Você também pode gostar
- Universidad Santo Tomas Lista de Clases: ( ) Alumnos Sin PagoDocumento1 páginaUniversidad Santo Tomas Lista de Clases: ( ) Alumnos Sin PagoRicardo A. Forero R.Ainda não há avaliações
- Milimetrado GrisDocumento1 páginaMilimetrado GrisIsidoro HernandezAinda não há avaliações
- Guía de Recuperación 4to PeriodoDocumento5 páginasGuía de Recuperación 4to PeriodoRicardo A. Forero R.Ainda não há avaliações
- Atheltic Hiring PacketDocumento5 páginasAtheltic Hiring PacketRicardo A. Forero R.Ainda não há avaliações
- 2018-19 - Social Media ContractDocumento1 página2018-19 - Social Media ContractRicardo A. Forero R.Ainda não há avaliações
- Sprints ColoresDocumento5 páginasSprints ColoresRicardo A. Forero R.Ainda não há avaliações
- 4476 PDFDocumento5 páginas4476 PDFRicardo A. Forero R.Ainda não há avaliações
- (Manufacturing Engineering and Materials Processing 59) Suresh G. Advani, E. Murat Sozer-Process Modeling in Composites Manufacturing-Marcel Dekker (2003)Documento438 páginas(Manufacturing Engineering and Materials Processing 59) Suresh G. Advani, E. Murat Sozer-Process Modeling in Composites Manufacturing-Marcel Dekker (2003)Ricardo A. Forero R.100% (1)
- Interview Ricardo ForeroDocumento1 páginaInterview Ricardo ForeroRicardo A. Forero R.Ainda não há avaliações
- 2 4 Evidence A World of Differences and Similarities Ricardo ForeroDocumento2 páginas2 4 Evidence A World of Differences and Similarities Ricardo ForeroRicardo A. Forero R.Ainda não há avaliações
- Australia 1993 Parte 500602 PDFDocumento39 páginasAustralia 1993 Parte 500602 PDFRicardo A. Forero R.Ainda não há avaliações
- Evidencia 4 Ingles INTERVIEW PDFDocumento2 páginasEvidencia 4 Ingles INTERVIEW PDFSilvio BrumAinda não há avaliações
- My Ideal Home - Ricardo ForeroDocumento2 páginasMy Ideal Home - Ricardo ForeroRicardo A. Forero R.Ainda não há avaliações
- Evidence Forum The Perfect Neighborhood Ricardo ForeroDocumento2 páginasEvidence Forum The Perfect Neighborhood Ricardo ForeroRicardo A. Forero R.Ainda não há avaliações
- Evidence Forum The Perfect Neighborhood Ricardo ForeroDocumento2 páginasEvidence Forum The Perfect Neighborhood Ricardo ForeroRicardo A. Forero R.Ainda não há avaliações
- Extrusion of Polymers 4 PDFDocumento4 páginasExtrusion of Polymers 4 PDFRicardo A. Forero R.Ainda não há avaliações
- Activity 1. Evidence: Interview: Suggested AnswersDocumento1 páginaActivity 1. Evidence: Interview: Suggested AnswersRicardo A. Forero R.Ainda não há avaliações
- Evidence My Ideal Self Ricardo ForeroDocumento13 páginasEvidence My Ideal Self Ricardo ForeroRicardo A. Forero R.Ainda não há avaliações
- Composite Materials Handbook Mil-Hdbk-17-5 Volume 5Documento260 páginasComposite Materials Handbook Mil-Hdbk-17-5 Volume 5javier_gonzalez_cid8060Ainda não há avaliações
- Extrusion de Polimeros 1 PDFDocumento25 páginasExtrusion de Polimeros 1 PDFRicardo A. Forero R.Ainda não há avaliações
- Extrusion of Polymers 5 PDFDocumento9 páginasExtrusion of Polymers 5 PDFRicardo A. Forero R.Ainda não há avaliações
- 0 Wipo - Pub - 121 - 2013 - 02 PDFDocumento36 páginas0 Wipo - Pub - 121 - 2013 - 02 PDFRicardo A. Forero R.Ainda não há avaliações
- 0 Wipo - Pub - 121 - 2017 - 01Documento44 páginas0 Wipo - Pub - 121 - 2017 - 01Ricardo A. Forero R.Ainda não há avaliações
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- Mechanical Properties of 93% Tungsten Heavy AlloysDocumento9 páginasMechanical Properties of 93% Tungsten Heavy AlloysSiddharthAinda não há avaliações
- Powder Metallurgy For Gear ProductionDocumento4 páginasPowder Metallurgy For Gear ProductionHjlanha HighPerformensstyleAinda não há avaliações
- Kaczmar 2000Documento10 páginasKaczmar 2000magalicantonAinda não há avaliações
- Mpif 35Documento39 páginasMpif 35Anonymous jNf3LjAinda não há avaliações
- 08 - Advanced Metal FormingDocumento12 páginas08 - Advanced Metal FormingAdityaRamaAinda não há avaliações
