Você também pode gostar
- SESV8001Documento144 páginasSESV8001aliAinda não há avaliações
- Analisis de Engranajes PDFDocumento215 páginasAnalisis de Engranajes PDFliz huincho100% (1)
- Valves SGDocumento102 páginasValves SGSyahri TamaAinda não há avaliações
- Sesv8002 PDFDocumento97 páginasSesv8002 PDFali100% (2)
- Visual Inspection Main & Connecting RodDocumento56 páginasVisual Inspection Main & Connecting RodmkAinda não há avaliações
- Sesv8010 Antifriction BearingsDocumento160 páginasSesv8010 Antifriction BearingsFrancisco Abarca G.Ainda não há avaliações
- AFA Materials PDFDocumento2 páginasAFA Materials PDFgandalfa12Ainda não há avaliações
- Market Situation & Strategy SolutionsDocumento32 páginasMarket Situation & Strategy SolutionsРинат Сагидов100% (3)
- Cat Inspect ModulesDocumento3 páginasCat Inspect ModulesDAnielAinda não há avaliações
- Interpretacion Curso CatDocumento79 páginasInterpretacion Curso Catjizu100% (2)
- CAT Contamination ControlDocumento34 páginasCAT Contamination ControlРинат Сагидов100% (1)
- ReadmeDocumento1 páginaReadmeDaniel Alejandro Moreno HernándezAinda não há avaliações
- UENR3017 - System Operation - Testing & Adjusting C175Documento72 páginasUENR3017 - System Operation - Testing & Adjusting C175De Lacruz KevinAinda não há avaliações
- Reuse & Salvage Guidelines (Valve & Valve Spring Spec)Documento25 páginasReuse & Salvage Guidelines (Valve & Valve Spring Spec)carlos angelAinda não há avaliações
- Marine Selection Guide - Caterpillar PDFDocumento106 páginasMarine Selection Guide - Caterpillar PDFAnh NguyenAinda não há avaliações
- 793C - ATY - Hoist Cylinder - Remove and InstallDocumento7 páginas793C - ATY - Hoist Cylinder - Remove and InstallCarlos LoboAinda não há avaliações
- Hydraulic Excavator OverhaulsDocumento3 páginasHydraulic Excavator OverhaulsLody100% (1)
- Caterpillar PDFDocumento54 páginasCaterpillar PDFIngrid Garcia de JaureguiAinda não há avaliações
- Cat 12 12v Electic TrainingDocumento26 páginasCat 12 12v Electic TrainingZenaki Kurniawan100% (1)
- ACERT - Training Service C27 Machine PDFDocumento46 páginasACERT - Training Service C27 Machine PDFCarlos Gajardo100% (1)
- Reutilizacion CaterpillarDocumento50 páginasReutilizacion CaterpillarJorge EspinozaAinda não há avaliações
- Apltcl029 SGD L-01Documento91 páginasApltcl029 SGD L-01Cukke CokAinda não há avaliações
- Interp1 Help Sheets and Coolant English 13august 2018 PDFDocumento72 páginasInterp1 Help Sheets and Coolant English 13august 2018 PDFSain MezaAinda não há avaliações
- Analisis de FallasDocumento64 páginasAnalisis de Fallaschechar10Ainda não há avaliações
- Curvas, Gobernadores, Full Timing, Full Setting, MUI, HEUIDocumento318 páginasCurvas, Gobernadores, Full Timing, Full Setting, MUI, HEUIRoberto Carrasco100% (4)
- F-Series Training 795F AC Participants Copy 810Documento96 páginasF-Series Training 795F AC Participants Copy 810Manuel Vargas100% (1)
- S O S Services Alert Level Help SheetDocumento20 páginasS O S Services Alert Level Help Sheetjizu100% (1)
- 797b - SISTEMASDocumento196 páginas797b - SISTEMASGenaro GutierrezAinda não há avaliações
- Applied Failure Analysis Root CauseDocumento32 páginasApplied Failure Analysis Root CauseKhalid Mahmoud100% (1)
- Soldering, Brazing & WeldingDocumento72 páginasSoldering, Brazing & WeldingAli AldameAinda não há avaliações
- Reuse and Salvage For 3500 Engine Cylinder Blocks (0672, 0705, 0762, 1201, 1217)Documento115 páginasReuse and Salvage For 3500 Engine Cylinder Blocks (0672, 0705, 0762, 1201, 1217)TASHKEELAinda não há avaliações
- Terex Sensor LocationsDocumento22 páginasTerex Sensor LocationsSandoval Ramos Eddy100% (1)
