Você também pode gostar
- Fundamentos de SoldaduraDocumento57 páginasFundamentos de SoldaduraAlejandro del ValleAinda não há avaliações
- Fundamentos básicos de soldaduraDocumento45 páginasFundamentos básicos de soldaduraMICHELLE ALEJANDRA VERA BRAVOAinda não há avaliações
- Soldadura InformeDocumento20 páginasSoldadura InformeBernardo EscorciaAinda não há avaliações
- Mantenimiento y ConservaciónDocumento40 páginasMantenimiento y ConservaciónAaron B. Quispe RomeroAinda não há avaliações
- Máquinas de Soldadura Por Arco y AccesoriosDocumento21 páginasMáquinas de Soldadura Por Arco y Accesoriosandres ortizAinda não há avaliações
- Soldadura Escuela Politécnica del LitoralDocumento11 páginasSoldadura Escuela Politécnica del LitoralPsycosiado DivertidoAinda não há avaliações
- Juntas de SoldaduraDocumento29 páginasJuntas de SoldaduraGabriel CastañedaAinda não há avaliações
- Procesos de Soldadura Guia Soldadura 2017Documento14 páginasProcesos de Soldadura Guia Soldadura 2017luiscercadoAinda não há avaliações
- Manual Vendedor de EquiposDocumento14 páginasManual Vendedor de EquiposRafael VarelesAinda não há avaliações
- SoldadurasDocumento6 páginasSoldadurasRene BuenoAinda não há avaliações
- N01 Reconocimiento de EquiposDocumento21 páginasN01 Reconocimiento de EquiposalexxdannielAinda não há avaliações
- Tecnologia MecanicaDocumento42 páginasTecnologia MecanicaEiner Valle MejiaAinda não há avaliações
- PDF 6to Informe mc216 Soldadura Maquinas HerramientasDocumento20 páginasPDF 6to Informe mc216 Soldadura Maquinas Herramientasdercli saenzAinda não há avaliações
- Apunte de SoldadorasDocumento47 páginasApunte de SoldadorasAndres Bruno SaraviaAinda não há avaliações
- Procesos de Soldadura Y ElectricidadDocumento37 páginasProcesos de Soldadura Y ElectricidadJairo100% (1)
- Calculo y Elementos InformeDocumento8 páginasCalculo y Elementos InformeBoris DíazAinda não há avaliações
- SoldaduraDocumento26 páginasSoldaduraErick Sánchez CáceresAinda não há avaliações
- Procesos de Soldadura SMAW GMAW TIGDocumento19 páginasProcesos de Soldadura SMAW GMAW TIGabimael abimaelAinda não há avaliações
- Manual de SoldadorDocumento12 páginasManual de SoldadorZabdi Oziel Garcia SerranoAinda não há avaliações
- Manual SoldadorDocumento49 páginasManual SoldadorBelis Paola Aleman Iguaran100% (1)
- Taller de SoldaduraDocumento36 páginasTaller de SoldaduraHaneury Ureña CastilloAinda não há avaliações
- Procesos de SoldaduraDocumento37 páginasProcesos de SoldaduraHumberto Huamani PalominoAinda não há avaliações
- Procesos Soldadura MIG TIG SMAWDocumento7 páginasProcesos Soldadura MIG TIG SMAWIvan Andres Fuentes RamirezAinda não há avaliações
- Procesos de SoldaduraDocumento10 páginasProcesos de SoldaduraARIEL MARTINEZ MEDINAAinda não há avaliações
- Introducción A La SoldaduraDocumento12 páginasIntroducción A La SoldaduraKevin Shinder Jesus Colque EscobedoAinda não há avaliações
- Soldadura Por Arco Eléctrico Con Alambre Sólido y GasDocumento12 páginasSoldadura Por Arco Eléctrico Con Alambre Sólido y GasLumi VizcayaAinda não há avaliações
- Procesos de SoldaduraDocumento10 páginasProcesos de SoldaduraARIEL MARTINEZ MEDINAAinda não há avaliações
- Maquina de Soldar y Sus RiesgosDocumento46 páginasMaquina de Soldar y Sus Riesgosluisgalvez60Ainda não há avaliações
- Monografia de Soldadura PracticaDocumento16 páginasMonografia de Soldadura PracticaCliver Revilla DelgadoAinda não há avaliações
