Você também pode gostar
- Poster Consumable - Data 7Documento4 páginasPoster Consumable - Data 7Harminder KumarAinda não há avaliações
- WELDING CONSUMABLE CHARTDocumento2 páginasWELDING CONSUMABLE CHARTAfetAinda não há avaliações
- 0 Gtaw TR-235 FW-10 Field TW-665 N/A 10.00 S-20 Butt Pipe To Pipe HD-EC-TF-DR5001-008Documento1 página0 Gtaw TR-235 FW-10 Field TW-665 N/A 10.00 S-20 Butt Pipe To Pipe HD-EC-TF-DR5001-008Anonymous AdofXEYAgEAinda não há avaliações
- Welding ProcessesDocumento28 páginasWelding ProcessesAnaswarpsAinda não há avaliações
- Sporlan TXV PDFDocumento72 páginasSporlan TXV PDFjorge castilloAinda não há avaliações
- SITE WPS-IndexDocumento7 páginasSITE WPS-Indexgowtham_venkat_4Ainda não há avaliações
- Engenharia: 1EG-3000-001 1/94 12 Tubulação 0652 11/01/07Documento3 páginasEngenharia: 1EG-3000-001 1/94 12 Tubulação 0652 11/01/07MatheusAinda não há avaliações
- SEMIKRON DataSheet SKD 35 07612840Documento3 páginasSEMIKRON DataSheet SKD 35 07612840Angel Ignacio Correa SerranoAinda não há avaliações
- Tsa 2Documento6 páginasTsa 2Amit SurtiAinda não há avaliações
- Adatlap 189493 Axialis Ventilator 230 Vac 340 MH 173 X 150 X 51 MM Sepa Ka1725ha2bmtmgDocumento1 páginaAdatlap 189493 Axialis Ventilator 230 Vac 340 MH 173 X 150 X 51 MM Sepa Ka1725ha2bmtmgcaloy caloyAinda não há avaliações
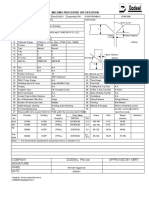
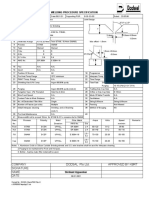
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 páginaWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaAinda não há avaliações
- Low Profile Unit CoolersDocumento2 páginasLow Profile Unit CoolersClarence JarlosAinda não há avaliações
- Ethylene Project Welding Procedure SpecificationDocumento1 páginaEthylene Project Welding Procedure SpecificationS GoudaAinda não há avaliações
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Documento1 páginaWelding Procedure Specification (WPS) : (Asme Sec. Ix)Ahmed LepdaAinda não há avaliações
- Sink WDocumento2 páginasSink WJake GlaxAinda não há avaliações
- SKNR 300Documento2 páginasSKNR 300acajevtic94Ainda não há avaliações
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 páginaWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaAinda não há avaliações
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 páginaWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaAinda não há avaliações
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 páginaWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaAinda não há avaliações
- Thermal Fuse - SF214R0-NECDocumento1 páginaThermal Fuse - SF214R0-NECJosué ArriolaAinda não há avaliações
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 páginaWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaAinda não há avaliações
- Hakko936 150812042846 Lva1 App6891 PDFDocumento14 páginasHakko936 150812042846 Lva1 App6891 PDFLeoned Cova OrozcoAinda não há avaliações
- Böhler Fox Dcms KB: Classifi CationsDocumento1 páginaBöhler Fox Dcms KB: Classifi CationsBranko FerenčakAinda não há avaliações
- KP Thermostats DanfossDocumento21 páginasKP Thermostats DanfossAleksej KanjuhAinda não há avaliações
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento2 páginasWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaAinda não há avaliações
- Technical Data Sheet: Survey of GradesDocumento12 páginasTechnical Data Sheet: Survey of GradesOmkarAinda não há avaliações
- VRS VRRM maximum values for continuous operation SEMIPACK 5 thyristor modulesDocumento4 páginasVRS VRRM maximum values for continuous operation SEMIPACK 5 thyristor modulesEdgar Allan OlescoAinda não há avaliações
- En 10139Documento2 páginasEn 10139releone11Ainda não há avaliações
- SMP Rev JDocumento6 páginasSMP Rev J459438893qq.comAinda não há avaliações
