Você também pode gostar
- Calibracion de Un MolinoDocumento73 páginasCalibracion de Un MolinoMonica Ulloa Lamas100% (6)
- Manual Zarandas Secas PDFDocumento113 páginasManual Zarandas Secas PDFLuisito SisaAinda não há avaliações
- Molienda (Parte I) 2Documento50 páginasMolienda (Parte I) 2navigareeAinda não há avaliações
- Manual El Brocal 12x26 - Rev0 PDFDocumento43 páginasManual El Brocal 12x26 - Rev0 PDFLENINROMEROH41680% (1)
- Manual Trituradora FUNVESA 15 X 24Documento11 páginasManual Trituradora FUNVESA 15 X 24RAUL PEREZ NEGREIROS83% (6)
- Molino 6x8Documento9 páginasMolino 6x8Jony CamarenaAinda não há avaliações
- 1.2 Manual de Instrucion de La Zranda - IzDocumento28 páginas1.2 Manual de Instrucion de La Zranda - IzJose Mamani AlmonteAinda não há avaliações
- Molino de Bolas 9x8 Retamas Recuperacion PDFDocumento159 páginasMolino de Bolas 9x8 Retamas Recuperacion PDFlguevara54100% (3)
- Instalación Sello Spout Feeders Molino Bolas #2Documento3 páginasInstalación Sello Spout Feeders Molino Bolas #2ivan Tobito figueroaAinda não há avaliações
- FT EmpaquetadurasDocumento13 páginasFT EmpaquetaduraselierAinda não há avaliações
- Harnero VibratorioDocumento9 páginasHarnero VibratorioJuan Francisco KönigAinda não há avaliações
- Informe Ajuste de Pads Antamina Marzo 2008 - Rev01Documento17 páginasInforme Ajuste de Pads Antamina Marzo 2008 - Rev01L Leoncio Lino100% (1)
- Manual Desc - Tec.molino BolasCCLMDocumento23 páginasManual Desc - Tec.molino BolasCCLMjkancla100% (1)
- Chancador HidroconoDocumento24 páginasChancador HidroconoOrlando Honores100% (1)
- Harnero Modelo Tyler (Canadá)Documento50 páginasHarnero Modelo Tyler (Canadá)IbrahimMusaMartinich100% (4)
- Manual de Oparacion de TrituradoraDocumento216 páginasManual de Oparacion de TrituradoraLuis Eugenio Hernandez QuijaiteAinda não há avaliações
- Pets Montaje de Molino - Condestable - D.s.024-2016-EmDocumento17 páginasPets Montaje de Molino - Condestable - D.s.024-2016-EmCarlos Mario Arango SossaAinda não há avaliações
- Criterio de Diseño FajasDocumento18 páginasCriterio de Diseño FajasGiovanna100% (1)
- Rectificación de Potencia de Agitación Tanque 30x30 CNDocumento6 páginasRectificación de Potencia de Agitación Tanque 30x30 CNAnonymous szhkKLAinda não há avaliações
- ESP TEtito 060 Guia TermoBackingDocumento11 páginasESP TEtito 060 Guia TermoBackingJgonzalez GonzalezAinda não há avaliações
- Procedimiento Cambio ConcavosDocumento16 páginasProcedimiento Cambio ConcavosEdwing William Salhuana Mendoza100% (3)
- Manual de Instrucciones Bomba ESPIASA Con Sello SECO PDFDocumento27 páginasManual de Instrucciones Bomba ESPIASA Con Sello SECO PDFSaymon Alejx Mayta SuarezAinda não há avaliações
- Cambio de Liner de Cilindro Molino 9.6'x13' BarrasDocumento17 páginasCambio de Liner de Cilindro Molino 9.6'x13' BarrasRoger Paredes Aragon100% (1)
- Manual - Referencia Sistema - Transmision - Symons - M574SPDocumento18 páginasManual - Referencia Sistema - Transmision - Symons - M574SPJorge RiveraAinda não há avaliações
- Bomba MarsDocumento9 páginasBomba MarsJuan David Rondinel BulejeAinda não há avaliações
- Procedimiento de Cambio de Sistema Drive en Un Espesador de 80 MDocumento131 páginasProcedimiento de Cambio de Sistema Drive en Un Espesador de 80 MMikhael Giordan CAAinda não há avaliações
- 2.40.2.1 Molino de Bolas (310-MLB-0001 & 0002)Documento35 páginas2.40.2.1 Molino de Bolas (310-MLB-0001 & 0002)pablo andres ortega ledezmaAinda não há avaliações
- Molino ComesaDocumento54 páginasMolino ComesaAlan Quispe Coronel67% (9)
