Você também pode gostar
- Ensayo Unidad I DinamicaDocumento5 páginasEnsayo Unidad I DinamicaIsmael MoralesAinda não há avaliações
- Planta de Asfalto Pavimentos IIDocumento3 páginasPlanta de Asfalto Pavimentos IIIsmael MoralesAinda não há avaliações
- Que Es El AsfaltoDocumento5 páginasQue Es El AsfaltoIsmael MoralesAinda não há avaliações
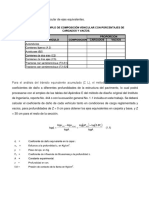
- Ejemplo de Composición Vehicular de Ejes EquivalentesDocumento5 páginasEjemplo de Composición Vehicular de Ejes EquivalentesIsmael MoralesAinda não há avaliações
- Ensayes e Interpretaciones de Los AsfaltosDocumento11 páginasEnsayes e Interpretaciones de Los AsfaltosIsmael MoralesAinda não há avaliações
- Ejemplo de Composición Vehicular de Ejes EquivalentesDocumento5 páginasEjemplo de Composición Vehicular de Ejes EquivalentesIsmael MoralesAinda não há avaliações
- 1.1 Concreto ReforzadoDocumento10 páginas1.1 Concreto ReforzadoIsmael MoralesAinda não há avaliações
- Pasos para Analisis de Carga Por GravedadDocumento3 páginasPasos para Analisis de Carga Por GravedadIsmael MoralesAinda não há avaliações
- 1.2 Criterios de DiseñoDocumento10 páginas1.2 Criterios de DiseñoIsmael Morales0% (1)
- Prueba de Los MaterialesDocumento2 páginasPrueba de Los MaterialesIsmael MoralesAinda não há avaliações
- Costos Unidad 1Documento9 páginasCostos Unidad 1Ismael MoralesAinda não há avaliações
- 1.2 Criterios de DiseñoDocumento10 páginas1.2 Criterios de DiseñoIsmael Morales0% (1)
- Costos Unidad 1Documento9 páginasCostos Unidad 1Ismael MoralesAinda não há avaliações
- Exposicion de CimentacionesDocumento26 páginasExposicion de CimentacionesIsmael MoralesAinda não há avaliações
- 3.3. - Diseño de Zapatas Con Contratrabes PARTE 1Documento6 páginas3.3. - Diseño de Zapatas Con Contratrabes PARTE 1Ismael Morales100% (11)
- Cuestionario 4Documento1 páginaCuestionario 4Ismael MoralesAinda não há avaliações
- 5.3 Herramientas de Montaje en AceroDocumento25 páginas5.3 Herramientas de Montaje en AceroIsmael MoralesAinda não há avaliações
- 1.1 Concreto ReforzadoDocumento15 páginas1.1 Concreto ReforzadoIsmael MoralesAinda não há avaliações
- 2.9 CimbrasDocumento41 páginas2.9 CimbrasIsmael MoralesAinda não há avaliações
- 2.5 Vigas de Concreto ArmadoDocumento20 páginas2.5 Vigas de Concreto ArmadoIsmael MoralesAinda não há avaliações
- 1.4 Juntas de Construccion Part 1Documento11 páginas1.4 Juntas de Construccion Part 1Ismael MoralesAinda não há avaliações
- 1.1 Propiedades Del Concreto y Sus ComponentesDocumento21 páginas1.1 Propiedades Del Concreto y Sus ComponentesIsmael Morales0% (1)
- 1 21-1Documento14 páginas1 21-1Ismael MoralesAinda não há avaliações
- 1 21-1Documento14 páginas1 21-1Ismael MoralesAinda não há avaliações
- CapituloDocumento19 páginasCapituloIsmael MoralesAinda não há avaliações
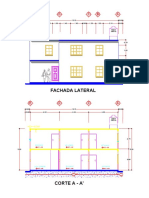
- Casa HabitacionVista 2Documento1 páginaCasa HabitacionVista 2Ismael MoralesAinda não há avaliações
- CapituloDocumento8 páginasCapituloIsmael MoralesAinda não há avaliações
- Informe de Traccion de Acero y AluminioDocumento11 páginasInforme de Traccion de Acero y AluminioM4RC10Ainda não há avaliações
