Escolar Documentos
Profissional Documentos
Cultura Documentos
ArtculoCristobal PDF
Enviado por
Sergio MolinaTítulo original
Direitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
ArtculoCristobal PDF
Enviado por
Sergio MolinaDireitos autorais:
Formatos disponíveis
See discussions, stats, and author profiles for this publication at: https://www.researchgate.
net/publication/311064782
" Análisis del proceso de extrusión directa de un tubo mediante FEM "
Conference Paper · September 2016
CITATIONS READS
0 381
4 authors, including:
Edgar Ramirez Armando Ortiz Prado
Universidad Nacional Autónoma de México Universidad Nacional Autónoma de México
39 PUBLICATIONS 20 CITATIONS 92 PUBLICATIONS 251 CITATIONS
SEE PROFILE SEE PROFILE
Some of the authors of this publication are also working on these related projects:
La modelación biomecánica como apoyo en el diagnóstico y tratamiento a los problemas de Salud View project
All content following this page was uploaded by Edgar Ramirez on 28 November 2016.
The user has requested enhancement of the downloaded file.
MEMORIAS DEL XXII CONGRESO DE LA SOMIM Y XIV CONGRESO IBEROMAT
SEPTIEMBRE DEL 2016 CD. MERIDA, YUCATAN. MEXICO
“Análisis del proceso de extrusión directa de un tubo mediante FEM”
M. Cristobal a, E.I. Ramírez a, O. Ruiz* a, A. Ortiz a
a
Unidad de Investigación y Asistencia Técnica en Materiales. Facultad de Ingeniería, UNAM. Laboratorios de Ingeniería Mecánica “Ing. Alberto
Camacho Sánchez”. Circuito interior, Anexo de Ingeniería, Ciudad Universitaria, 04510 México.
* Contacto: oruiz@unam.mx
RESUMEN
En este trabajo se utilizó el método acoplado euleriano lagrangiano (CEL) en el modelado del proceso de extrusión directa
utilizando un dado tipo ojo de buey para obtener un tubo de 1.7 mm de espesor de aluminio 7005, con la finalidad de obtener
la distribución de esfuerzos, deformaciones, fuerza de extrusión y flujo de material a través del proceso. Se aumentó la
velocidad de aplicación para reducir los elevados tiempos de cómputo que dicho método requiere, para su validación se
compararon los resultados obtenidos con un modelo experimental y criterios que involucran la energía cinética e interna del
modelo. Resultado de este trabajo se encontró que el análisis CEL proporciona resultados confiables en cuanto a flujo de
material, sin embargo, la fuerza de extrusión se ve afectada por el escalamiento de velocidad.
ABSTRACT
In this paper, Coupled Eulerian Lagrangian method (CEL) was used for direct extrusion process modelling using a porthole
die to get an aluminum 7005 tube, in order to obtain stress distribution, strains, extrusion force and material flow behavior
through the process. Application speed was increased to reduce high computational time that this method requires. For its
validation, results obtained with an experimental model were compared, therefore, a criteria involving internal and kinetic
energy was used. As a result of this work it was found that CEL analysis provides reliable results regarding material flow
behavior, however, extrusion force is affected by speed scaling.
Palabras Clave: Análisis por elementos finitos, Acoplado euleriano lagrangiano (CEL), Extrusión de tubo, Dado tipo ojo de buey.
Nomenclatura: A2.2 Análisis y simulación.
conformado en la actualidad es el método de elementos
1. Introducción finitos (FEM por sus siglas en inglés).
El proceso de extrusión directa es ampliamente utilizado en
la industria del aluminio, los tubos sin costura con
tolerancias pequeñas se producen con prensas que
presentan un mandril en el extremo del vástago, sin
embargo, dicha característica limita la longitud del
producto extruido. [1]
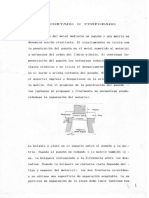
Para secciones transversales huecas que tienen espesores
pequeños se utilizan cámaras de soldadura en dados como
el de la Fig. 1 conocidos como de araña, ojo de buey y
puente. La geometría de estos dados permite que el
material se divida y fluya alrededor de los soportes del
mandril interno formando filamentos que fluyen a través de
canales convergentes, estos se integran como un solo
elemento bajo las altas presiones existentes en la cámara de
soldadura antes de salir del dado.
