Você também pode gostar
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (120)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- Hydraulic Training Wirgent DocumentDocumento79 páginasHydraulic Training Wirgent DocumentNguyen Ngoc100% (15)
- Engine GHE11 VOLVODocumento23 páginasEngine GHE11 VOLVOBui Xuan DucAinda não há avaliações
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Work Shop Manual Tad1241geDocumento100 páginasWork Shop Manual Tad1241geVanHoang100% (1)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- G13B Engine MechanicalDocumento0 páginaG13B Engine MechanicalAnon Boletus100% (3)
- SM VOLVO L90C WHEEL LOADER Service Repair ManualDocumento16 páginasSM VOLVO L90C WHEEL LOADER Service Repair ManualMarco Yarasca Romero100% (2)
- Silver Nitrate Msds AgNo3 MSDS PDFDocumento6 páginasSilver Nitrate Msds AgNo3 MSDS PDFLutfi InayahAinda não há avaliações
- Ringo Actuators CatalogueDocumento6 páginasRingo Actuators CatalogueShihabudin QolyubiAinda não há avaliações
- Alto Marine CatalogDocumento35 páginasAlto Marine CatalogdavidAinda não há avaliações
- Project Guide M43C Propulsion - 08.2012Documento108 páginasProject Guide M43C Propulsion - 08.2012Time To Use Brain100% (1)
- Fractography: The Way Things Fracture: S.K. BhaumikDocumento46 páginasFractography: The Way Things Fracture: S.K. BhaumikAlfiansyah DarmawanAinda não há avaliações
- 2010-12 600 800 Rush Switchback RMK Service Manual PDFDocumento430 páginas2010-12 600 800 Rush Switchback RMK Service Manual PDFBrianCook73% (11)
- Overhaul COP 1238Documento2 páginasOverhaul COP 1238Emilio Bertuol Téllez100% (1)
- World Energy Council 2013 World Energy Resources: Uranium and NuclearDocumento34 páginasWorld Energy Council 2013 World Energy Resources: Uranium and NuclearAlfiansyah DarmawanAinda não há avaliações
- Ion ExchangeDocumento8 páginasIon ExchangeAlfiansyah DarmawanAinda não há avaliações
- Ion-Exchange Properties of Glutamic Acid-Bonded SilicaDocumento10 páginasIon-Exchange Properties of Glutamic Acid-Bonded SilicaAlfiansyah DarmawanAinda não há avaliações
- Vernon1979 PDFDocumento11 páginasVernon1979 PDFAlfiansyah DarmawanAinda não há avaliações
- HidrometalurgiDocumento47 páginasHidrometalurgiAlfiansyah DarmawanAinda não há avaliações
- Ion Exchange JournalDocumento6 páginasIon Exchange JournalAlfiansyah DarmawanAinda não há avaliações
- Influences of Temperature On Ion Exchange PropertiesDocumento8 páginasInfluences of Temperature On Ion Exchange PropertiesAlfiansyah DarmawanAinda não há avaliações
- 10 1016@j Cemconcomp 2018 12 013 PDFDocumento20 páginas10 1016@j Cemconcomp 2018 12 013 PDFAlfiansyah DarmawanAinda não há avaliações
- Influences of Temperature On Ion ExchangeDocumento27 páginasInfluences of Temperature On Ion ExchangeAlfiansyah DarmawanAinda não há avaliações
- Evolution of Martensitic Microstructure of Carbon SteelDocumento6 páginasEvolution of Martensitic Microstructure of Carbon SteelAlfiansyah DarmawanAinda não há avaliações
- Metallurgical FurnacesDocumento46 páginasMetallurgical FurnacesDavid Ballena GuerreroAinda não há avaliações
- Materials Chemistry and Physics: Welding Heat Input Effect On The Hydrogen Permeation in The X80 Steel Welded JointsDocumento7 páginasMaterials Chemistry and Physics: Welding Heat Input Effect On The Hydrogen Permeation in The X80 Steel Welded JointsAlfiansyah DarmawanAinda não há avaliações
- Jurnal 3Documento9 páginasJurnal 3Dennis Tri NugrahaAinda não há avaliações
- Ceramics International: Tianbin Zhu, Yawei Li, Shaobai Sang, Zhipeng XieDocumento7 páginasCeramics International: Tianbin Zhu, Yawei Li, Shaobai Sang, Zhipeng XieAlfiansyah DarmawanAinda não há avaliações
- International Journal of Pressure Vessels and Piping: D. Akbari, I. Sattari-FarDocumento8 páginasInternational Journal of Pressure Vessels and Piping: D. Akbari, I. Sattari-FarAlfiansyah DarmawanAinda não há avaliações
- Nano Carbon Containing Mgo-C Refractory: Effect of Graphite ContentDocumento6 páginasNano Carbon Containing Mgo-C Refractory: Effect of Graphite ContentAlfiansyah DarmawanAinda não há avaliações
