Você também pode gostar
- Ups - TTS342Documento164 páginasUps - TTS342Jefferson AnrangoAinda não há avaliações
- Listado de Codigo G de Funciones Preparatorias y MiscelaneasDocumento2 páginasListado de Codigo G de Funciones Preparatorias y MiscelaneasJefferson AnrangoAinda não há avaliações
- WPSDocumento6 páginasWPSJefferson AnrangoAinda não há avaliações
- ApusDocumento5 páginasApusJefferson AnrangoAinda não há avaliações
- GR3 P3 Anrango GuallichicoDocumento7 páginasGR3 P3 Anrango GuallichicoJefferson AnrangoAinda não há avaliações
- BarcosDocumento2 páginasBarcosJefferson AnrangoAinda não há avaliações
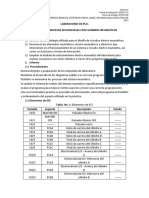
- Lb-12-18 Informe Ensayo de Resistencia de Arena Lb-12!18!068Documento2 páginasLb-12-18 Informe Ensayo de Resistencia de Arena Lb-12!18!068Jefferson AnrangoAinda não há avaliações
- GR3 P5 Anrango GuallichicoDocumento9 páginasGR3 P5 Anrango GuallichicoJefferson AnrangoAinda não há avaliações
- GR3 P4 Anrango GuallichicoDocumento12 páginasGR3 P4 Anrango GuallichicoJefferson AnrangoAinda não há avaliações
- Metalografia 182Documento1 páginaMetalografia 182Jefferson AnrangoAinda não há avaliações
- ApusDocumento5 páginasApusJefferson AnrangoAinda não há avaliações
- Cronograma EconomicaDocumento1 páginaCronograma EconomicaJefferson AnrangoAinda não há avaliações
- Tarea 2 Seguridad Industrial 2018 BDocumento3 páginasTarea 2 Seguridad Industrial 2018 BJefferson AnrangoAinda não há avaliações
- Cronograma EconomicaDocumento1 páginaCronograma EconomicaJefferson AnrangoAinda não há avaliações
- Practica 5 CNCDocumento39 páginasPractica 5 CNCJefferson AnrangoAinda não há avaliações
- Tarea Seguridad Industrial Convocatoria 2019B 2BDocumento2 páginasTarea Seguridad Industrial Convocatoria 2019B 2BJr LuisaoAinda não há avaliações
- Deber 1 Capa de OzonoDocumento5 páginasDeber 1 Capa de OzonoJefferson AnrangoAinda não há avaliações
- Protección auditiva, facial y de cabeza 3MDocumento12 páginasProtección auditiva, facial y de cabeza 3Mluisantonio2Ainda não há avaliações
- End 2019B G2D1 AnrangoDocumento3 páginasEnd 2019B G2D1 AnrangoJefferson AnrangoAinda não há avaliações
- Prueba Pendulo InvertidoDocumento7 páginasPrueba Pendulo InvertidoJefferson AnrangoAinda não há avaliações
- Informe Control Lazo AbiertoDocumento6 páginasInforme Control Lazo AbiertoJefferson AnrangoAinda não há avaliações
- Deber 2 Grandes Desastres Debido Al Cambio ClimáticoDocumento4 páginasDeber 2 Grandes Desastres Debido Al Cambio ClimáticoJefferson AnrangoAinda não há avaliações
- Cómo Funciona Una Barra EstabilizadoraDocumento1 páginaCómo Funciona Una Barra EstabilizadoraJefferson AnrangoAinda não há avaliações
- GestionDocumento3 páginasGestionJefferson AnrangoAinda não há avaliações
- SI Lampara Germicida Parte SebasDocumento7 páginasSI Lampara Germicida Parte SebasJefferson AnrangoAinda não há avaliações
- Anrango J-HMWK 10Documento3 páginasAnrango J-HMWK 10Jefferson AnrangoAinda não há avaliações
- Esfuerzo en Una Barra EstabilizadoraDocumento5 páginasEsfuerzo en Una Barra EstabilizadoraJefferson AnrangoAinda não há avaliações
- Listado de ProblemasDocumento1 páginaListado de ProblemasJefferson AnrangoAinda não há avaliações
- Anrango J-HMWK 2.1Documento3 páginasAnrango J-HMWK 2.1Jefferson AnrangoAinda não há avaliações
- Resumen Sobre El Informe de La ONU Del 6 de Mayo 2019Documento5 páginasResumen Sobre El Informe de La ONU Del 6 de Mayo 2019Jefferson AnrangoAinda não há avaliações
- Problemas de Abastecimiento de AguaDocumento53 páginasProblemas de Abastecimiento de Aguapedro millerAinda não há avaliações
- Ciencia y TecnologiaDocumento4 páginasCiencia y TecnologiaSAUL CAMARENA MANDARACHIAinda não há avaliações