- Proceso de Soldadura PresentacionDocumento33 páginasProceso de Soldadura PresentacionWilfredo Yucra Mejia0% (1)
- Procesos de SoldaduraDocumento41 páginasProcesos de SoldaduraHernan Alvarez100% (1)
- Evidencias de TrabajoDocumento11 páginasEvidencias de TrabajoTomásAinda não há avaliações
- SOLDADURADocumento6 páginasSOLDADURALucero GuillermoAinda não há avaliações
- Soldadura estructuras metalicasDocumento31 páginasSoldadura estructuras metalicasrosagulAinda não há avaliações
- Resumen de Curso de SoldaduraDocumento13 páginasResumen de Curso de SoldaduraMiriam Macias RosalesAinda não há avaliações
- Analisis de SoldadurasDocumento13 páginasAnalisis de SoldadurasOmar SalcedoAinda não há avaliações
- Parcial#2 SoldaaduraDocumento27 páginasParcial#2 SoldaaduraCarol De LeónAinda não há avaliações
- Procesos de fabricación y soldadura SMAWDocumento3 páginasProcesos de fabricación y soldadura SMAWpapa jhonAinda não há avaliações
- Proceso de Soldadura PresentacionDocumento33 páginasProceso de Soldadura PresentacionAlvaro RamirezAinda não há avaliações
- Procesos de Soldadura IndustrialDocumento123 páginasProcesos de Soldadura IndustrialRolando RodriguezAinda não há avaliações
- Informe Prevención de RiesgosDocumento25 páginasInforme Prevención de RiesgosEnrique VasquezAinda não há avaliações
- Guia 02 Procesos de Soldadura - Procesos de SoldaduraDocumento9 páginasGuia 02 Procesos de Soldadura - Procesos de SoldaduraluiscercadoAinda não há avaliações
- Practica Suelda TIGDocumento11 páginasPractica Suelda TIGBryan TzetzaAinda não há avaliações
- Informe de Soldadura 1Documento17 páginasInforme de Soldadura 1Celestino CochachiAinda não há avaliações
- Técnicas de soldadura en atmósferas natural y protegidaDocumento9 páginasTécnicas de soldadura en atmósferas natural y protegidaFran CózarAinda não há avaliações
- 6to Informe Mc216 Soldadura Maquinas HerramientasDocumento49 páginas6to Informe Mc216 Soldadura Maquinas HerramientasMarco Alonzo Rodriguez Mallqui100% (1)
- Practica3 1912839 Corriente ContinuaDocumento6 páginasPractica3 1912839 Corriente ContinuaAlberto treviñoAinda não há avaliações
- Tipos de SoldaduraDocumento7 páginasTipos de Soldadurarossytigresa22Ainda não há avaliações
- Procesos de Unión de MetalesDocumento21 páginasProcesos de Unión de MetalesLesly ZarateAinda não há avaliações
- Procesos de SoldaduraDocumento11 páginasProcesos de SoldaduraAlejandro Garcia martinezAinda não há avaliações
- Tig MigDocumento18 páginasTig Migmilcon elme sivanaAinda não há avaliações
- Soldadura SMAWDocumento24 páginasSoldadura SMAWChristianGarcíaAinda não há avaliações
- Interpretación de planos en soldadura. FMEC0210No EverandInterpretación de planos en soldadura. FMEC0210Nota: 4.5 de 5 estrelas4.5/5 (3)
- Soldadura en el montaje de tuberías. FMEC0108No EverandSoldadura en el montaje de tuberías. FMEC0108Nota: 3.5 de 5 estrelas3.5/5 (3)
- Soldadura MIG de acero inoxidable y aluminio. FMEC0210No EverandSoldadura MIG de acero inoxidable y aluminio. FMEC0210Ainda não há avaliações
- Soldadura MAG de estructuras de acero al carbono. FMEC0210No EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Ainda não há avaliações
- Soldadura MAG de chapas de acero al carbono. FMEC0210No EverandSoldadura MAG de chapas de acero al carbono. FMEC0210Ainda não há avaliações
- Fuerzas Dinamicas Que Intervien en Un Puente LevadizoDocumento41 páginasFuerzas Dinamicas Que Intervien en Un Puente LevadizoRolando Jimenez72% (25)
