Você também pode gostar
- Advances in Ceramic Armor XINo EverandAdvances in Ceramic Armor XIJerry C. LaSalviaAinda não há avaliações
- Effect of Soribing Modes On Corrosion Test ResultsDocumento6 páginasEffect of Soribing Modes On Corrosion Test ResultsINRO IngeníeriaAinda não há avaliações
- Coatings: Corrosion Behavior and Surface Properties of PVD Coatings For Mold Technology ApplicationsDocumento12 páginasCoatings: Corrosion Behavior and Surface Properties of PVD Coatings For Mold Technology ApplicationsFINNING CATAinda não há avaliações
- Journal of Manufacturing Processes: CH Sateesh Kumar, Saroj Kumar PatelDocumento12 páginasJournal of Manufacturing Processes: CH Sateesh Kumar, Saroj Kumar PatelNitesh KumarAinda não há avaliações
- Wear of Flame-Sprayed Ni-Cr-B-Si Powder Coating On Journal For Seal ContactDocumento6 páginasWear of Flame-Sprayed Ni-Cr-B-Si Powder Coating On Journal For Seal Contactmuhammad abduhAinda não há avaliações
- Implementation Reliability Lead Free SoldersDocumento13 páginasImplementation Reliability Lead Free SoldersArvind KumarAinda não há avaliações
- Plasma Nitriding of A Precipitation Hardening Stainless Steel To Improve Erosion and Corrosion ResistanceDocumento9 páginasPlasma Nitriding of A Precipitation Hardening Stainless Steel To Improve Erosion and Corrosion ResistanceIzod GetterAinda não há avaliações
- OMIFCO Project Sponsors and Process UnitsDocumento42 páginasOMIFCO Project Sponsors and Process UnitsMohdHuzairiRusliAinda não há avaliações
- The Effect of Different Surface Treatments To Reduce Surface Roughness Before PVD CoatingsDocumento12 páginasThe Effect of Different Surface Treatments To Reduce Surface Roughness Before PVD CoatingsIJRASETPublicationsAinda não há avaliações
- Wall Colmonoy - Properties of Hard Surfacing Alloy Colmonoy 88 - July 2019Documento8 páginasWall Colmonoy - Properties of Hard Surfacing Alloy Colmonoy 88 - July 2019joseocsilvaAinda não há avaliações
- PVD Coating-ADocumento12 páginasPVD Coating-Arijoy p pAinda não há avaliações
- Effect of Coating Thickness On Tribological Performance of CRN in Dry Sliding ContactDocumento5 páginasEffect of Coating Thickness On Tribological Performance of CRN in Dry Sliding ContactJigar M. UpadhyayAinda não há avaliações
- QC SkillDocumento31 páginasQC SkillJagdish100% (1)
- Influence of Surface Roughness and Coating Type on Galling PropertiesDocumento11 páginasInfluence of Surface Roughness and Coating Type on Galling PropertiesricobimAinda não há avaliações
- Usage of Zinc-Silicate Coatings in Friction ConnectionsDocumento13 páginasUsage of Zinc-Silicate Coatings in Friction ConnectionsDEWIAinda não há avaliações
- Improving The Quality of Castings Made of Nonferrous Metal Alloys When Casting in Metal MoldsDocumento5 páginasImproving The Quality of Castings Made of Nonferrous Metal Alloys When Casting in Metal MoldsJohnny CarvalhoAinda não há avaliações
- Wear Mechanisms of Mold For High Pressure Die Casting In: Review PaperDocumento4 páginasWear Mechanisms of Mold For High Pressure Die Casting In: Review PaperZvone DadićAinda não há avaliações