- NEHS0730 - 168-7720 Ultrasonic Wear Indicator III Group PDFDocumento40 páginasNEHS0730 - 168-7720 Ultrasonic Wear Indicator III Group PDFjonel monge100% (1)
- 793F and 793F WTR OEM Hydraulic System Off-Highway Truck: Traction ControlDocumento2 páginas793F and 793F WTR OEM Hydraulic System Off-Highway Truck: Traction Controlpercy de la cruzAinda não há avaliações
- 1.what Is A FailureDocumento26 páginas1.what Is A FailureReginaldy FalAinda não há avaliações
- C32 ACERT Diesel Engine SpecificationsDocumento10 páginasC32 ACERT Diesel Engine SpecificationsCarlos BarbosaAinda não há avaliações
- Maintenance Interval Schedule - Prime: Operation and Maintenance ManualDocumento3 páginasMaintenance Interval Schedule - Prime: Operation and Maintenance ManualaliAinda não há avaliações
- Failure Modes of TurbochargersDocumento12 páginasFailure Modes of Turbochargersbetoven8437Ainda não há avaliações
- CATERPILLAR Engines With Acert Technology: WELCOME To MálagaDocumento82 páginasCATERPILLAR Engines With Acert Technology: WELCOME To MálagagabisaAinda não há avaliações
- Fuel Burn To Overhaul ModelDocumento4 páginasFuel Burn To Overhaul ModelDAnielAinda não há avaliações
- Global Service Learning: D11T Track-Type TractorDocumento17 páginasGlobal Service Learning: D11T Track-Type Tractorluishvanegas67% (3)
- 1 SEBF8162 Cylinder HeadDocumento171 páginas1 SEBF8162 Cylinder HeadGerson Briceño Delgadillo100% (1)
- ET Sensors and Schematics NSWDocumento2 páginasET Sensors and Schematics NSWAndrásHorváthAinda não há avaliações
- Mining Truck 793F - SpecalogDocumento28 páginasMining Truck 793F - SpecalogFelix FloresAinda não há avaliações
- Instruct Motor BasicoDocumento57 páginasInstruct Motor Basicokom376376Ainda não há avaliações
- Caterpillar MachinesDocumento514 páginasCaterpillar Machinesjosmel2100% (1)
- Meeting GuideDocumento305 páginasMeeting GuideEduardo Alfredo Anchahua Huamani100% (1)
- Caterpillar AIR INTAKE SYSTEMSDocumento32 páginasCaterpillar AIR INTAKE SYSTEMSgavin2010100% (5)
- Kenr5396 04 01 AllDocumento76 páginasKenr5396 04 01 AlllunikmirAinda não há avaliações
- 005 - Cat-6060 - Tank, Pump, Drive Controller - Without XLRDocumento23 páginas005 - Cat-6060 - Tank, Pump, Drive Controller - Without XLRJorby CuadrosAinda não há avaliações
- 003 Cat-6060 SuperstrureDocumento18 páginas003 Cat-6060 SuperstrureJorby CuadrosAinda não há avaliações
- Caterpillar 18MDocumento28 páginasCaterpillar 18MnikbeamAinda não há avaliações
- C15 Acert - 18396631-004Documento5 páginasC15 Acert - 18396631-004Hadj AbdelwahaBAinda não há avaliações
- Saa12v140e-3 Sen00291-00dDocumento156 páginasSaa12v140e-3 Sen00291-00dAch Bilal Anwar100% (2)
- Every Ton.: Non-Certified Engines For Mining ApplicationsDocumento4 páginasEvery Ton.: Non-Certified Engines For Mining ApplicationsCarlos andres Revelo gomezAinda não há avaliações
- Caterpillar Applied Failure Analysis Threaded Fasteners Service TrainingDocumento9 páginasCaterpillar Applied Failure Analysis Threaded Fasteners Service Trainingcarolyn98% (43)
- Threaded Fasteners SGDocumento97 páginasThreaded Fasteners SGSyahri TamaAinda não há avaliações
- Crankshaft - InstallDocumento5 páginasCrankshaft - InstallalonsoAinda não há avaliações
- Procedimiento de Pulido CrankshaftsDocumento19 páginasProcedimiento de Pulido CrankshaftsJavier Hector CayaAinda não há avaliações
- SEBF8043 Crankshaft Visual InspectionDocumento49 páginasSEBF8043 Crankshaft Visual InspectionpramAinda não há avaliações
- Diagrama Hidraulico m315d Renr9476renr9476-04 SisDocumento2 páginasDiagrama Hidraulico m315d Renr9476renr9476-04 SisServimaquinaria Millan S.A.C100% (1)