Las uniones soldadas tienen buena resistencia porque no
se exponen al ambiente evitando la formación de óxidos y
aumentando la calidad de las soldaduras. El uso de cámaras
Figura 1 - Esquema del proceso de extrusión de tubo. [3]
de soldadura resulta adecuado para el aluminio y algunas
de sus aleaciones, aunque el uso de lubricantes no es
Existen cuatro diferentes técnicas utilizadas en el
recomendable ya que estos evitan la resoldadura del
modelado de procesos de conformado. Estas son:
material dentro del dado. [2]
lagrangiana, euleriana, arbitraria lagrangiana euleriana
Cuando la solución analítica es compleja se puede
(ALE) y acoplada euleriana lagrangiana (CEL). La
recurrir a métodos numéricos para resolverlo. Una de las
elección de dichas técnicas está en función del problema a
técnicas más populares para resolver procesos de
resolver y de la capacidad de cómputo disponible. [4]
ISSN 2448-5551 1 Derechos Reservados © 2016, SOMIM
MEMORIAS DEL XXII CONGRESO DE LA SOMIM Y XIV CONGRESO IBEROMAT
SEPTIEMBRE DEL 2016 CD. MERIDA, YUCATAN. MEXICO
El análisis CEL permite plantear una solución a la
deformación excesiva que presenta el proceso de extrusión
directa utilizando el sistema de doble dado. En el método
CEL una malla de fondo establece de antemano por donde
fluirá el material adoptando la definición de los nodos y
elementos que se encuentran fijos en el espacio.
La construcción de una malla estacionaria (euleriana)
implica la asociación local de material creando una
partición en el dominio a la cual se le asignan propiedades
del material que se desea extruir mediante un campo
predefinido en el estado inicial. [5]
El objetivo de este trabajo consiste en verificar si dicho
método se puede utilizar en la extrusión de tubos de
aluminio mediante el uso de un sistema de doble dado Figura 2 - Modelo 3D del material; (a) Dominio euleriano;
como el tipo ojo de buey (Porthole die en inglés) (b) Asociación local del material.
empleando el software Abaqus 6.14® El modelo realizado
replica las condiciones de los experimentos realizados por
Hyung Ho Jo en 2005 con el fin de compararlo con los
datos experimentales. [6]
2. Modelado del proceso
La extrusión de perfiles de aluminio normalmente se lleva
a cabo a una velocidad del orden de milímetros por
segundo, de hecho, el experimento realizado por Hyung Ho
Jo se realizó a 1 mm/s y con duración de 30 segundos para
visualizar el proceso completo, sin embargo, modelar el Figura 3 - Ensamble: (a) Sección transversal con dominio euleriano,
proceso a dicha velocidad con la técnica CEL requiere (b) Sección transversal sin dominio euleriano.
elevadas capacidades de cómputo. Por tal motivo se realizó
un modelo en el orden de m/s para aumentar la velocidad 2.2. Propiedades del material
de cómputo y analizar el efecto en los resultados.
Se utilizaron las propiedades del aluminio 7005 a una
2.1. Geometrías temperatura de 400 °C. La densidad es de 2780 kg/m3,
mientras que el módulo de elasticidad es de 72 GPa y
La pieza de trabajo se modeló como un cilindro sólido 3D relación de Poisson de 0.33 [7]. En la Fig. 4 se muestra la
euleriano sin planos de simetría, aunque se realizaron curva esfuerzo-deformación verdadera para la zona de
particiones en dichos planos para mejorar la calidad del deformación plástica a una temperatura de 400 °C, se
mallado. El dominio euleriano en la Fig. 2(a) tiene 94 mm utilizaron los datos correspondientes a la velocidad de
de diámetro y 270 mm de longitud, para aplicar la 1 s-1.
asociación local de material se crearon particiones a una
distancia de 100 mm de la tapa inferior del dominio y otra
de 8 mm de la tapa superior, para el diámetro del material
se realizó una partición circular con 74.9 mm de diámetro,
de tal forma que las dimensiones del lingote a extruir en la
Fig. 2(b) son de 74.9 mm de diámetro y 162 mm de
longitud.