- Evaluation of Chromium Carbide Coatings On AISI 52100 Steel Obtained by Thermo-Reactive Diffusion TechniqueDocumento6 páginasEvaluation of Chromium Carbide Coatings On AISI 52100 Steel Obtained by Thermo-Reactive Diffusion Techniquedaniel leonAinda não há avaliações
- Plasma Powder Deposition of Babbit AlloysDocumento4 páginasPlasma Powder Deposition of Babbit AlloysKhalid M. HafezAinda não há avaliações
- WRM Proceses - Copy (Autosaved)Documento41 páginasWRM Proceses - Copy (Autosaved)Vikrant HanwatAinda não há avaliações
- Materials 15 01798Documento18 páginasMaterials 15 01798QA LAB ISMAinda não há avaliações
- Destructive Testing1Documento41 páginasDestructive Testing1Shrikant MojeAinda não há avaliações
- Molybdenum Disulphide-Titanium Low FrictionDocumento12 páginasMolybdenum Disulphide-Titanium Low Frictionyorf1989Ainda não há avaliações
- Assessment of Rubber-To-Metal Bond Strength Using Peel TestDocumento11 páginasAssessment of Rubber-To-Metal Bond Strength Using Peel TestRavindra MahadeokarAinda não há avaliações
- ZINCALUME® Steel G250 Datasheet May 2023Documento3 páginasZINCALUME® Steel G250 Datasheet May 2023a0931474125Ainda não há avaliações
- Mechanical Characterization and Microstructure Analysis of AlDocumento7 páginasMechanical Characterization and Microstructure Analysis of AlMoh Hafizh KAinda não há avaliações
- Fatigue Crack Growth Behaviour of Nitrided and Shot Peened SpecimensDocumento15 páginasFatigue Crack Growth Behaviour of Nitrided and Shot Peened SpecimenskarimAinda não há avaliações
- BabaDocumento25 páginasBabaAbhijeet MoreAinda não há avaliações
- (Archives of Foundry Engineering) Al-Si and Al-Si-Mg Cast Alloys Shrinkage Porosity EstimationDocumento8 páginas(Archives of Foundry Engineering) Al-Si and Al-Si-Mg Cast Alloys Shrinkage Porosity EstimationSaeid MirAinda não há avaliações
- Enhanced Corrosion Resistance of Duplex Coatings: H. Dong, Y. Sun, T. BellDocumento11 páginasEnhanced Corrosion Resistance of Duplex Coatings: H. Dong, Y. Sun, T. BellMarko VindišAinda não há avaliações
- Enhancement of Wear and Corrosion Resistance of M2052 Damping Alloys by Electroless Plating Ni-P CoatingDocumento9 páginasEnhancement of Wear and Corrosion Resistance of M2052 Damping Alloys by Electroless Plating Ni-P CoatingSharan KumarAinda não há avaliações
- Tribological Studies of Coated Pistons Sliding Against Cylinder Liners Under Laboratory Test ConditionsDocumento12 páginasTribological Studies of Coated Pistons Sliding Against Cylinder Liners Under Laboratory Test ConditionsSyed Danish FayazAinda não há avaliações
- CVD Diamond Coatings On Geometrically Complex Cutting ToolsDocumento4 páginasCVD Diamond Coatings On Geometrically Complex Cutting ToolsDhanashekar ManickamAinda não há avaliações
- A Study On The Grindability of Ceramics by Wet LappingDocumento5 páginasA Study On The Grindability of Ceramics by Wet LappingPraval GoelAinda não há avaliações
- Development of The Strain-to-Fracture Test: Welding ResearchDocumento10 páginasDevelopment of The Strain-to-Fracture Test: Welding ResearchSergio Antonio Muñoz PinzónAinda não há avaliações
- Study of Characteristics of CR O Casting Applications: Ycrn Duplex Coatings For Aluminum DieDocumento6 páginasStudy of Characteristics of CR O Casting Applications: Ycrn Duplex Coatings For Aluminum DieMohsaidBouamreneAinda não há avaliações