- SF109EDocumento13 páginasSF109EJosé SánchezAinda não há avaliações
- TDS11SA HazardausAreaIndex NOV1500Documento4 páginasTDS11SA HazardausAreaIndex NOV1500Mehmet Efe OzbekAinda não há avaliações
- 2N7002W, 2V7002W Small Signal MOSFETDocumento6 páginas2N7002W, 2V7002W Small Signal MOSFETlordycarlos8588Ainda não há avaliações
- NC 559 Asm TF PDFDocumento2 páginasNC 559 Asm TF PDFroto44Ainda não há avaliações
- SRP7028AA Series - Shielded Power Inductors: FeaturesDocumento6 páginasSRP7028AA Series - Shielded Power Inductors: FeaturesKiran PatelAinda não há avaliações
- Thermostat Types CAS 178, CAS 180, CAS 181: Installation GuideDocumento2 páginasThermostat Types CAS 178, CAS 180, CAS 181: Installation GuidePedro JacintoAinda não há avaliações
- Unisonic Technologies Co., LTD: 6.2A, 600V N-CHANNEL Power MosfetDocumento6 páginasUnisonic Technologies Co., LTD: 6.2A, 600V N-CHANNEL Power MosfetGuillermo PerezAinda não há avaliações
- 60EPU04 60APU04: Ultrafast Soft Recovery DiodeDocumento7 páginas60EPU04 60APU04: Ultrafast Soft Recovery Diodedaniela espinosaAinda não há avaliações
- WPS316LL Register Rev.00Documento1 páginaWPS316LL Register Rev.00Massimo FumarolaAinda não há avaliações
- WELDING PROCEDURE SPECIFICATION FOR SOUTH PARS GAS FIELD DEVELOPMENTDocumento1 páginaWELDING PROCEDURE SPECIFICATION FOR SOUTH PARS GAS FIELD DEVELOPMENTAhmed LepdaAinda não há avaliações
- P.No. Group N AWS No. Class Filler No (F. No.) A. No. Si No. Material Grade Filler Metal SFA NoDocumento3 páginasP.No. Group N AWS No. Class Filler No (F. No.) A. No. Si No. Material Grade Filler Metal SFA NoSitaram JhaAinda não há avaliações
- Valve Material EquivalentsDocumento8 páginasValve Material EquivalentsFabio Peres de LimaAinda não há avaliações
- Certificado Tee sch40Documento1 páginaCertificado Tee sch40benedicto soto mestanzaAinda não há avaliações
- Cross Reference Material List Invalved Eu Cross Reference SheetDocumento1 páginaCross Reference Material List Invalved Eu Cross Reference Sheetmech1kingAinda não há avaliações
- Electrodes Consumables PDFDocumento2 páginasElectrodes Consumables PDFravi00098Ainda não há avaliações
- Datasheet 1098 1100 Siphon PDFDocumento5 páginasDatasheet 1098 1100 Siphon PDFariesefendiAinda não há avaliações
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 páginaWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaAinda não há avaliações
- Join & Repair High-Carbon Steels with NiCr HLSDocumento1 páginaJoin & Repair High-Carbon Steels with NiCr HLSwalter091011Ainda não há avaliações
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 páginaWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaAinda não há avaliações
- Unisonic Technologies Co., LTD: 18A, 500V N-CHANNEL Power MosfetDocumento8 páginasUnisonic Technologies Co., LTD: 18A, 500V N-CHANNEL Power Mosfetramesh sahukhalAinda não há avaliações
- IRF 3805-IRF 3805S-IRF 3805L - MosfetDocumento12 páginasIRF 3805-IRF 3805S-IRF 3805L - MosfetTiago LeonhardtAinda não há avaliações
- AWS specifications for selecting electrodes for welding various material gradesDocumento1 páginaAWS specifications for selecting electrodes for welding various material gradesmohammedetaAinda não há avaliações
- LM140L/LM340L Series 3-Terminal Positive RegulatorsDocumento6 páginasLM140L/LM340L Series 3-Terminal Positive RegulatorsNoelAinda não há avaliações
- Autrod 1264Documento2 páginasAutrod 1264Anonymous yL7oldKAinda não há avaliações
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 páginaWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaAinda não há avaliações
- KK 821 enDocumento9 páginasKK 821 enMohamed RaafatAinda não há avaliações
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocumento1 páginaWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaAinda não há avaliações
