Você também pode gostar
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Sal de CrosetatDocumento3 páginasSal de CrosetatMădălina Pisău100% (1)
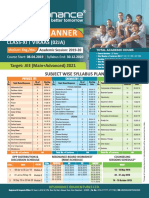
- Reso Course PlannerDocumento2 páginasReso Course PlannerSnehasishGhosh100% (1)
- Power Electronics - MITDocumento210 páginasPower Electronics - MITVasco RodriguesAinda não há avaliações
- Zeeman Effect ExplainedDocumento10 páginasZeeman Effect ExplainedSayyed SalmanAinda não há avaliações
- Homework Labs Lecture01Documento9 páginasHomework Labs Lecture01Episode UnlockerAinda não há avaliações
- Powerfactory 2020: Technical ReferenceDocumento13 páginasPowerfactory 2020: Technical ReferenceDaniel ManjarresAinda não há avaliações
- Huawei Site Design GuidelineDocumento7 páginasHuawei Site Design GuidelineHeru BudiantoAinda não há avaliações
- UI5 TrainingDocumento110 páginasUI5 TrainingShailesh KumarAinda não há avaliações
- Citect V7.0 Error Codes PDFDocumento13 páginasCitect V7.0 Error Codes PDFWahyu PrakosoAinda não há avaliações
- Lipinski Rule of FiveDocumento21 páginasLipinski Rule of FiveSasikala RajendranAinda não há avaliações
- Periodization: Effects of Manipulating Volume and Intensity. Part 2Documento7 páginasPeriodization: Effects of Manipulating Volume and Intensity. Part 2nachox_99Ainda não há avaliações
- UNIT 7 - Atomic TransactionsDocumento30 páginasUNIT 7 - Atomic TransactionslavanyatumuAinda não há avaliações
- ZF AVS Automatic Gearbox Manual PDFDocumento67 páginasZF AVS Automatic Gearbox Manual PDFDardan HusiAinda não há avaliações
- Delphi Temp SensorDocumento2 páginasDelphi Temp SensorAlways Super Gaming vatsal GehlotAinda não há avaliações
- Yr 6 Maths G-6 E P-I PDFDocumento168 páginasYr 6 Maths G-6 E P-I PDFdina171279Ainda não há avaliações
- Manual X-C EFC Diversey Namthip - ENDocumento37 páginasManual X-C EFC Diversey Namthip - ENthouche007Ainda não há avaliações
- Types of Nuclear Reactors GuideDocumento19 páginasTypes of Nuclear Reactors GuideUgur GuvenAinda não há avaliações
- BasrahDocumento19 páginasBasrahDurban Chamber of Commerce and IndustryAinda não há avaliações
- Maths EnglishDocumento26 páginasMaths EnglishmeenasarathaAinda não há avaliações
- Babcock University Bookshop An Babcock University BookshopDocumento11 páginasBabcock University Bookshop An Babcock University BookshopAdeniyi M. AdelekeAinda não há avaliações
- (Altium Tutorial) PCB Symbol Naming ConventionDocumento7 páginas(Altium Tutorial) PCB Symbol Naming ConventionDefne AktemizAinda não há avaliações
- Tutorials 1-4Documento6 páginasTutorials 1-4KrishnaAinda não há avaliações
- MediaanditsterilzationDocumento15 páginasMediaanditsterilzationAyushi MauryaAinda não há avaliações
- Darktrace Csensor Release NotesDocumento10 páginasDarktrace Csensor Release NotesNelson JuniorAinda não há avaliações
- DEPP Programmer's Reference ManualDocumento5 páginasDEPP Programmer's Reference ManualRaul Gil BayardoAinda não há avaliações
- 626178a42e9a0 Visual Programming Final PaperDocumento8 páginas626178a42e9a0 Visual Programming Final PaperSaim AhmedAinda não há avaliações
- S7 314 IFM: Hardware and InstallationDocumento87 páginasS7 314 IFM: Hardware and InstallationNitko NetkoAinda não há avaliações
- Chapter 3 - Methods of Analysis: N N N N A A A ADocumento15 páginasChapter 3 - Methods of Analysis: N N N N A A A AvampakkAinda não há avaliações
- H-I SUPER-DEHYDRATION WITH GLYCOLSDocumento15 páginasH-I SUPER-DEHYDRATION WITH GLYCOLSDiego1980bAinda não há avaliações
- GH Chap 78 - Insulin, Glucagon and DMDocumento16 páginasGH Chap 78 - Insulin, Glucagon and DMShellz2428Ainda não há avaliações