- PVD Coatings For Thread Tapping of Austempered Ductile Iron PDFDocumento10 páginasPVD Coatings For Thread Tapping of Austempered Ductile Iron PDFFlorin MilasAinda não há avaliações
- Hard Anodizing of Aerospace AA7075-T6 Aluminum Alloy For Improving Surface PropertiesDocumento9 páginasHard Anodizing of Aerospace AA7075-T6 Aluminum Alloy For Improving Surface PropertiesRidwan TauhidAinda não há avaliações
- Experimental Analysis of Hard Coating on Spur GearsDocumento6 páginasExperimental Analysis of Hard Coating on Spur GearsJamsheer IbrahimAinda não há avaliações
- Mechanical Engineering - Mp-Ii Final Exam Question BankDocumento4 páginasMechanical Engineering - Mp-Ii Final Exam Question BankupenderAinda não há avaliações
- CIRP Annals - Manufacturing Technology: E. Uhlmann (1), J. KoenigDocumento4 páginasCIRP Annals - Manufacturing Technology: E. Uhlmann (1), J. KoenigmortadaAinda não há avaliações
- Program Branch B.E Mechanical Engineering: S.No Choose The Best AnswersDocumento3 páginasProgram Branch B.E Mechanical Engineering: S.No Choose The Best AnswersdsathiyaAinda não há avaliações
- Lubricant and CoatingDocumento3 páginasLubricant and CoatingSURENDRA PANDAAinda não há avaliações
- The Effect of Shot Peening On The Scuffing Resistance of Cu-NiDocumento7 páginasThe Effect of Shot Peening On The Scuffing Resistance of Cu-NiMimos Faby IIAinda não há avaliações
- Mos Lab ManualDocumento57 páginasMos Lab ManualsuswagatAinda não há avaliações
- Daniel KOTTFER, Milan Ferdinandy, Pavol HVIZDOŠ, Lukasz KaczmarekDocumento8 páginasDaniel KOTTFER, Milan Ferdinandy, Pavol HVIZDOŠ, Lukasz KaczmarekJigar M. UpadhyayAinda não há avaliações
- Evaluation of Alternatives To Electrodeposited Cadmium For Threaded Fasteners Applications (III)Documento13 páginasEvaluation of Alternatives To Electrodeposited Cadmium For Threaded Fasteners Applications (III)mp87_ingAinda não há avaliações
- British Gas Painting NotesDocumento40 páginasBritish Gas Painting Notes9440864459Ainda não há avaliações
- 1 s2.0 S0042207X20303316 MainDocumento8 páginas1 s2.0 S0042207X20303316 MaintangertolsAinda não há avaliações
- 625 Overlay WeldingDocumento9 páginas625 Overlay Weldingdaviesgang360100% (2)
- Investigation On The Creep Behaviour of Friction Stir Processed Al Ni Composite MaterialDocumento4 páginasInvestigation On The Creep Behaviour of Friction Stir Processed Al Ni Composite MaterialEditor IJTSRDAinda não há avaliações
- WWW - Toptech.tw: Metallographic Sample Preparation Equipment Cutting/ Mounting/ Grinding & PolishingDocumento44 páginasWWW - Toptech.tw: Metallographic Sample Preparation Equipment Cutting/ Mounting/ Grinding & Polishingtien thanh doAinda não há avaliações
- Peel TestDocumento8 páginasPeel Testkkcuj2010Ainda não há avaliações
- s0922 5382 (97) 80016 5Documento11 páginass0922 5382 (97) 80016 5xie qingyunAinda não há avaliações
- Casting LectureDocumento168 páginasCasting LectureAnonymous rTWwAM0100% (1)
- WELDING CHARACTERISTICS OF Ni-Cr-Mo ALLOY DESIGNED TO RESIST WET PROCESS PHOSPHORIC ACIDDocumento9 páginasWELDING CHARACTERISTICS OF Ni-Cr-Mo ALLOY DESIGNED TO RESIST WET PROCESS PHOSPHORIC ACIDValentin Le TirantAinda não há avaliações