- Molino ComesaDocumento63 páginasMolino Comesarolan100% (2)
- Maintenance Training Course - TextDocumento111 páginasMaintenance Training Course - TextRodrigo RetamalAinda não há avaliações
- Molinos ConceptoDocumento6 páginasMolinos ConceptoEdgar S. Gamarra Paco100% (1)
- PET-Overhaul de ZarandaDocumento40 páginasPET-Overhaul de ZarandaEduardo100% (1)
- Manual Harnero BananaDocumento24 páginasManual Harnero BananaMag Arias67% (3)
- Hidrociclones FLSmidth KrebsDocumento48 páginasHidrociclones FLSmidth KrebsRichard Fernández100% (2)
- Inspección Zaranda LF1860DDocumento20 páginasInspección Zaranda LF1860DMiguelRagas100% (1)
- Celdas de Flotacion Wemco PDFDocumento35 páginasCeldas de Flotacion Wemco PDFBelen Tapia0% (1)
- Monitoreo Cribas VibratoriasDocumento13 páginasMonitoreo Cribas VibratoriasJuan Sebastián Castro100% (1)
- Molino Continuo de Bolas 5X10Documento17 páginasMolino Continuo de Bolas 5X10Manuel Fernando Garcia LandaAinda não há avaliações
- 01 - MP - OperaciónDocumento31 páginas01 - MP - OperaciónWilson Muñoz Araya100% (1)
- Curso ZarandeoDocumento35 páginasCurso ZarandeoCristian ApazaAinda não há avaliações
- Alimentador de PlacasDocumento10 páginasAlimentador de PlacasDaniel Moraga0% (1)
- Chancadores Sandvik 1Documento83 páginasChancadores Sandvik 1Hernando Salamanca100% (1)
- Informe Tecnico Chancadora SymonsDocumento18 páginasInforme Tecnico Chancadora Symonsgerson_40100% (2)
- Unidad 2. Descripción de Componentes - Chancador Primario y SecundarioDocumento19 páginasUnidad 2. Descripción de Componentes - Chancador Primario y SecundarioJosué Malpartida100% (3)
- Lubricación CónicasDocumento75 páginasLubricación CónicasHerbert Enrique Pomaccosi Benavente100% (3)
- Chancadores SandvikDocumento173 páginasChancadores SandvikJhonny Sthalim Silva Guevara100% (1)
- Presentacion Chancador Secundario Revision 120306Documento76 páginasPresentacion Chancador Secundario Revision 120306Jorge Rios RAinda não há avaliações
- Sistema de Lubricación SAGDocumento9 páginasSistema de Lubricación SAGAndres Undurraga100% (1)
- Informe Tecnico de La Chancadora MP-800 N°0001 Julio-Agosto 2019 PDFDocumento22 páginasInforme Tecnico de La Chancadora MP-800 N°0001 Julio-Agosto 2019 PDFbryan gutierrezAinda não há avaliações
- Bomba Vertical Fima 2.5'' (Metso)Documento7 páginasBomba Vertical Fima 2.5'' (Metso)Julver Goyzueta ArceAinda não há avaliações
- Plan de Trabajo Molino CasapalcaDocumento14 páginasPlan de Trabajo Molino Casapalcajnu6mnju6njAinda não há avaliações
- Manual EtnDocumento15 páginasManual EtnMery RdzAinda não há avaliações
- Manual KWPDocumento41 páginasManual KWPjosedureAinda não há avaliações
- Instalacion de Bombas CentrifugasDocumento12 páginasInstalacion de Bombas CentrifugasJuan Luis RodrguezAinda não há avaliações
- Manual Chancadora Mandibulas 15X24Documento6 páginasManual Chancadora Mandibulas 15X24laboratoriocgssa cgssa100% (1)
- Manual in ST Volte o EspDocumento26 páginasManual in ST Volte o Espeatintaya3Ainda não há avaliações
- Manual Rwfii Espa D1olDocumento59 páginasManual Rwfii Espa D1olEdwin Angel Solis Vitor100% (1)
- Manual de Instalacion Del Tubo de Concreto y CajasDocumento91 páginasManual de Instalacion Del Tubo de Concreto y Cajasfutingric123Ainda não há avaliações
- 1.2 - Manual de Instalacion, Operacion y Mantenimiento Del Colector de Polvo JetDocumento12 páginas1.2 - Manual de Instalacion, Operacion y Mantenimiento Del Colector de Polvo JetPablo Garzon Galvis50% (2)
- Manual Itap-Ini EspDocumento20 páginasManual Itap-Ini Espsandro sadao OdagimaAinda não há avaliações