- Effect of Laser Welding Parameters On The Heat Input and Weld-Bead ProfileDocumento8 páginasEffect of Laser Welding Parameters On The Heat Input and Weld-Bead ProfileAlfiansyah DarmawanAinda não há avaliações
- Msa 2013053009001152Documento10 páginasMsa 2013053009001152Alfiansyah DarmawanAinda não há avaliações
- Materials Science & Engineering A: Jun Hu, Lin-Xiu Du, Jian-Jun Wang, Cai-Ru GaoDocumento8 páginasMaterials Science & Engineering A: Jun Hu, Lin-Xiu Du, Jian-Jun Wang, Cai-Ru GaoAlfiansyah DarmawanAinda não há avaliações
- Ghasemi Kahrizsangi2016 PDFDocumento33 páginasGhasemi Kahrizsangi2016 PDFAlfiansyah DarmawanAinda não há avaliações
- Kumar2011 PDFDocumento7 páginasKumar2011 PDFAlfiansyah DarmawanAinda não há avaliações
- Author's Accepted Manuscript: 10.1016/j.ceramint.2014.09.091Documento49 páginasAuthor's Accepted Manuscript: 10.1016/j.ceramint.2014.09.091Alfiansyah DarmawanAinda não há avaliações
- Materials Chemistry and Physics: Welding Heat Input Effect On The Hydrogen Permeation in The X80 Steel Welded JointsDocumento7 páginasMaterials Chemistry and Physics: Welding Heat Input Effect On The Hydrogen Permeation in The X80 Steel Welded JointsAlfiansyah DarmawanAinda não há avaliações
- Materials Science and Engineering ADocumento7 páginasMaterials Science and Engineering AAlfiansyah DarmawanAinda não há avaliações
- 05 Broschuere ICD B2 NEU PDFDocumento7 páginas05 Broschuere ICD B2 NEU PDFAlfiansyah DarmawanAinda não há avaliações
- International Journal of Pressure Vessels and Piping: D. Akbari, I. Sattari-FarDocumento8 páginasInternational Journal of Pressure Vessels and Piping: D. Akbari, I. Sattari-FarAlfiansyah DarmawanAinda não há avaliações
- Effect of Laser Welding Parameters On The Heat Input and Weld-Bead ProfileDocumento8 páginasEffect of Laser Welding Parameters On The Heat Input and Weld-Bead ProfileAlfiansyah DarmawanAinda não há avaliações
- Hot Modulus of RuptureDocumento2 páginasHot Modulus of RuptureAlfiansyah DarmawanAinda não há avaliações
- 72 - 195 KW at 1500 - 2300 RPMDocumento8 páginas72 - 195 KW at 1500 - 2300 RPMTansu MavunacıAinda não há avaliações
- Calculation Reciprocating PumpsDocumento11 páginasCalculation Reciprocating PumpsjohnAinda não há avaliações
- Spare Parts List: Handheld Pneumatic Pick HammersDocumento20 páginasSpare Parts List: Handheld Pneumatic Pick Hammersali ahmadianAinda não há avaliações
- Apache RTR 160 4V Parts Catalogue (Jan 2021) FIDocumento86 páginasApache RTR 160 4V Parts Catalogue (Jan 2021) FIservicetriplerAinda não há avaliações
- Ex450lc 5Documento7 páginasEx450lc 5anon_485665212100% (1)
- Lpo 1612tc - 62 Bs-IIIDocumento252 páginasLpo 1612tc - 62 Bs-IIIAnbarasanAinda não há avaliações
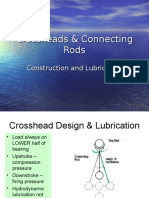
- Crossheads & Connecting RodsDocumento10 páginasCrossheads & Connecting RodsAbdallah MansourAinda não há avaliações
- 2 Stroke Diesel EngineDocumento5 páginas2 Stroke Diesel EngineJims Cudinyerah100% (1)
- Mud-Pump-Parts-Expendables PZ11Documento1 páginaMud-Pump-Parts-Expendables PZ11rezandriansyahAinda não há avaliações
- N6170 EngiineDocumento62 páginasN6170 Engiinekamran mamedovAinda não há avaliações
- Hy 2nd Exam Spring 2018Documento4 páginasHy 2nd Exam Spring 2018FahedAinda não há avaliações
- Aircraft Hydraulic SystemsDocumento23 páginasAircraft Hydraulic SystemsGopal Jetani0% (1)
- L1 4 ELHY Technical Data 11 00 PDFDocumento20 páginasL1 4 ELHY Technical Data 11 00 PDFAnonymous v1oFsM6igAinda não há avaliações
- Internal Combustion Engies 2Documento86 páginasInternal Combustion Engies 2sivakumarAinda não há avaliações
- I. History: II. Typical Design / Parts / ComponentsDocumento16 páginasI. History: II. Typical Design / Parts / ComponentsAriel GamboaAinda não há avaliações
- 12H8071760E1Documento35 páginas12H8071760E1marycjohnsonAinda não há avaliações
- Pro 787426Documento5 páginasPro 787426Mohamed ElmakkyAinda não há avaliações
- Cool Bear Maintenance ManualDocumento606 páginasCool Bear Maintenance Manualeurotaller Calderon calderonAinda não há avaliações
- O & IO-540 Oper Manual 60297-10 PDFDocumento118 páginasO & IO-540 Oper Manual 60297-10 PDFCatalin CiocarlanAinda não há avaliações
- Design of A Stirling EngineDocumento13 páginasDesign of A Stirling EngineSherif El-soudyAinda não há avaliações