El ensamble de la matriz en la Fig. 3, está definido por
cuatro componentes que son; dado superior, dado inferior,
punzón y el contenedor o cámara, dichos componentes se
encuentran inmersos en la malla euleriana. Cada uno se
modeló como Shell 3D discretamente rígido ya que la
deformación de estos no es el objeto de estudio para este
trabajo, por lo tanto, no es necesario asignar material a
dichas entidades.
Se aplicó una restricción de empotramiento a los nodos
de referencia del dado superior e inferior y al contenedor,
el punzón es el componente que empuja al material. Figura 4 - Curva esfuerzo-deformación verdadera para el aluminio
7005 a 400 °C. [8]
ISSN 2448-5551 2 Derechos Reservados © 2016, SOMIM
MEMORIAS DEL XXII CONGRESO DE LA SOMIM Y XIV CONGRESO IBEROMAT
SEPTIEMBRE DEL 2016 CD. MERIDA, YUCATAN. MEXICO
2.3. Parámetros del proceso Considerando el espesor del tubo a extruir se requieren
elementos de malla pequeños, sin embargo para saber cuál
Para modelar el fenómeno de fricción entre las matrices y es el tamaño que permita obtener resultados confiables se
el material se utilizó el modelo de Coulomb, utilizando la realizaron diversos experimentos. En la Fig. 6 se utilizó el
opción contacto general para simular la interacción entre mismo ensamble pero sin el mandril del dado superior, por
las superficies de las herramientas y el material. lo que en vez de obtener un tubo de 1.7 mm de espesor se
El coeficiente de fricción entre el material y las obtuvo una barra de 16 mm, con la finalidad de obtener un
herramientas se definió como 0.7 que corresponde a la método de prueba para validar el tamaño de elemento más
extrusión de aleaciones de aluminio sin lubricante y que se adecuado en función del tamaño del dado.
utilizó en los experimentos realizados por Hyung Ho Jo en En la Fig. 6(a) se extruyó una barra con un tamaño de
2005. [6] malla de 8 mm, con este tamaño caben 2 elementos en la
La velocidad del ariete se estableció a 5 m/s en 16 pasos abertura, al tener tan pocos elementos la geometría no es la
del tipo dinámico explícito, por lo que el tiempo total del mejor. Después se estableció un tamaño de 4 mm de tal
modelo fue de 7.52E-03 segundos para garantizar la forma que el claro del dado contuviera 4 elementos, como
extrusión de tubo. se muestra en la Fig. 6(b). Con dicha cantidad la geometría
de la barra es mejor, sin embargo los nodos aumentan y el
2.4. Mallado tiempo de cómputo aumenta 5 veces ya que con 2
elementos se necesitan 8 956 nodos, mientras que con 4
Para simular el proceso de extrusión es necesario elementos se requieren 70 820 nodos.
discretizar las geometrías a utilizar, el tamaño de los
elementos influye en la precisión de los resultados y
tiempo de cómputo. Si el tamaño de elemento es pequeño
aumenta la cantidad de estos, mejorando la precisión de los
resultados, sin embargo, dicha condición aumenta el
tiempo de simulación.
Los elementos eulerianos disponibles para mallar en el
método CEL son los tridimensionales con 8 nodos
(EC3D8R). La malla euleriana es una malla rectangular
que no se ajusta a la geometría del material, para Figura 6 - Extrusión de barra de 16 mm (a) Tamaño de malla de
geometrías complejas se utiliza una malla que combina 8 mm, (b) Tamaño de malla de 4 mm.
elementos totalmente llenos y parcialmente llenos,
rodeados de regiones vacías. [9] El espesor del tubo es de 1.7 mm, para que la abertura
Para mantener una calidad de mallado aceptable se contenga un elemento se necesitan 538 431 nodos, en
realizaron particiones a cada herramienta y se aplicó la cambio, para que existan dos elementos requiere 4 091 067
técnica libre estructurada debido a la geometría que nodos y para que incluya tres elementos demanda el uso de
presentan, como se muestra en las Figs. 5(a)-(d). En el 14 534 640 nodos, en otras palabras, el tiempo de cómputo
dominio euleriano se utilizó una técnica de mallado de se elevaría de acuerdo a la cantidad de nodos.
barrido frontal debido a la excesiva deformación que De acuerdo al número de nodos que se generan, se
presentan los elementos en esta zona para ajustar los utilizó una malla con tamaño de elemento de 0.85 mm, de
elementos de acuerdo a las divisiones creadas. tal modo que están presentes dos elementos en la abertura y
se obtenga una geometría de tubo aceptable, la
discretización del dominio euleriano se presenta en la
Fig 7.
