Você também pode gostar
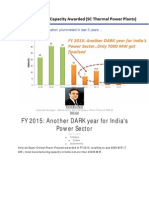
- Article - Another Dark Year For India's Power Sector PDFDocumento3 páginasArticle - Another Dark Year For India's Power Sector PDFVirendra PatilAinda não há avaliações
- Case 1 Case 2 Competitive Bidding-120831022936-Phpapp01Documento16 páginasCase 1 Case 2 Competitive Bidding-120831022936-Phpapp01Virendra PatilAinda não há avaliações
- PC Versus CFBCDocumento2 páginasPC Versus CFBCVirendra PatilAinda não há avaliações
- Details of coal blocks allocated in IndiaDocumento14 páginasDetails of coal blocks allocated in IndiaPoonam SharmaAinda não há avaliações
- Union Budget 2014-15: Power SectorDocumento14 páginasUnion Budget 2014-15: Power SectorVirendra PatilAinda não há avaliações
- CEADocumento12 páginasCEAVirendra PatilAinda não há avaliações
- CFB Boilers in ChinaDocumento27 páginasCFB Boilers in ChinaVirendra Patil100% (1)
- BENSON Boilers Reference List 1990-2012Documento30 páginasBENSON Boilers Reference List 1990-2012Virendra PatilAinda não há avaliações
- Construction Contract ChecklistDocumento9 páginasConstruction Contract ChecklistVirendra PatilAinda não há avaliações
- Bid Qualification Criteria BOPDocumento3 páginasBid Qualification Criteria BOPVirendra PatilAinda não há avaliações
- Cold Cyclone CFBC BoilerDocumento2 páginasCold Cyclone CFBC BoilerVirendra PatilAinda não há avaliações
- Fine Tuning A CFBC Boiler PDFDocumento12 páginasFine Tuning A CFBC Boiler PDFrikumohanAinda não há avaliações
- SOx and NOx in CFBC BoilerDocumento2 páginasSOx and NOx in CFBC BoilerVirendra Patil100% (2)
- PC Versus CFBCDocumento2 páginasPC Versus CFBCVirendra PatilAinda não há avaliações
- CDQ ProcessDocumento2 páginasCDQ ProcessVirendra PatilAinda não há avaliações
- CDQ ProcessDocumento2 páginasCDQ ProcessVirendra PatilAinda não há avaliações
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- Sai Water Tub AgreementDocumento67 páginasSai Water Tub Agreementvinodhcivil9Ainda não há avaliações
- 34crnimo6: Steel GradeDocumento4 páginas34crnimo6: Steel Gradeanu swamiAinda não há avaliações
- Astm A-6 PDFDocumento1 páginaAstm A-6 PDFFrank Berrios GarcesAinda não há avaliações
- Road Project Steps and Interview QuestionsDocumento54 páginasRoad Project Steps and Interview QuestionsaamirAinda não há avaliações
- Lintels and ArchesDocumento49 páginasLintels and Arches18 Architects50% (2)
- WG 101Documento1 páginaWG 101'Lampa'Ainda não há avaliações
- Reactive Wetting, Evolution of Interfacial and Bulk IMCs and Their Effect On Mechanical PDFDocumento32 páginasReactive Wetting, Evolution of Interfacial and Bulk IMCs and Their Effect On Mechanical PDFeid elsayedAinda não há avaliações
- Bio Sci Chapter 2 Lesson 1 Module 3Documento26 páginasBio Sci Chapter 2 Lesson 1 Module 3Vimbee Cefre Alipoon EresuelaAinda não há avaliações
- Taller de GasesDocumento20 páginasTaller de GasesAle Cruz DAinda não há avaliações
- Murashige and Skoog Basal Medium (M5519)Documento1 páginaMurashige and Skoog Basal Medium (M5519)Dyo MandeAinda não há avaliações
- Freeze Dryer Lyophilisation FishDocumento4 páginasFreeze Dryer Lyophilisation FishcouvrefeuAinda não há avaliações
- GC6000-2-4 Selection of Bearing SizeDocumento5 páginasGC6000-2-4 Selection of Bearing SizeFrancisco AlessandriAinda não há avaliações
- Weldment Deffect and Rejected by StationDocumento28 páginasWeldment Deffect and Rejected by StationHadi azfar channelAinda não há avaliações
- WWW Visionalloys Com Stainless Steel Fasteners HTMLDocumento4 páginasWWW Visionalloys Com Stainless Steel Fasteners HTMLNikhil JainAinda não há avaliações
- Civil Engineering MCQDocumento19 páginasCivil Engineering MCQSuhail RazaAinda não há avaliações
- Filter Paper TestDocumento14 páginasFilter Paper TestSallam MohammedAinda não há avaliações
- Laboratory 9 - Soil Classification Accdg To AASHTO and USCSDocumento3 páginasLaboratory 9 - Soil Classification Accdg To AASHTO and USCSVincent GuiaAinda não há avaliações
- Defense Technology 1082 - Riot Control Grenade CS MSDSDocumento7 páginasDefense Technology 1082 - Riot Control Grenade CS MSDSCenangau DaunkariAinda não há avaliações
- MEB Nptel Week 5 Assignment AnswersDocumento4 páginasMEB Nptel Week 5 Assignment AnswersMeethiPotterAinda não há avaliações
- Group No 6 - Boge 2 Well Logging and FormationDocumento26 páginasGroup No 6 - Boge 2 Well Logging and FormationAlhaj MassoudAinda não há avaliações
- QBDocumento18 páginasQBMudrikaAinda não há avaliações
- Slurry Shield AdditivesDocumento8 páginasSlurry Shield AdditivesfabiodbdbAinda não há avaliações
- Aashto M288Documento29 páginasAashto M288jong_hao_su5167% (3)
- Equilibrium and Elasticity: Powerpoint Lectures ForDocumento16 páginasEquilibrium and Elasticity: Powerpoint Lectures FordeeparAinda não há avaliações
- Literature Study Castings: TC-10: Sub-Study 'Non-Standard Connections'Documento115 páginasLiterature Study Castings: TC-10: Sub-Study 'Non-Standard Connections'Patricia BrandAinda não há avaliações
- Laser Cutting Process - A Review: June 2014Documento6 páginasLaser Cutting Process - A Review: June 2014cesarAinda não há avaliações
- Processes: A Techno-Economic Assessment of Fischer-Tropsch Fuels Based On Syngas From Co-ElectrolysisDocumento42 páginasProcesses: A Techno-Economic Assessment of Fischer-Tropsch Fuels Based On Syngas From Co-ElectrolysisMuhammad SalmanAinda não há avaliações
- 04 Nowy-Styl-Group Price-List Office-Furniture EXP-CZ-SK en BNOS-RG E06 2018Documento420 páginas04 Nowy-Styl-Group Price-List Office-Furniture EXP-CZ-SK en BNOS-RG E06 2018Marin IonutAinda não há avaliações
- DEGASSING AGENT AF 100 - Ind1 - AngDocumento1 páginaDEGASSING AGENT AF 100 - Ind1 - AngFrench Corvette50% (2)