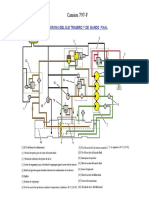
- Lub Eje Trasero 797fDocumento3 páginasLub Eje Trasero 797fCristian Esteban Correa IrribarraAinda não há avaliações
- Estudio y Diseno de Elevador de Cangilones ResumenDocumento67 páginasEstudio y Diseno de Elevador de Cangilones ResumenMiguel Castro100% (2)
- G677 OtrDocumento1 páginaG677 OtrJuan Felipe Gelves GamboaAinda não há avaliações
- Engranaje RectoDocumento9 páginasEngranaje RectoDaniello Ramos ArriazaAinda não há avaliações
- Clase N°10 - Diseño de CaminosDocumento55 páginasClase N°10 - Diseño de CaminosElias SalinasAinda não há avaliações
- 4 Ejercicios Resueltos de MecanismosDocumento7 páginas4 Ejercicios Resueltos de Mecanismosfelixsergio19660% (1)
- GP Ejemplo de Proyecto TecnologicoDocumento13 páginasGP Ejemplo de Proyecto TecnologicoAgustín Pérez CamposAinda não há avaliações
- Motor de FondoDocumento52 páginasMotor de FondoWalter Jesús Guardia Alub100% (3)
- WK2 Jeep Grand Cherokee - Catálogo - ES 2019 EspañaDocumento29 páginasWK2 Jeep Grand Cherokee - Catálogo - ES 2019 EspañaRedacTHOR100% (1)
- PTS-PH-MM046 Montaje de Primario Transmisión Hoist R9Documento10 páginasPTS-PH-MM046 Montaje de Primario Transmisión Hoist R9maocaleirlAinda não há avaliações
- File - 2182 - Manual de Soldadura Indura 2007Documento306 páginasFile - 2182 - Manual de Soldadura Indura 2007Nelson Béjar GuerraAinda não há avaliações
- Modelo Inf Estudio de TráficoDocumento61 páginasModelo Inf Estudio de TráficoSamirNavarroSalvadorAinda não há avaliações
- Tipos de Trenes de EngranajesDocumento7 páginasTipos de Trenes de Engranajeslord_helix_hell666Ainda não há avaliações
- D 103300 X 0 EsDocumento24 páginasD 103300 X 0 EsAlexander ColmenarezAinda não há avaliações
- RETROEXCAVADORA Manual de Operacion y MantenimientoDocumento248 páginasRETROEXCAVADORA Manual de Operacion y MantenimientoLuis Pino Ruiz67% (3)
- XL PS10450SL Es US - 2 PDFDocumento12 páginasXL PS10450SL Es US - 2 PDFgabriell_189Ainda não há avaliações
- Ejercicios MecánicaDocumento12 páginasEjercicios MecánicaAlba PascualAinda não há avaliações
- Camiones Articulados Cat 730 Ej Specalog EspanolDocumento20 páginasCamiones Articulados Cat 730 Ej Specalog EspanolLuis Ramos100% (1)
- Mantenimiento Del Motor de Arranque BVDocumento73 páginasMantenimiento Del Motor de Arranque BVE-r Romero Jr.50% (2)
- Brochure FRB GavaDocumento21 páginasBrochure FRB GavaAnonymous cXzk8LRdAinda não há avaliações
- Rótulas de Suspensión AutomotrizDocumento7 páginasRótulas de Suspensión AutomotrizKevin Menndoza RamirezAinda não há avaliações
- Clasificacion Vehicular Segun Fhwa de ChileDocumento160 páginasClasificacion Vehicular Segun Fhwa de ChilePereira Construcciones100% (1)
- Barra EstabilizadoraDocumento31 páginasBarra EstabilizadoraLeudys MuñozAinda não há avaliações
- Maquina SimplesDocumento27 páginasMaquina SimplesJuan HinostrozaAinda não há avaliações
- T72009SP - Procedimientos de Instalación y MantenimientoDocumento40 páginasT72009SP - Procedimientos de Instalación y MantenimientoPatricio G. ArrienAinda não há avaliações
- PTDocumento61 páginasPTmafp17Ainda não há avaliações
- Furgón: Ficha TécnicaDocumento8 páginasFurgón: Ficha TécnicaAnonymous fDmkXcIqAinda não há avaliações
- Manual de Operación Xmq6110acw3Documento136 páginasManual de Operación Xmq6110acw3QS RilberAinda não há avaliações
- Movimiento Rotacional PDFDocumento21 páginasMovimiento Rotacional PDFRosi Marleny Machuca rojasAinda não há avaliações
- Informe de Ejes ColinealesDocumento36 páginasInforme de Ejes Colinealesjag84_2524280% (10)