- Fresado Catalogo PDFDocumento44 páginasFresado Catalogo PDFByron SanchezAinda não há avaliações
- Proceso pavonado protege metalesDocumento10 páginasProceso pavonado protege metalesByron SanchezAinda não há avaliações
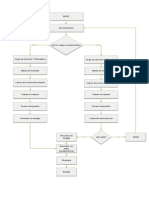
- Diagrama de Bloque - CascoDocumento1 páginaDiagrama de Bloque - CascoByron SanchezAinda não há avaliações
- Ejercicios Resueltos Ecuaciones DiferencialesDocumento52 páginasEjercicios Resueltos Ecuaciones DiferencialesAnnie Zavala69% (13)
- 2 Valvulas de Cilindro y Servicio PDFDocumento8 páginas2 Valvulas de Cilindro y Servicio PDFingmateohernandezAinda não há avaliações
- Aceros HadfieldDocumento5 páginasAceros HadfieldByron SanchezAinda não há avaliações
- ParatriozaDocumento4 páginasParatriozaFernando TanaAinda não há avaliações
- 88-Patentes - Us - Limpieza Fe y MNDocumento10 páginas88-Patentes - Us - Limpieza Fe y MNByron SanchezAinda não há avaliações
- Ensayo Catchig The SunDocumento5 páginasEnsayo Catchig The SunByron SanchezAinda não há avaliações
- Introduccion Inspeccion VisualDocumento11 páginasIntroduccion Inspeccion VisualKevin Gómez VizcardoAinda não há avaliações
- Termodinamica Quimica PDFDocumento20 páginasTermodinamica Quimica PDFGabys Elizabeth100% (1)
- El Gran Problema de Treetop IncDocumento2 páginasEl Gran Problema de Treetop IncByron SanchezAinda não há avaliações
- Term Odin A MicaDocumento16 páginasTerm Odin A Micaલિસા એન્ડ્રીયા એન્ડ્રીયાAinda não há avaliações
- LAHOJADERUTADocumento8 páginasLAHOJADERUTAByron SanchezAinda não há avaliações
- BiodieselDocumento22 páginasBiodieselByron SanchezAinda não há avaliações
- Metodosde Fracciones ParcialesDocumento43 páginasMetodosde Fracciones ParcialesErik JuarezAinda não há avaliações
- Trabajo RestringidoDocumento6 páginasTrabajo RestringidoByron SanchezAinda não há avaliações
- Ejercicios Resueltos Ecuaciones DiferencialesDocumento52 páginasEjercicios Resueltos Ecuaciones DiferencialesAnnie Zavala69% (13)
- Introducci N Al Dise o en Ing. Mec NicaDocumento19 páginasIntroducci N Al Dise o en Ing. Mec NicaMeño GuzmanAinda não há avaliações
- CiclismoDocumento23 páginasCiclismoByron SanchezAinda não há avaliações
- Factor de Riesgo Radiaciones No IonizantesDocumento7 páginasFactor de Riesgo Radiaciones No IonizantesByron SanchezAinda não há avaliações
- Posiciones y Uniones de SoldaduraDocumento5 páginasPosiciones y Uniones de SoldaduraByron SanchezAinda não há avaliações
- Apuntes Andres Rubio Espinosa PDFDocumento13 páginasApuntes Andres Rubio Espinosa PDFSimon Bolivar SalinasAinda não há avaliações
- Dibujo TecnicoDocumento56 páginasDibujo TecnicoTony Irack Torres Martinez100% (1)
- Norma Tecnica Ecuatoriana NTE INEN 1 323 - 2009Documento14 páginasNorma Tecnica Ecuatoriana NTE INEN 1 323 - 2009Alecksander PaúlAinda não há avaliações
- Gases de MotorDocumento8 páginasGases de MotorByron SanchezAinda não há avaliações
- ANEXO Aleaciones DiagramasDocumento5 páginasANEXO Aleaciones DiagramasJohn MontellanosAinda não há avaliações
- Taller.2 Ficha de SeguridadDocumento10 páginasTaller.2 Ficha de SeguridadmonicaAinda não há avaliações
- Cómo Se Obtienen Los Materiales VítreosDocumento5 páginasCómo Se Obtienen Los Materiales VítreosSamantha Elizabeth Borjón CastroAinda não há avaliações
- Actividad 3 - Taller de Tipos de DistribuciónDocumento14 páginasActividad 3 - Taller de Tipos de DistribuciónEduardo AgudeloAinda não há avaliações