- Regions de EcuadorDocumento8 páginasRegions de EcuadorSaida MacasAinda não há avaliações
- Charla de 5 Minutos: Un pequeño espacio para grandes educadoresDocumento51 páginasCharla de 5 Minutos: Un pequeño espacio para grandes educadoresMaycol Joel Quispe CumpaAinda não há avaliações
- Cuestionario de Una Clase InvertidaDocumento2 páginasCuestionario de Una Clase Invertidaapi-521159571Ainda não há avaliações
- Expresiòn AlgebraicaDocumento15 páginasExpresiòn AlgebraicaMichel MendezAinda não há avaliações
- Vademecum BayerDocumento103 páginasVademecum BayerAdrián Zelaya75% (8)
- Lengua Materna - Segundo de Secundaria - Martes 16 de Febrero - 2021Documento8 páginasLengua Materna - Segundo de Secundaria - Martes 16 de Febrero - 2021Leidy AriasAinda não há avaliações
- Entrega 2 Semana 5 de Riesgos Quimicos y BiologicosDocumento11 páginasEntrega 2 Semana 5 de Riesgos Quimicos y BiologicosYÉSICA MARÍA VALENCIA MONSALVEAinda não há avaliações
- Solicitud SimoDocumento4 páginasSolicitud SimoStiven Castaño VargasAinda não há avaliações
- Psicologia EntrevistaDocumento21 páginasPsicologia EntrevistaDanielValladolidCampos100% (1)
- Aca 1 Articulo de RevisiónDocumento26 páginasAca 1 Articulo de Revisiónferney hoyos100% (1)
- Anamnesis para NeuropsicologíaDocumento58 páginasAnamnesis para NeuropsicologíaFatima Alegre SuarezAinda não há avaliações
- Transformacion Del Espacio Urbano de La Ciudad de Culiacán Sinaloa de 1877 A 1900Documento260 páginasTransformacion Del Espacio Urbano de La Ciudad de Culiacán Sinaloa de 1877 A 1900MARIANA LANDEROS MORALESAinda não há avaliações
- Exposición AcpDocumento8 páginasExposición Acpmarco perezAinda não há avaliações
- TecnofiliaDocumento14 páginasTecnofiliaCinthia AmasiAinda não há avaliações
- SAP105-Guia 4Documento3 páginasSAP105-Guia 4Daury MarteAinda não há avaliações
- GUIA COMPLETA CSP Y PAS V 3.0 PDFDocumento114 páginasGUIA COMPLETA CSP Y PAS V 3.0 PDFnicolas esteban lara paradaAinda não há avaliações
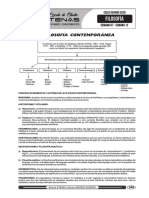
- 19 - Filosofía 2019 - I (Atenas) Libro 2Documento12 páginas19 - Filosofía 2019 - I (Atenas) Libro 2R.C. Ruby CarderaAinda não há avaliações
- WandaBrown - 40921080 - Tarea 4.1caso de Estudio Tim Vondrasek y La Big City Tire CompanyDocumento5 páginasWandaBrown - 40921080 - Tarea 4.1caso de Estudio Tim Vondrasek y La Big City Tire CompanyWanda BrownAinda não há avaliações
- Informe Tecnico Nro1 - YanayacoDocumento12 páginasInforme Tecnico Nro1 - YanayacoJOSE ANTONIO ALAGON HUARANCCAAinda não há avaliações
- Guía de Utilización Del Código Suicidio para ProfesionalesDocumento28 páginasGuía de Utilización Del Código Suicidio para Profesionalescxrf091Ainda não há avaliações
- Bases Integradas CP 005Documento107 páginasBases Integradas CP 005Margohd Valles RodríquezAinda não há avaliações
- Distribución Normal 11Documento9 páginasDistribución Normal 11Anonymous XU4Bev4Ainda não há avaliações
- Evaluación Cognitiva-Lingüística (Gonzalez y Leguer)Documento7 páginasEvaluación Cognitiva-Lingüística (Gonzalez y Leguer)Maria jesus toroAinda não há avaliações
- TPN° 4. Ejercicios MRU. MRUVDocumento4 páginasTPN° 4. Ejercicios MRU. MRUVCRAK4Ainda não há avaliações
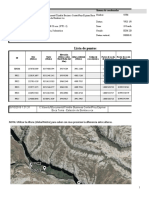
- Lista de Puntos WGS84 - REV01Documento5 páginasLista de Puntos WGS84 - REV01HV FicoAinda não há avaliações
- Marco Teórico 2023Documento17 páginasMarco Teórico 2023Camila DíazAinda não há avaliações
- ETEROTOPIASDocumento190 páginasETEROTOPIASMauricio HerruzoAinda não há avaliações
- Perfil del Director EducativoDocumento3 páginasPerfil del Director EducativoVictor VillarrealAinda não há avaliações