- PROSIS Part Information: Date: Image Id: Catalogue: Model: Brand: Serial: Group/Section: TitleDocumento3 páginasPROSIS Part Information: Date: Image Id: Catalogue: Model: Brand: Serial: Group/Section: Titleali0% (1)
- Scania dc12 Cylinder HeadDocumento1 páginaScania dc12 Cylinder HeadaliAinda não há avaliações
- Volvo td73 Cooling LinesDocumento1 páginaVolvo td73 Cooling LinesaliAinda não há avaliações
- Toyota Engine Component Repair ManualDocumento15 páginasToyota Engine Component Repair ManualaliAinda não há avaliações
- 320d Govereor Actuator CableDocumento14 páginas320d Govereor Actuator CablealiAinda não há avaliações
- Scania dc12 Oil CoolerDocumento2 páginasScania dc12 Oil CooleraliAinda não há avaliações
- Volvo Ec55 Arm inDocumento2 páginasVolvo Ec55 Arm inaliAinda não há avaliações
- Scania dc12 Cylinder Head TestDocumento6 páginasScania dc12 Cylinder Head TestaliAinda não há avaliações
- Scania dc12 Oil Cooler ComponentDocumento3 páginasScania dc12 Oil Cooler ComponentaliAinda não há avaliações
- Hydraulic components descriptionDocumento2 páginasHydraulic components descriptionaliAinda não há avaliações
- Service Info on Engine Cooling SystemDocumento3 páginasService Info on Engine Cooling SystemaliAinda não há avaliações
- 03-01 Unit Injector (PDE) : Specification - Values When Adjusting Unit Injectors and ValvesDocumento1 página03-01 Unit Injector (PDE) : Specification - Values When Adjusting Unit Injectors and ValvesaliAinda não há avaliações
- 4bc2 Injection Pump PDFDocumento1 página4bc2 Injection Pump PDFaliAinda não há avaliações
- 320d Govereor Actuator CableDocumento14 páginas320d Govereor Actuator CablealiAinda não há avaliações
- Volvo L120B PressuresDocumento6 páginasVolvo L120B PressuresaliAinda não há avaliações
- c7 Overheating TroubleshootingDocumento124 páginasc7 Overheating Troubleshootingali100% (2)
- 320d Replacing The Governor ActuatorDocumento4 páginas320d Replacing The Governor ActuatoraliAinda não há avaliações
- APS (Automatic Power Shift) : Service InformationDocumento5 páginasAPS (Automatic Power Shift) : Service InformationaliAinda não há avaliações
- Seat SuspensionDocumento1 páginaSeat SuspensionaliAinda não há avaliações
- Toyota Engine Component Repair ManualDocumento15 páginasToyota Engine Component Repair ManualaliAinda não há avaliações
- D155A-3 S/N 60001-UP Side Cover Parts ListDocumento2 páginasD155A-3 S/N 60001-UP Side Cover Parts ListaliAinda não há avaliações
- 246c HidraulicoDocumento29 páginas246c HidraulicoJose CarmonaAinda não há avaliações
- Engine Speed With Frequency MeterDocumento2 páginasEngine Speed With Frequency MeteraliAinda não há avaliações
- Gear Selector Valve: Service InformationDocumento3 páginasGear Selector Valve: Service InformationaliAinda não há avaliações
- Unit Injector AdjustmentDocumento13 páginasUnit Injector Adjustmentali100% (2)
- L120B Engine SpesificationDocumento2 páginasL120B Engine SpesificationaliAinda não há avaliações
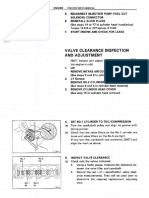
- Valve Clearance Inspection and AdjustmentDocumento4 páginasValve Clearance Inspection and AdjustmentaliAinda não há avaliações
- Transmission TroubleshootingDocumento1 páginaTransmission TroubleshootingaliAinda não há avaliações
- Cylinder HeadDocumento25 páginasCylinder Headali100% (1)
- Handbook of Residual StressDocumento8 páginasHandbook of Residual StressDownAinda não há avaliações
- Fatigue Assessment and Lefm Analysis of Cruciform Joints Fabricated With Different Welding ProcessesDocumento13 páginasFatigue Assessment and Lefm Analysis of Cruciform Joints Fabricated With Different Welding Processeslionking1Ainda não há avaliações
- Def (Aust) 9008Documento20 páginasDef (Aust) 9008Krishnan DandapaniAinda não há avaliações