Figura 7 - Malla utilizada para análisis (a) Modelo 3D,
(b) Detalle de la aplicación de malla.
Figura 5 - Herramientas rígidas discretizadas (a) Contenedor,
(b) Dado inferior, (c) Dado superior, (d) Punzón.
ISSN 2448-5551 3 Derechos Reservados © 2016, SOMIM
MEMORIAS DEL XXII CONGRESO DE LA SOMIM Y XIV CONGRESO IBEROMAT
SEPTIEMBRE DEL 2016 CD. MERIDA, YUCATAN. MEXICO
3. Análisis de resultados 3.2. Distribución de esfuerzos
La Fig. 8 corresponde a la geometría final del modelo con El progreso de la distribución de los esfuerzos se ilustra en
una velocidad de aplicación de 5 m/s, obteniendo una la Fig. 10. En la etapa de compresión de material dentro del
geometría del tubo uniforme. contenedor, el esfuerzo se distribuye de forma homogénea
y gradual.
Debido a la geometría del contenedor y la fricción en las
paredes de este, los esfuerzos se distribuyen en forma de
cono, esta característica se muestra en la Fig. 10(a), el
esfuerzo se reduce cuando el material fluye de forma libre
dentro de las barras de alimentación como en la Fig. 10(b)
y aumenta cuando se realiza el contacto con el dado
inferior en la Fig. 10(c).
Cuando comienza la extrusión del tubo, existe una zona
central que presenta valores de esfuerzos menores en
comparación con el resto del material, ya que se forma una
zona que desciende axialmente y se encuentra a
compresión debido al movimiento del punzón como se
ilustra en la Fig. 10(d).
El valor máximo es de 79 MPa y se presenta en el
Figura 8 - Geometría final del modelo a 5 m/s contacto con las paredes del contenedor, en la alimentación
de material y en los planos de soldadura.
3.1. Distribución de la deformación
La Fig. 9 muestra la evolución de la deformación en la
pieza de trabajo a través del proceso de extrusión, para
obtener una mejor visualización de los resultados se
muestra la mitad del modelo 3D y se enfoca en la parte
inferior, ya que esta zona es la que presenta mayor
deformación plástica de material.
Se aprecia que la zona de mayor deformación plástica se
concentra en la superficie de contacto entre el material y el
dado en donde se generan las barras de extrusión mostradas
en las Figs. 9(c) y 9(d), mientras que la zona central del
lingote presenta una deformación muy pequeña que se
Figura 10 – Evolución de los esfuerzos
ilustra en la Fig. 9(a).
Otras regiones que presentan deformación plástica
3.3. Flujo de material
considerable se encuentran en los planos de soldadura y las
regiones próximas a las zonas muertas que se muestran en
La velocidad del material presente en la cavidad que
la Fig. 9(b), ya que en esta zona el material interactúa con
generan los dados es uniforme en el comportamiento ideal
fuerzas opuestas, por dicha acción se espera que el
del proceso de extrusión, por lo que, el producto
producto terminado quede brillante y satinado.
corresponde a las dimensiones requeridas. Debido a la
La deformación plástica, en términos generales, se
fricción existente, el flujo de material a través de la cavidad
percibe homogénea, ya que la zona central del material
de salida es laminar.
presenta el mismo valor de deformación en la mayor área
En la Fig. 11 se muestra el llenado de la cámara de
interna, hecho que permitiría que las propiedades
soldadura, se ve que las barras de extrusión tocan la base
mecánicas finales del producto extruido se presenten
del dado inferior y comienza a aumentar el área de estas en
uniformes.
las Figs. 11(b) y 11(c); cuando se unen dichas entidades
prácticamente se encuentra llena la cámara.