- Alternative Binder Phases For WC Cemented Carbides: April 2014Documento122 páginasAlternative Binder Phases For WC Cemented Carbides: April 2014Joao NovaisAinda não há avaliações
- Slide Gate System DevelopmentDocumento14 páginasSlide Gate System DevelopmentA.S.M. Mosayeb RafiAinda não há avaliações
- Trident PDC CuttersDocumento2 páginasTrident PDC CuttersjobsAinda não há avaliações
- Journal Publication Details of VIT For July 2023 (Updated)Documento58 páginasJournal Publication Details of VIT For July 2023 (Updated)Midhul KiruthikAinda não há avaliações
- Empanques VulcanDocumento124 páginasEmpanques VulcanEduardoAinda não há avaliações
- BTech Metallurgical CurriculumDocumento32 páginasBTech Metallurgical CurriculumiyomasaAinda não há avaliações
- Coal Mine Wastes Recycling For Coal Recovery and Eco-Friendly BricksDocumento16 páginasCoal Mine Wastes Recycling For Coal Recovery and Eco-Friendly BricksJosé Daniel Marañón MolinaAinda não há avaliações
- J Matpr 2019 10 018Documento4 páginasJ Matpr 2019 10 018Alagar SamyAinda não há avaliações
- Pellitization Vs SinteringDocumento4 páginasPellitization Vs SinteringBin YameenAinda não há avaliações
- Slip Casting MethodDocumento17 páginasSlip Casting MethodmazaherramazaniAinda não há avaliações
- Investigation of Optimized Process Parameters On Densification of Samarium Cobalt 1:5 Series (Smco5) MagnetsDocumento12 páginasInvestigation of Optimized Process Parameters On Densification of Samarium Cobalt 1:5 Series (Smco5) MagnetsijeljournalAinda não há avaliações
- SAE Ferrous Materials Standards Manual - 2004Documento3 páginasSAE Ferrous Materials Standards Manual - 2004Xin Yu50% (2)
- Chapter 13 - Applications and Processing of CeramicsDocumento26 páginasChapter 13 - Applications and Processing of CeramicsAngelino PimentelAinda não há avaliações
- SGP Sintered Bauxite Data Sheet 2016Documento6 páginasSGP Sintered Bauxite Data Sheet 2016Siddhartha PatraAinda não há avaliações
- The Aging Time Effects of The Pre-Expanded Polystyrene On The Patterns Mechanical PropertiesDocumento7 páginasThe Aging Time Effects of The Pre-Expanded Polystyrene On The Patterns Mechanical PropertiesENKAAinda não há avaliações
- CMS Unit-1 Part-1Documento30 páginasCMS Unit-1 Part-1ashok pandiyanAinda não há avaliações
- Tia LiteDocumento9 páginasTia LiteMaria LoredanaAinda não há avaliações
- 3D Printing of Kaolinite Clay Ceramics Using The DIW (Direct Ink Writing)Documento10 páginas3D Printing of Kaolinite Clay Ceramics Using The DIW (Direct Ink Writing)Lim Chun YongAinda não há avaliações
- High Temperature Ceramic Composite Advances in Applied CeramicsDocumento8 páginasHigh Temperature Ceramic Composite Advances in Applied CeramicsAbrizal HaryadiAinda não há avaliações
- Vacuum Heat Treatment For Epitaxy Susceptor Cleaning Furnace Type COVDocumento4 páginasVacuum Heat Treatment For Epitaxy Susceptor Cleaning Furnace Type COVDgek LondonAinda não há avaliações
- Conformal Cooling For Molds Produced by Additive Manufacturing: A ReviewDocumento12 páginasConformal Cooling For Molds Produced by Additive Manufacturing: A ReviewkkkAinda não há avaliações
- Impact of Composition and Sintering Temperature for Stainless Steel FoamsDocumento1 páginaImpact of Composition and Sintering Temperature for Stainless Steel FoamsIka 1521Ainda não há avaliações
- Development of Boron-Based Materials For Nuclear ApplicationsDocumento9 páginasDevelopment of Boron-Based Materials For Nuclear Applicationsrajabharath12Ainda não há avaliações
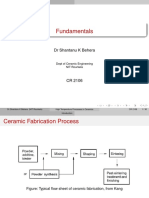
- Fundamentals: DR Shantanu K BeheraDocumento30 páginasFundamentals: DR Shantanu K Beheravishal jaiswalAinda não há avaliações
- A Review On Fabrication & Characterization of Hybrid Aluminium Metal Matrix CompositeDocumento6 páginasA Review On Fabrication & Characterization of Hybrid Aluminium Metal Matrix Compositeabdullah 3mar abou reashaAinda não há avaliações