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsAinda não há avaliações
- Heat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsNo EverandHeat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsNota: 5 de 5 estrelas5/5 (1)
- Materials Data for Cyclic Loading: Low-Alloy SteelsNo EverandMaterials Data for Cyclic Loading: Low-Alloy SteelsNota: 5 de 5 estrelas5/5 (2)
- Table T-233.1 For RTDocumento1 páginaTable T-233.1 For RTLipika GayenAinda não há avaliações
- Table T-233.1 For RTDocumento1 páginaTable T-233.1 For RTLipika GayenAinda não há avaliações
- Quality (1) Min. Yield Point (2) Tensile Strenght (3) Impact Strenght (4) Reh N/MM RM N/MM Temp °C Charpy VDocumento1 páginaQuality (1) Min. Yield Point (2) Tensile Strenght (3) Impact Strenght (4) Reh N/MM RM N/MM Temp °C Charpy VLipika Gayen100% (1)
- Impact Test Machine CalculationsDocumento6 páginasImpact Test Machine CalculationsSoumadipta SenAinda não há avaliações
- Third Party Inspection For Reciprocating Compressor - ProcedureDocumento12 páginasThird Party Inspection For Reciprocating Compressor - ProcedureLipika GayenAinda não há avaliações
- Tee JointsDocumento1 páginaTee JointsLipika GayenAinda não há avaliações
- CompressorDocumento17 páginasCompressorLipika GayenAinda não há avaliações
- T-721 For MPTDocumento1 páginaT-721 For MPTLipika GayenAinda não há avaliações
- Ductile Pipe MFG ProcessDocumento1 páginaDuctile Pipe MFG ProcessLipika GayenAinda não há avaliações
- Welding Procedure Specification: WPS For Low Yeild Streght Carbon Steel With PWHT (SMAW)Documento1 páginaWelding Procedure Specification: WPS For Low Yeild Streght Carbon Steel With PWHT (SMAW)Lipika GayenAinda não há avaliações
- CompressorDocumento17 páginasCompressorLipika GayenAinda não há avaliações
- How Does A Steam Boiler Work?Documento11 páginasHow Does A Steam Boiler Work?Lipika GayenAinda não há avaliações
- Acceptance Criteria For Pipeline & WQT: South Pars Gas Field Development 9&10 Pipe Line Connecting Phase 1 To Phases 9&10Documento4 páginasAcceptance Criteria For Pipeline & WQT: South Pars Gas Field Development 9&10 Pipe Line Connecting Phase 1 To Phases 9&10Lipika Gayen100% (1)
- CompressorDocumento6 páginasCompressorLipika GayenAinda não há avaliações
- CompressorDocumento17 páginasCompressorLipika GayenAinda não há avaliações
- API 650 Tank Design CalculationDocumento8 páginasAPI 650 Tank Design Calculationmail_younes659283% (29)
- Wa0000Documento9 páginasWa0000Lipika GayenAinda não há avaliações
- Axial Flow For Industry 1Documento9 páginasAxial Flow For Industry 1Lipika GayenAinda não há avaliações
- Test ConditionDocumento1 páginaTest ConditionLipika GayenAinda não há avaliações
- Code for Gas Welding Process and ParametersDocumento1 páginaCode for Gas Welding Process and ParametersLipika GayenAinda não há avaliações
- Work permit details for IPDC project constructionDocumento1 páginaWork permit details for IPDC project constructionLipika GayenAinda não há avaliações
- Technical Tank Inspection Report TemplateDocumento1 páginaTechnical Tank Inspection Report TemplateLipika GayenAinda não há avaliações
- S.No. Hospital Code Hospital NameDocumento20 páginasS.No. Hospital Code Hospital NameLipika GayenAinda não há avaliações
- Test ConditionDocumento1 páginaTest ConditionLipika GayenAinda não há avaliações
- Tank Shell DesignDocumento4 páginasTank Shell Designgon972001Ainda não há avaliações
- Tank Shell DesignDocumento4 páginasTank Shell Designgon972001Ainda não há avaliações
- Flange Dimensions and Pressure Ratings ChartDocumento24 páginasFlange Dimensions and Pressure Ratings Chartgateauxboy100% (2)
- API 650, 5.6.4, Calculation of Shell ThicknessDocumento31 páginasAPI 650, 5.6.4, Calculation of Shell ThicknessalokbdasAinda não há avaliações