- Jan Schubert, Šárka Houdková, Zdeněk ČESÁNEK, Michaela KAŠPAROVÁDocumento6 páginasJan Schubert, Šárka Houdková, Zdeněk ČESÁNEK, Michaela KAŠPAROVÁIndra PradanaAinda não há avaliações
- Fatigue Behavior of Foreign Object Damaged 7075 Heat Treated Aluminum Alloy Coated With PVD WC/CDocumento6 páginasFatigue Behavior of Foreign Object Damaged 7075 Heat Treated Aluminum Alloy Coated With PVD WC/CFrancesco MontagnoliAinda não há avaliações
- Corrosion Testing for Metal Finishing: Institute of Metal FinishingNo EverandCorrosion Testing for Metal Finishing: Institute of Metal FinishingAinda não há avaliações
- The Inventions That Changed The World: Alan Felipi Costa FernandesDocumento12 páginasThe Inventions That Changed The World: Alan Felipi Costa FernandesalanfelipiAinda não há avaliações
- Torque de ParafusoDocumento116 páginasTorque de ParafusoalanfelipiAinda não há avaliações
- AeroCataratas CelularDocumento4 páginasAeroCataratas CelularalanfelipiAinda não há avaliações
- Us Vs North KoreaDocumento5 páginasUs Vs North KoreaalanfelipiAinda não há avaliações
- SiteDocumento1 páginaSitealanfelipiAinda não há avaliações
- My Favorite BandDocumento8 páginasMy Favorite BandalanfelipiAinda não há avaliações
- Renewable Energy: Alan Felipi Costa FernandesDocumento6 páginasRenewable Energy: Alan Felipi Costa FernandesalanfelipiAinda não há avaliações
- Mechanical Engineer's Role in Design, Development and Quality ControlDocumento8 páginasMechanical Engineer's Role in Design, Development and Quality ControlalanfelipiAinda não há avaliações
- CosmosDocumento8 páginasCosmosalanfelipi100% (1)
- Torque de ParafusoDocumento116 páginasTorque de ParafusoalanfelipiAinda não há avaliações
- Technical Information Cerabar PMC11, PMC21, PMP11, PMP21: Process Pressure MeasurementDocumento48 páginasTechnical Information Cerabar PMC11, PMC21, PMP11, PMP21: Process Pressure MeasurementalanfelipiAinda não há avaliações
- Find! Site Map: E-Mail This PageDocumento4 páginasFind! Site Map: E-Mail This PagealanfelipiAinda não há avaliações
- Hard Chrome GBDocumento2 páginasHard Chrome GBalanfelipiAinda não há avaliações
- Hard Chrome GBDocumento2 páginasHard Chrome GBalanfelipiAinda não há avaliações
- Krell Ing 2018Documento10 páginasKrell Ing 2018alanfelipiAinda não há avaliações
- Flow Over An Airfoil: ANSYS AIM TutorialDocumento21 páginasFlow Over An Airfoil: ANSYS AIM TutorialalanfelipiAinda não há avaliações
- As568 Standard Size o RingsDocumento6 páginasAs568 Standard Size o RingsalanfelipiAinda não há avaliações
- SKF Belt Frequency Meter ManualDocumento27 páginasSKF Belt Frequency Meter Manualvantiencdtk7Ainda não há avaliações
- Pipe Friction ExperimentDocumento4 páginasPipe Friction ExperimentRufus ChengAinda não há avaliações
- The Use of Paraloid B72 As An AdhesiveDocumento9 páginasThe Use of Paraloid B72 As An AdhesivetindaljuAinda não há avaliações
- ASWP Manual - Section 3 - Joints (10!6!12)Documento12 páginasASWP Manual - Section 3 - Joints (10!6!12)shah1980Ainda não há avaliações
- AMERONDocumento343 páginasAMERONrajeshn1100% (1)