- Clasificacion Aws ElectrodosDocumento5 páginasClasificacion Aws ElectrodosGB MayAinda não há avaliações
- Problemas de TermodinámicaDocumento5 páginasProblemas de Termodinámicacarmenjimenez2543100% (1)
- Introducción A La Teoria Contra Incendio en Instalaciones PetrolerasDocumento5 páginasIntroducción A La Teoria Contra Incendio en Instalaciones PetrolerasAndres PerezAinda não há avaliações
- Practica Frenos AgrícolasDocumento15 páginasPractica Frenos AgrícolasArturo Salazar Maximo100% (2)
- Sistemas de Manufactura Unidad 4Documento10 páginasSistemas de Manufactura Unidad 4cristian rangelAinda não há avaliações
- Instalaciones sanitarias domiciliariasDocumento19 páginasInstalaciones sanitarias domiciliariasIan MunozAinda não há avaliações
- Acu ArquitecturaDocumento9 páginasAcu ArquitecturaKel FerRoAinda não há avaliações
- CMC: Descripción y metodología del tratamiento de mejora de terrenos mediante columnas de morteroDocumento22 páginasCMC: Descripción y metodología del tratamiento de mejora de terrenos mediante columnas de morteroIngeniero de CaminosAinda não há avaliações
- Acordeon Tia MayDocumento12 páginasAcordeon Tia MayPerla MonroyAinda não há avaliações
- Tipos capacitores tecnologíaDocumento4 páginasTipos capacitores tecnologíaDelbyn Andree Guiteras RuizAinda não há avaliações
- E-01 (A1)Documento1 páginaE-01 (A1)Cynthia SotoAinda não há avaliações
- COMPOSICIÓN QUÍMICA Del Acero CorrugadoDocumento2 páginasCOMPOSICIÓN QUÍMICA Del Acero CorrugadoDanny PiroAinda não há avaliações
- Act. Tecnología 1° 20-SepDocumento2 páginasAct. Tecnología 1° 20-Sep33.Manelik Jazmin Negrete SalazarAinda não há avaliações
- Proyecto AmbientalDocumento5 páginasProyecto AmbientalANA PAULA MOSCOL RUIZAinda não há avaliações
- Formato 1Documento4 páginasFormato 1olga lucia puerto laraAinda não há avaliações
- Montaje y mantenimiento de instalaciones de energías renovablesDocumento26 páginasMontaje y mantenimiento de instalaciones de energías renovablesmada2409Ainda não há avaliações
- Alineación láser en 4 pasosDocumento38 páginasAlineación láser en 4 pasosGonzalo Corrales Bouroncle100% (1)
- 2.3 Otros Dispositivos Empleados para El Accionamiento de Equipo de BombeoDocumento7 páginas2.3 Otros Dispositivos Empleados para El Accionamiento de Equipo de BombeojoseAinda não há avaliações
- Teoria Actualiz. Proc.i-100Documento136 páginasTeoria Actualiz. Proc.i-100Roggers Sullon CastroAinda não há avaliações
- Memoria DescriptivaDocumento10 páginasMemoria DescriptivaGuimo LastraAinda não há avaliações
- Metrado Construccion Caseta Cloro de RE-02, RAE-03, RE-05Documento7 páginasMetrado Construccion Caseta Cloro de RE-02, RAE-03, RE-05Fany Valqui RamosAinda não há avaliações
- Definición y componentes de la mini máquina extrusora de aceiteDocumento11 páginasDefinición y componentes de la mini máquina extrusora de aceitePedro Jhony Damian Villanueva100% (1)
- DDC SVC Man s180Documento76 páginasDDC SVC Man s180jose100% (2)
- Especificaciones Tecnicas Pase AereoDocumento12 páginasEspecificaciones Tecnicas Pase AereoCesar Marino Olortegui CiertoAinda não há avaliações
- Biomateriales: notas de clase sobre definición, historia y aplicaciones actualesDocumento32 páginasBiomateriales: notas de clase sobre definición, historia y aplicaciones actualesReginaldo TrAinda não há avaliações
- Ficha Técnica de Una Clipadora de Embutidos CárnicosDocumento2 páginasFicha Técnica de Una Clipadora de Embutidos CárnicosYohhan DaviidAinda não há avaliações