- Standard Pipe Sizes and PropertiesDocumento64 páginasStandard Pipe Sizes and PropertiesLipika GayenAinda não há avaliações
- API 650 Datasheet 1Documento16 páginasAPI 650 Datasheet 1alwacsAinda não há avaliações
- Reformer Welding Joint SummaryDocumento1 páginaReformer Welding Joint SummaryPraveen RANAAinda não há avaliações
- Complete EDM Handbook - 13 PDFDocumento0 páginaComplete EDM Handbook - 13 PDFds_srinivasAinda não há avaliações
- SolidCAM 2015 Modules Overview Web PDFDocumento108 páginasSolidCAM 2015 Modules Overview Web PDFandrea772Ainda não há avaliações
- Diecast Defects ManualDocumento57 páginasDiecast Defects ManualPraveen CoolAinda não há avaliações
- Structural Steel Welded Connections Design ReportDocumento4 páginasStructural Steel Welded Connections Design ReportChris Paulo100% (1)
- Casting PDFDocumento48 páginasCasting PDFsanjay_lingotAinda não há avaliações
- Casting Defect Causes RemediesDocumento22 páginasCasting Defect Causes RemediesDeepakKaushik100% (1)
- A1AC Boundary Sample CastingDocumento4 páginasA1AC Boundary Sample CastingShiva SrtAinda não há avaliações
- Cast-iron welding guide covers standardsDocumento10 páginasCast-iron welding guide covers standardsclnAinda não há avaliações
- CNC Programming Handbook Smid 195 - 293Documento99 páginasCNC Programming Handbook Smid 195 - 293Răzvan Iordache100% (1)
- NDE RequestDocumento2 páginasNDE Requestkeymal9195Ainda não há avaliações
- Internship Report Writing - Steel PlantDocumento21 páginasInternship Report Writing - Steel PlantAbhinash Jami90% (10)
- Manufacturing Process 1 Question BankDocumento6 páginasManufacturing Process 1 Question BankAshok PradhanAinda não há avaliações
- Question On CSWIP 3.2Documento7 páginasQuestion On CSWIP 3.2mushruff88% (8)
- Wopq Format Asme Qw-360Documento1 páginaWopq Format Asme Qw-360Anonymous S33n8gAinda não há avaliações
- Arc Welding and Gas Welding Processes ExplainedDocumento23 páginasArc Welding and Gas Welding Processes ExplainedRaghu ChowdaryAinda não há avaliações
- Definitions: I) /60v, Where V Voltage, I Amperage, V Weld Travel Speed (In./min.)Documento2 páginasDefinitions: I) /60v, Where V Voltage, I Amperage, V Weld Travel Speed (In./min.)Michael JohnsonAinda não há avaliações
- Electrex General Catalogue - Welding Machines History InnovationDocumento52 páginasElectrex General Catalogue - Welding Machines History InnovationO TottaAinda não há avaliações
- Ab-076a Welder Qualification Record WQRDocumento1 páginaAb-076a Welder Qualification Record WQRAhmed Shaban KotbAinda não há avaliações
- Asme Ix Changes 2017Documento4 páginasAsme Ix Changes 2017END - PTSC S.A.S.Ainda não há avaliações
- Collapsible Core Injection Molding MoldsDocumento15 páginasCollapsible Core Injection Molding MoldsagniflameAinda não há avaliações
- Welding ProcessesDocumento46 páginasWelding Processesbabitasharma100% (1)
- Welding Process XXXDocumento77 páginasWelding Process XXXKentDemeterioAinda não há avaliações
- Welding 'Documento515 páginasWelding 'Gopu Pushpangadhan67% (3)
- Identifying Casting DefectsDocumento4 páginasIdentifying Casting Defectsdarwin_huaAinda não há avaliações
- SMAW & GTAW Filler Metal Selection GuideDocumento2 páginasSMAW & GTAW Filler Metal Selection GuideShanmuga Navaneethan100% (1)
- Clamping ToolsDocumento190 páginasClamping ToolsИван РадивојевићAinda não há avaliações
- Manufacturing ScienceDocumento21 páginasManufacturing Scienceman singh azadAinda não há avaliações
- Radiographic Film Interpretation GuideDocumento220 páginasRadiographic Film Interpretation Guidejar_2100% (2)
- Design Castings Weldments Form Manufacture AssemblyDocumento38 páginasDesign Castings Weldments Form Manufacture AssemblyAnonymous UEAa6FX60% (10)