volumes: Çengel BolesDocumento34 páginasThe First Law of Thermodynamics: Control Volumes: Çengel Boleskebaman1986Ainda não há avaliações
- Chemical Reactions: Çengel BolesDocumento40 páginasChemical Reactions: Çengel Boleskebaman1986Ainda não há avaliações
- Gas Mixtures: Çengel BolesDocumento18 páginasGas Mixtures: Çengel Boleskebaman1986Ainda não há avaliações
- Gas-Vapor Mixtures and Air-Conditioning: Çengel BolesDocumento37 páginasGas-Vapor Mixtures and Air-Conditioning: Çengel Boleskebaman1986Ainda não há avaliações
- The Second Law of Thermodynamics: Çengel BolesDocumento36 páginasThe Second Law of Thermodynamics: Çengel Boleskebaman1986Ainda não há avaliações
- Chemical and Phase Equilibrium: Çengel BolesDocumento22 páginasChemical and Phase Equilibrium: Çengel Boleskebaman1986Ainda não há avaliações
- Thermodynamic Property Relations: Çengel BolesDocumento19 páginasThermodynamic Property Relations: Çengel Boleskebaman1986Ainda não há avaliações
- Refrigeration Cycles: Çengel BolesDocumento24 páginasRefrigeration Cycles: Çengel Boleskebaman1986Ainda não há avaliações
- Vapor and Combined Power Cycles: Çengel BolesDocumento20 páginasVapor and Combined Power Cycles: Çengel Boleskebaman1986Ainda não há avaliações
- Properties of Pure Substances: Çengel BolesDocumento34 páginasProperties of Pure Substances: Çengel Boleskebaman1986Ainda não há avaliações
- Gas Power Cycles: Çengel BolesDocumento53 páginasGas Power Cycles: Çengel BolesJerson OceraAinda não há avaliações
- CHPT01Documento32 páginasCHPT01kebaman1986Ainda não há avaliações
- The First Law of Thermodynamics: Closed Systems: Çengel BolesDocumento38 páginasThe First Law of Thermodynamics: Closed Systems: Çengel Boleskebaman1986Ainda não há avaliações
- Basic Accounting Principles and Budgeting FundamentalsDocumento24 páginasBasic Accounting Principles and Budgeting Fundamentalskebaman1986Ainda não há avaliações
- Project ManagementDocumento44 páginasProject Managementkebaman1986Ainda não há avaliações
- Project ManagementDocumento40 páginasProject Managementkebaman1986Ainda não há avaliações
- Entropy: A Measure of Disorder: Çengel BolesDocumento52 páginasEntropy: A Measure of Disorder: Çengel Boleskebaman1986Ainda não há avaliações
- Exergy: A Measure of Work Potential: Çengel BolesDocumento30 páginasExergy: A Measure of Work Potential: Çengel Boleskebaman1986Ainda não há avaliações
- CH 3 ForecastingDocumento20 páginasCH 3 Forecastingkebaman1986Ainda não há avaliações
- Chapter One: The Concept of Entrepreneurship and EntrepreneurDocumento32 páginasChapter One: The Concept of Entrepreneurship and Entrepreneurkebaman1986Ainda não há avaliações
- Project ManagementDocumento27 páginasProject Managementkebaman1986Ainda não há avaliações
- CH 2 Plant LayoutDocumento28 páginasCH 2 Plant Layoutkebaman1986100% (1)
- TwoPhaseFlow PDFDocumento13 páginasTwoPhaseFlow PDFkebaman1986Ainda não há avaliações
- Safety HandbookDocumento17 páginasSafety HandbookRakesh JunnurAinda não há avaliações
- General Machine Shop SafetyDocumento6 páginasGeneral Machine Shop Safetykebaman1986Ainda não há avaliações
- Lubrication SystemDocumento43 páginasLubrication Systemkebaman1986Ainda não há avaliações
- Essentials2 - Biofuel ProductionDocumento4 páginasEssentials2 - Biofuel ProductionAngga Resala PerdanaAinda não há avaliações
- Safety HandbookDocumento17 páginasSafety HandbookRakesh JunnurAinda não há avaliações
- Safety HandbookDocumento17 páginasSafety HandbookRakesh JunnurAinda não há avaliações