En el diseño de sistemas de doble dado las zonas
muertas son consideradas de tal forma que el metal que
genera los planos de soldadura longitudinales sea el “metal
virgen” que se encuentra sin contaminantes como los
óxidos que se presentan durante el tratamiento térmico
previo a la extrusión. [10] Por otro lado, estas ayudan a
regular la velocidad del flujo a la salida.
Figura 9 – Evolución de la deformación plástica.
ISSN 2448-5551 4 Derechos Reservados © 2016, SOMIM
MEMORIAS DEL XXII CONGRESO DE LA SOMIM Y XIV CONGRESO IBEROMAT
SEPTIEMBRE DEL 2016 CD. MERIDA, YUCATAN. MEXICO
experimental debido al escalamiento de velocidad aplicado.
El valor máximo es de 931 toneladas cuando el punzón se
desplaza a 5 m/s, mientras que, el valor máximo dentro de
los experimentos realizados fue de 530 toneladas.
Figura 11 – Llenado de cámara de extrusión
Las zonas muertas se generan en la periferia de la base
de la cámara de soldadura como se muestra en la
Fig. 12(b), formando una parábola en 3D. Estas zonas de
material no significan que no exista velocidad, de hecho,
son zonas donde se presentan grandes diferencias de Figura 13 - Curva fuerza vs. desplazamiento para el modelo simulado
velocidades con las regiones próximas. Para el aluminio y el experimental.
una zona muerta se define como la región en la cual la
velocidad del material se encuentra de 0 al 10 % de la Una de las condiciones necesarias para definir un
velocidad de aplicación [11]. modelo como válido es; la energía cinética no debe exceder
del 5 al 10 % de la energía interna total [12]. La Fig. 14
corresponde a la comparativa de dichas energías, el
comportamiento es adecuado porque la energía cinética se
desplaza horizontalmente a través del eje x, siendo menor a
la energía interna total del modelo, sin embargo, dicha
condición no asegura que el modelo sea completamente
válido.
Figura 12 – Presencia de zonas muertas
3.4. Fuerza de extrusión
La curva carga-desplazamiento se encuentra en la Fig. 13
en color rojo, en esta, se observa que la fuerza alcanza el Figura 14 – Gráfica de energía cinética vs energía total
valor de 273 toneladas y ronda en dicho valor hasta el 60 %
de desplazamiento del punzón. Se incrementa la magnitud 4. Conclusiones
hasta 539 toneladas cuando las barras de extrusión
colisionan con la base del dado inferior, la extrusión del Mediante el uso del método acoplado euleriano
tubo inicia al 90 % de desplazamiento del punzón lagrangiano (CEL) fue posible la simulación sin utilizar
modelado. criterios de remallado, control de distorsión de malla o
Cabe aclarar que los porcentajes descritos se refieren al criterios de separación que otros métodos requieren en las
desplazamiento del punzón necesario para obtener 3 cm de distintas etapas que se ven involucradas.
tubo extruido y no corresponde al desplazamiento total que La distribución de la deformación del material es
puede recorrer. homogénea, ya que la diferencia que existe entre el valor
Por otro lado, en la Fig. 13 se muestra la comparación máximo y mínimo es pequeña, condición que permitiría
de la simulación con la curva experimental obtenida por que las propiedades mecánicas sean uniformes, las áreas
Hyung Ho Jo, en esta se ve que el comportamiento es con mayor deformación se encuentran en la cámara de
similar, sin embargo, la simulación oscila alrededor de una soldadura cuando el material está en contacto con el dado.
línea que tiene el mismo comportamiento que la curva
ISSN 2448-5551 5 Derechos Reservados © 2016, SOMIM
MEMORIAS DEL XXII CONGRESO DE LA SOMIM Y XIV CONGRESO IBEROMAT
SEPTIEMBRE DEL 2016 CD. MERIDA, YUCATAN. MEXICO
El mayor esfuerzo está presente en las áreas donde el REFERENCIAS
material tiene contacto con el herramental y cuando el
material se encuentra comprimido en la cámara de
soldadura, se notó la presencia de un bloque central que [1] Liu G., Zhou J., Duszczyk J., FE Analysis of metal
presenta esfuerzos menores y se desplaza axialmente flow and weld seam formation in a porthole die during
debido a la compresión de material. the extrusion of a magnesium alloy into a square tube
Para elegir correctamente el equipo de extrusión y and the effect of ram speed on weld strength, Journal of
herramental se requiere la fuerza de extrusión necesaria, Materials Processing Technology, Netherlands (2007).
este parámetro se vio afectado por las diversas [2] Jo H., Jeong C., Lee K., Determination of welding
simplificaciones y el escalamiento de velocidad aplicado,
pressure in the non-steady-state porthole die extrusion
por lo tanto, al cambiar el orden de magnitud a metros por
of improved Al7003 hollow section tubes, Journal of
segundo se obtiene como resultado una fuerza de extrusión
Materials Processing Technology, South Korea (2003).
mayor al valor obtenido experimentalmente.