- Repair refractory lining incineratorDocumento5 páginasRepair refractory lining incineratorcengiz kutukcu50% (2)
- Shear in One-Way Slabs Under Concentrate PDFDocumento10 páginasShear in One-Way Slabs Under Concentrate PDFHesham MohamedAinda não há avaliações
- Demolition Guidence CDM RegsDocumento2 páginasDemolition Guidence CDM RegsDockDiverAinda não há avaliações
- JEE Physics AalneDocumento1 páginaJEE Physics AalneJUBIAinda não há avaliações
- Ventil July 07Documento7 páginasVentil July 07srharanAinda não há avaliações
- Fatigue FailureDocumento22 páginasFatigue FailureHimanshu YadavAinda não há avaliações
- BOMA BESt Questionnaire Light IndustrialDocumento43 páginasBOMA BESt Questionnaire Light IndustrialJulio RicardoAinda não há avaliações
- Physical Vapor DepositionDocumento30 páginasPhysical Vapor DepositionUgur SenAinda não há avaliações
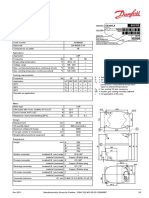
- Gs26Clx LBP Compressor R404A/R507 220-240V 50Hz: GeneralDocumento2 páginasGs26Clx LBP Compressor R404A/R507 220-240V 50Hz: GeneralmustafaAinda não há avaliações
- BswallDocumento14 páginasBswallIdrus IsmailAinda não há avaliações
- Heat Transfer Chapter 1 ProblemsDocumento8 páginasHeat Transfer Chapter 1 ProblemsVon A. Damirez0% (1)
- Passed Report - Glass - 17.5mmDocumento29 páginasPassed Report - Glass - 17.5mmsaravqwerty100% (1)
- Design and Fabrication of Thermoelectric CoolerDocumento12 páginasDesign and Fabrication of Thermoelectric CoolerwalkerAinda não há avaliações
- 74-014 Duplex-Superduplex Ss Pipe To Astm A790 2020Documento13 páginas74-014 Duplex-Superduplex Ss Pipe To Astm A790 2020kuttub28Ainda não há avaliações
- Castrol BulletinDocumento1 páginaCastrol BulletinHarrier ESAinda não há avaliações
- Materials System SpecificationDocumento21 páginasMaterials System SpecificationPrasanna UmapathyAinda não há avaliações
- Capnut Terminations 1Documento4 páginasCapnut Terminations 1ringleAinda não há avaliações
- PDS Polyken 1033aDocumento2 páginasPDS Polyken 1033aVijay KumarAinda não há avaliações
- Advantages and Disadvantages Each MaterialDocumento25 páginasAdvantages and Disadvantages Each MaterialPewe WulandariAinda não há avaliações
- My Lecturenozle - NewDocumento10 páginasMy Lecturenozle - NewSafaa Hameed Al NaseryAinda não há avaliações
- 3.0 Stairways, Ramps, Stiles, Walkways, and Platforms: 3.1 Section ContentsDocumento32 páginas3.0 Stairways, Ramps, Stiles, Walkways, and Platforms: 3.1 Section ContentsBoy AlfredoAinda não há avaliações
- MCC Ceiling Fan Coils 2.9-15.8kW Cooling 3.37-19.6kW HeatingDocumento1 páginaMCC Ceiling Fan Coils 2.9-15.8kW Cooling 3.37-19.6kW HeatingSaeful Malik GintingAinda não há avaliações
- Construction of 2 Storey Multi Purpose Building - TS Cruz Ville Subdivision - KaligayahanDocumento53 páginasConstruction of 2 Storey Multi Purpose Building - TS Cruz Ville Subdivision - KaligayahanBobbles D LittlelionAinda não há avaliações
- Enthalpy / Entropy DiagramDocumento34 páginasEnthalpy / Entropy DiagramMara TrofinAinda não há avaliações
- Unit 15 (DESIGN OF FOUNDATIONS)Documento48 páginasUnit 15 (DESIGN OF FOUNDATIONS)Zara Nabilah100% (31)
- A4 2M 2020 Iso 8249 2018-PVDocumento9 páginasA4 2M 2020 Iso 8249 2018-PVDoni AfrizalAinda não há avaliações