- ACERO P20+Ni (1.2738)Documento2 páginasACERO P20+Ni (1.2738)MatyasAinda não há avaliações
- Bomba de Pruebas HidrostaticasDocumento2 páginasBomba de Pruebas Hidrostaticascesar gAinda não há avaliações
- Corrosion Understanding Basis Chapter 1.en - Es PDFDocumento21 páginasCorrosion Understanding Basis Chapter 1.en - Es PDFKami JaraAinda não há avaliações
- Comparativa de 420 Vs 430Documento2 páginasComparativa de 420 Vs 430denis tenorio alvarezAinda não há avaliações
- Examen Septimo 4PDocumento3 páginasExamen Septimo 4PANDREA MENA GUZMAN67% (3)
- Electrolisis Del Sulfato de CobreDocumento4 páginasElectrolisis Del Sulfato de CobreEsteven GtAinda não há avaliações
- Soldadura Homogenea 2013Documento43 páginasSoldadura Homogenea 2013Pedro GiuseppiAinda não há avaliações
- Catalogo Productos 2010 LCT PDFDocumento70 páginasCatalogo Productos 2010 LCT PDFRodolfo IvanAinda não há avaliações
- ProblemasDocumento12 páginasProblemasGhino Xavier Huertas PaicoAinda não há avaliações
- Examen 17 Marzo 2019 Preguntas y Respuestas PDFDocumento27 páginasExamen 17 Marzo 2019 Preguntas y Respuestas PDFJorge Luis Gonzales AntonAinda não há avaliações
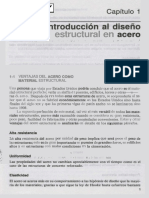
- Cap 1 Introduccion Al Diseño Estructural DL AceroDocumento25 páginasCap 1 Introduccion Al Diseño Estructural DL AceroErnesto Rey SalomónAinda não há avaliações
- Guia Laboratorio Banco de ConducciónDocumento16 páginasGuia Laboratorio Banco de ConducciónJUAN SEBASTIAN BONILLA GUTIERREZAinda não há avaliações
- CBC Enciclopedia Mecanica General Vol4Documento369 páginasCBC Enciclopedia Mecanica General Vol4David Simbiosis67% (6)
- PETS - 014 - SO - EH Fabricacion de Estructuras MetalicasDocumento4 páginasPETS - 014 - SO - EH Fabricacion de Estructuras MetalicasMarco100% (2)
- Haynes 230Documento8 páginasHaynes 230ÁlvaroAinda não há avaliações
- ItrioDocumento7 páginasItrioJazielAinda não há avaliações
- Fundamentos de PulvimetalurgiaDocumento24 páginasFundamentos de PulvimetalurgiaAshby NarvaezAinda não há avaliações
- Casa Del PernoDocumento53 páginasCasa Del Pernomario91bsc100% (1)
- Produccion de ArrabioDocumento12 páginasProduccion de ArrabioMiguel Angel HernandezAinda não há avaliações
- Proyecto Final Resistencia de Los MaterialesDocumento10 páginasProyecto Final Resistencia de Los Materialesdaniel0% (1)
- Estructural Plano 9 de 16Documento1 páginaEstructural Plano 9 de 16williamAinda não há avaliações
- Familia Del BoroDocumento41 páginasFamilia Del BoroBraian jaimesAinda não há avaliações
- Corrosión Del HierroDocumento5 páginasCorrosión Del HierroAbdiel AlonsoAinda não há avaliações
- ReliableSecuringREV04 ESPANOLDocumento67 páginasReliableSecuringREV04 ESPANOLmarthaAinda não há avaliações
- Trabajo ForjaDocumento3 páginasTrabajo ForjaPippo Huaman CornelioAinda não há avaliações
- BarrasCromadas125-1140 Es 0Documento2 páginasBarrasCromadas125-1140 Es 0jose antonio basanta sambranoAinda não há avaliações
- Electrodos de Pozos PetrolerosDocumento24 páginasElectrodos de Pozos PetrolerosRuben Dario Mamani ArellanoAinda não há avaliações
- Valvulas Bray ControlsDocumento15 páginasValvulas Bray ControlsLuizAinda não há avaliações