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- Alnaser - EngleskiDocumento9 páginasAlnaser - EngleskialeksandarglAinda não há avaliações
- Oil Module: C F D H ADocumento2 páginasOil Module: C F D H Adaniel_jorge_10Ainda não há avaliações
- 135 Neuchatel Gas Turbine PDFDocumento8 páginas135 Neuchatel Gas Turbine PDFalexiel1806100% (1)
- KM/4L22 Diesel Engines: Maintenance ManualDocumento155 páginasKM/4L22 Diesel Engines: Maintenance ManualPascal Tagne100% (4)
- Star All Refnew1 - 20.07.2013Documento83 páginasStar All Refnew1 - 20.07.2013Harpreet Sethi50% (2)
- Komatsu 6d95l 1l S N 10001 UpDocumento141 páginasKomatsu 6d95l 1l S N 10001 UpMehdi Mansourian100% (2)
- Toyota 2kd Engine ContrlDocumento25 páginasToyota 2kd Engine ContrlKamal Semboy67% (3)
- XT0425 Parts ManualDocumento105 páginasXT0425 Parts ManualG SAinda não há avaliações
- Nissan S13 SR20DET To Wolf V500 Pinouts With LinkDocumento1 páginaNissan S13 SR20DET To Wolf V500 Pinouts With Linkwolfems88% (8)
- Deutzbfm1015 SpecificationsDocumento2 páginasDeutzbfm1015 SpecificationsMuhammad rizkiAinda não há avaliações
- Airman PDFDocumento2 páginasAirman PDFcharis100% (1)
- Turbine Blades: CreepDocumento6 páginasTurbine Blades: CreepCed SisonAinda não há avaliações
- YPT Orbital Motors CompleteDocumento176 páginasYPT Orbital Motors CompleteJose SanchezAinda não há avaliações
- Engine Brake Design and Function in OlvoDocumento9 páginasEngine Brake Design and Function in OlvoMohan PreethAinda não há avaliações
- Parts Catalog: 0CW10-M70600ENDocumento14 páginasParts Catalog: 0CW10-M70600ENCarlos PariAinda não há avaliações
- Single Cylinder Diesel Engine Performances Estimation Using AVL Boost SoftwareDocumento4 páginasSingle Cylinder Diesel Engine Performances Estimation Using AVL Boost SoftwareannerivervalleyAinda não há avaliações
- CBZ New 10.05.2011 PDFDocumento92 páginasCBZ New 10.05.2011 PDFSANTOSH KUMAR100% (1)
- Cocu 3 (Lite) Intro g452 JB1Documento21 páginasCocu 3 (Lite) Intro g452 JB1sreetharanAinda não há avaliações
- 10 GeneralSpecs PDFDocumento59 páginas10 GeneralSpecs PDFFabian BarajasAinda não há avaliações
- Technical Data-G3508-600kva PDFDocumento7 páginasTechnical Data-G3508-600kva PDFAminovic MostafaAinda não há avaliações
- Capacities and SpecificationsDocumento9 páginasCapacities and Specificationscristian faundesAinda não há avaliações
- Ch3 - CompressorsDocumento48 páginasCh3 - CompressorsShaktivell Letchumanan100% (1)
- Electronic Diesel Control Is A Diesel Engine Fuel InjectionDocumento4 páginasElectronic Diesel Control Is A Diesel Engine Fuel InjectionRoberto Ortega MicalizziAinda não há avaliações
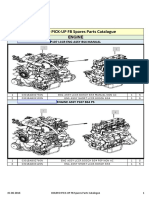
- Bolero Pick-UP FB Spares Parts CatalogueDocumento102 páginasBolero Pick-UP FB Spares Parts CatalogueKishore0% (1)
- Turbocharger - Inspect: Shutdown SIS Previous ScreenDocumento4 páginasTurbocharger - Inspect: Shutdown SIS Previous ScreenbejoythomasAinda não há avaliações
- CR Calibration GasketsDocumento4 páginasCR Calibration GasketsMiguel ChaconAinda não há avaliações
- RAIDER R150 High 833-RELOADED (FU150SCD2L6-P31)Documento70 páginasRAIDER R150 High 833-RELOADED (FU150SCD2L6-P31)GAYLE GOAinda não há avaliações
- Manual de Montacarga Cat PDFDocumento20 páginasManual de Montacarga Cat PDFEsteban Juan Sejas Alanoca0% (2)
- Specification Table:: kVA KW KG1-5AS3 KG1 - 7.5AS4 KG1 - 10AS5 KG1-12.5AS2Documento2 páginasSpecification Table:: kVA KW KG1-5AS3 KG1 - 7.5AS4 KG1 - 10AS5 KG1-12.5AS2VILLA SIVAPRASADAinda não há avaliações