- Effect of Pre-Weld Sandblasting on Residual Stress DistributionDocumento6 páginasEffect of Pre-Weld Sandblasting on Residual Stress DistributionFerhat KahveciAinda não há avaliações
- BSI BS-1726-1-2002 - Guide To Methods of Specifying Tolerances and Testing - Extension Springs PDFDocumento18 páginasBSI BS-1726-1-2002 - Guide To Methods of Specifying Tolerances and Testing - Extension Springs PDFGerald See Toh100% (1)
- AAR Manual of Standards and Recommended Practices Wheels and AxlesDocumento42 páginasAAR Manual of Standards and Recommended Practices Wheels and AxlesestephaniAinda não há avaliações
- Overview of The Fatigue Strength Diagrams For DIN EN 13906-1 Newly Developed in Research IGF 19693Documento25 páginasOverview of The Fatigue Strength Diagrams For DIN EN 13906-1 Newly Developed in Research IGF 19693gsuoagAinda não há avaliações
- Shot Peening Extends Spur Gear Fatigue LifeDocumento9 páginasShot Peening Extends Spur Gear Fatigue LifeasdAinda não há avaliações
- BNC Fatigue III - S-NDocumento69 páginasBNC Fatigue III - S-NAof' YokyongsakulAinda não há avaliações
- Suzuki Garphyttan SWOSC VDocumento9 páginasSuzuki Garphyttan SWOSC VPrasadAinda não há avaliações
- Steel Tube Scale Exfoliation ResistanceDocumento11 páginasSteel Tube Scale Exfoliation Resistancednageshm4n244Ainda não há avaliações
- Best Method For The Heat Treatment of Gears PDFDocumento11 páginasBest Method For The Heat Treatment of Gears PDFKattari DwiAinda não há avaliações
- TSP 23 No 1Documento44 páginasTSP 23 No 1Primitivo GonzálezAinda não há avaliações
- Shot Flow ControlDocumento13 páginasShot Flow ControlRAJIV GandhiAinda não há avaliações
- Surface Engineering Chapter DeGarmo's MaterialsDocumento40 páginasSurface Engineering Chapter DeGarmo's MaterialsdocrafiAinda não há avaliações
- Sandvik Rock Drill Steels 259 Eng. March 2003Documento12 páginasSandvik Rock Drill Steels 259 Eng. March 2003Alejandro Arrieta C100% (1)
- Astm F 519-97 E98Documento12 páginasAstm F 519-97 E98Jorge ToribioAinda não há avaliações
- Ramulu PublicationsDocumento31 páginasRamulu PublicationsChristina HillAinda não há avaliações
- Barkhausen Noise Analysis PDFDocumento4 páginasBarkhausen Noise Analysis PDFShahazad ShaikAinda não há avaliações
- Agma 938-A05 PDFDocumento22 páginasAgma 938-A05 PDFRoro100% (1)
- Effect of High-Energy Shot-Peening On H13 Tool Steel Ion-NitridingDocumento5 páginasEffect of High-Energy Shot-Peening On H13 Tool Steel Ion-NitridingkarimAinda não há avaliações
- Mil S 13165Documento20 páginasMil S 13165Hòa NguyễnAinda não há avaliações
- Surface Engineering NotesDocumento16 páginasSurface Engineering Notesdarksiderruv100% (2)
- Hot and Cold Working ProcessesDocumento11 páginasHot and Cold Working ProcessesKunal BorkarAinda não há avaliações
- Roto PeenDocumento12 páginasRoto Peenronbytom ronbytomAinda não há avaliações
- 28-Definition of Shot Peening Control and Parameters GoDocumento4 páginas28-Definition of Shot Peening Control and Parameters GoEdwin MPAinda não há avaliações
- A Database For Shot Peening ProcessDocumento9 páginasA Database For Shot Peening Processkayasimge595Ainda não há avaliações
- Machine Design Tutorials - Week 10Documento51 páginasMachine Design Tutorials - Week 10Yunsu LeeAinda não há avaliações
- Guide of The Diagrams and Transfer Methodology - ENDocumento2 páginasGuide of The Diagrams and Transfer Methodology - ENgsuoagAinda não há avaliações
- Analytical Fatigue Life Prediction of Shot Peen - 2019 - International Journal o PDFDocumento11 páginasAnalytical Fatigue Life Prediction of Shot Peen - 2019 - International Journal o PDFSWAPNIL PATILAinda não há avaliações