Gracias a la visualización vectorial de flujo se pudo ver [3] Jo. H., Lee K., Kim M., Prediction of welding pressure
que el modelo presenta un comportamiento similar a un in the non-steady state porthole die extrusion of Al7003
proceso real en cuanto a la formación de zonas muertas y el tubes, International Journal of Machine Tools &
llenado de la cámara de soldadura, así como la extrusión Manufacture, South Korea (2001).
del tubo, por lo tanto, estos resultados son válidos. [4] Padmanathan K., Parameter optimization of the process
La presencia de zonas muertas impacta en el aumento de of AA6XXX and AA7XXX series aluminium
la fuerza de extrusión necesaria, sin embargo, son extrusion, Auckland University of Technology, New
necesarias ya que estas forman sus propios ángulos de Zealand (2013).
ataque y regulan la velocidad a la salida.
[5] Abaqus Analysis User's Guide v6.14, Chapter 14.1.1,
La extrusión no es un proceso isotérmico y el desarrollo
de modelos con generación de calor mejorarán la Eulerian analysis.
descripción de flujo de material, además se obtendrían 2 [6] Jo H., Lee S., Jung S., A non-steady FE analysis of al
variables adicionales que son: el perfil de temperaturas y el tubes hot extrusion by a porthole die, Journal of
flujo de calor. Materials Processing Technology, South Korea (2005).
Las curvas de energía presentaron el comportamiento [7] Matweb, Aluminium 7005 Data Sheets, Material
deseado, sin embargo, de acuerdo a los resultados de las Property Data, USA (2015).
variables analizadas se concluye que el flujo de material es [8] Chen L., Guoqun Z., Constitutive analysis of
válido debido a su comportamiento, y que el usuario puede
homogenized 7005 aluminium alloy at evaluated
conocer la distribución de material en menor tiempo de
temperature for extrusion process, Materials and
cómputo siempre y cuando se cumpla el criterio de energía.
Design, China (2014).
Agradecimientos [9] Abaqus Analysis User's Guide v6.14, Chapter
32.14.1 Eulerian elements.
A la Universidad Nacional Autónoma de México, a la [10] Zhong Z., Saka H., Kim T., A bonding map for Cu and
Facultad de Ingeniería y a la UDIATEM en especial a los Al plates by pressure welding at cold and warm
ingenieros Efraín Ramos, Ignacio Cueva, Lázaro Morales, temperatures, Materials Science Forum, Sweden
Roberto Cisneros, Jorge Romero y al biólogo Germán (2005).
Álvarez. [11] Koopman J., Analysis tools for the design of aluminium
Se agradece el apoyo al proyecto PAPIME Desarrollo extrusion dies, PhD Thesis, Twente University,
de material didáctico para el área de la ingeniería de la
Netherlands (2008).
manufactura PE103816.
[12] Han X., Hua L., 3D FE Modelling simulation of cold
rotatory forging of a cylinder workpiece, Material and
Design, China (2008).
ISSN 2448-5551 6 Derechos Reservados © 2016, SOMIM
View publication stats
Você também pode gostar
- EXTRUSIÓN Video (Recuperado)Documento13 páginasEXTRUSIÓN Video (Recuperado)AnarelyAinda não há avaliações
- Ejercicio 1 ProcesosDocumento45 páginasEjercicio 1 ProcesosBarbara VazquezAinda não há avaliações
- Extruidos ComercialesDocumento3 páginasExtruidos ComercialesEstefania JosselineAinda não há avaliações
- Tutorial No 2 Inventor Profesional 2012Documento33 páginasTutorial No 2 Inventor Profesional 2012Milo Latino100% (2)
- Formulario Matriz de Riesgos Iper Quillay 2015Documento2.200 páginasFormulario Matriz de Riesgos Iper Quillay 2015cpereira34Ainda não há avaliações
- Aglomeracion de SólidosDocumento9 páginasAglomeracion de SólidosSantiago Rodríguez-ValderramaAinda não há avaliações
- Controlling Mejora Continua Con El Torno CNCDocumento21 páginasControlling Mejora Continua Con El Torno CNCAnonymous ZnAs1LWaMAinda não há avaliações
- Procesos de Fabricacion - Formado Mecanico, Forjado, Prensado, Estirado, Doblado, Extrusion, Embutidoy TroqueleadoDocumento4 páginasProcesos de Fabricacion - Formado Mecanico, Forjado, Prensado, Estirado, Doblado, Extrusion, Embutidoy TroqueleadojuanAinda não há avaliações
- 08 CO Eko-Therm® 250222Documento2 páginas08 CO Eko-Therm® 250222miguel angel lopezAinda não há avaliações
- Sellos y Cilindros - CAT PDFDocumento818 páginasSellos y Cilindros - CAT PDFwilber78% (18)
- Et Deltalock e - 2013 JunDocumento4 páginasEt Deltalock e - 2013 JunJORGE LUISAinda não há avaliações
- Especificacionnes Perfil TubularDocumento10 páginasEspecificacionnes Perfil TubularJosé Antonio Pérez Morales100% (1)
- Inter MedioDocumento127 páginasInter MedioEmmanuel SedanoAinda não há avaliações
- Z Metalurgia de Polvos 2021-IDocumento31 páginasZ Metalurgia de Polvos 2021-IRODRIGO HUMBERTO SANTOS VILCAAinda não há avaliações
- Informe Del Proyecto de La Maquina PeletizadoraDocumento37 páginasInforme Del Proyecto de La Maquina PeletizadoraMatiasMartinezAinda não há avaliações
- Catalogo o RingDocumento12 páginasCatalogo o Ringmikegam123Ainda não há avaliações
- Trabajo Final de Plastiforte PDFDocumento48 páginasTrabajo Final de Plastiforte PDFrudy100% (1)
- Tarea Tres Procesos de Manufactura 2022 ADocumento6 páginasTarea Tres Procesos de Manufactura 2022 AJulio Cesar MontielAinda não há avaliações
- TSP1 - 202 FranciscoDocumento5 páginasTSP1 - 202 FranciscoFrancisco GarridoAinda não há avaliações
- COT 6022 Oferta Planta Extrusora de Jabon USDDocumento14 páginasCOT 6022 Oferta Planta Extrusora de Jabon USD0411boliwlingAinda não há avaliações
- Tecnología de Galletas - ¿Será El Final¿Documento26 páginasTecnología de Galletas - ¿Será El Final¿JoelAinda não há avaliações
- EXTRUSIONDocumento15 páginasEXTRUSIONCharli Garcia TorresAinda não há avaliações
- 22-Compresor - EmpaqueDocumento32 páginas22-Compresor - EmpaqueJaime TrujilloAinda não há avaliações
- Deformacion Plastica PDFDocumento47 páginasDeformacion Plastica PDFCarlos LarrazAinda não há avaliações
- Proceso de La Fabricación de La BalaDocumento4 páginasProceso de La Fabricación de La BalaTkm Richar Enmanuel NHAinda não há avaliações
- Practica #7 Proceso de Conformado en FrioDocumento10 páginasPractica #7 Proceso de Conformado en FrioHolver SivinchaAinda não há avaliações
- Ptfe - Pfa - EsDocumento10 páginasPtfe - Pfa - Esdepinfor lusofabrilAinda não há avaliações
- Ingenieria de Manufactura 1 Material Did 3er ExamenDocumento38 páginasIngenieria de Manufactura 1 Material Did 3er ExamenFer LaraAinda não há avaliações
- Glab-S01.1 Jcontreras 2023-1Documento16 páginasGlab-S01.1 Jcontreras 2023-1William Emerson HilarioAinda não há avaliações
- Curso Arequipa Octubre 2022Documento3 páginasCurso Arequipa Octubre 2022Edward Carhuanina LescanoAinda não há avaliações