Você também pode gostar
- WELDING-Root Cause For DefectsDocumento10 páginasWELDING-Root Cause For DefectsSiddhardha Msv50% (4)
- ASTM Welding Tips A410 To A643Documento20 páginasASTM Welding Tips A410 To A643MARIO HUAMANAinda não há avaliações
- Distortion in Welding 1111111Documento40 páginasDistortion in Welding 1111111wenigma100% (1)
- Fronius Cold Metal TransferDocumento16 páginasFronius Cold Metal Transferbonmarche28Ainda não há avaliações
- Undercut - Most Predominant Weld Fault Fix: Short Arc Length, Proper Amperage and SpeedDocumento27 páginasUndercut - Most Predominant Weld Fault Fix: Short Arc Length, Proper Amperage and SpeedJACKMAAAAAinda não há avaliações
- Tips For The Practitioner.: Flame StraighteningDocumento2 páginasTips For The Practitioner.: Flame StraighteningmikirscAinda não há avaliações
- Welding DefectsDocumento32 páginasWelding DefectsJayesh100% (3)
- ASTM Welding Procedures A36 To A930Documento22 páginasASTM Welding Procedures A36 To A930Israel Mojica MAinda não há avaliações
- Electrodes EnglishDocumento139 páginasElectrodes Englishcostelino72Ainda não há avaliações
- PreheatDocumento2 páginasPreheatZoe ToAinda não há avaliações
- MIG Welding Guide - Processes, Principles & Applications of GMAWDocumento23 páginasMIG Welding Guide - Processes, Principles & Applications of GMAWAsad Bin Ala Qatari50% (2)
- WeldingDocumento84 páginasWeldingJigar DodiaAinda não há avaliações
- Weld Imperfections and Preventive MeasuresDocumento25 páginasWeld Imperfections and Preventive Measuresecaph244100% (1)
- Welding FundamentalsDocumento6 páginasWelding FundamentalsChinmay Das100% (1)
- Welding Galvanized SteelDocumento6 páginasWelding Galvanized SteelmperelmuterAinda não há avaliações
- Distortion Control MethodsDocumento36 páginasDistortion Control Methodsbmkramesh100% (4)
- 09 WIS5 Welding SymbolsDocumento56 páginas09 WIS5 Welding SymbolsPria Gautama100% (3)
- Flux Cored and MIG Pipe WeldingDocumento59 páginasFlux Cored and MIG Pipe Weldingcentaury2013Ainda não há avaliações
- Welding Technology D1.1Documento69 páginasWelding Technology D1.1rpcampbell100% (2)
- Flame Straightening S355Documento9 páginasFlame Straightening S355Anonymous oI04sS100% (1)
- Welding ProcessesDocumento7 páginasWelding ProcessesTridib DeyAinda não há avaliações
- Gen - Importance of Welding in L & T PDFDocumento30 páginasGen - Importance of Welding in L & T PDFSivaAinda não há avaliações
- Aluminium WeldingDocumento0 páginaAluminium Weldingrohitbhat2345Ainda não há avaliações
- How To Prevent Control Welding DistortionDocumento2 páginasHow To Prevent Control Welding DistortionNilesh DalviAinda não há avaliações
- Gmaw Thumb RuleDocumento68 páginasGmaw Thumb Rule0502raviAinda não há avaliações
- GTAW TIG Welding GuideDocumento17 páginasGTAW TIG Welding Guidewindgust82Ainda não há avaliações
- GMAWDocumento53 páginasGMAWJithuJohn100% (1)
- Esab Welding Filler Metal Handbook 2016 2017 PDFDocumento556 páginasEsab Welding Filler Metal Handbook 2016 2017 PDFvano4906100% (2)
- Stainless Steel With TIG WeldingDocumento41 páginasStainless Steel With TIG Weldingaravindan100% (3)
- CSWIP 3.1 Welding Inspection GuideDocumento67 páginasCSWIP 3.1 Welding Inspection Guidedanut horincasAinda não há avaliações
- Question Excerpt From CSWIP 3Documento4 páginasQuestion Excerpt From CSWIP 3Ekor JohnAinda não há avaliações
- Anderson CrackinginAluminumAlloysDocumento35 páginasAnderson CrackinginAluminumAlloysamine100% (1)
- Gmaw & Fcaw-MsmeDocumento73 páginasGmaw & Fcaw-MsmemilindAinda não há avaliações
- Distortion - Australian Welding InstituteDocumento19 páginasDistortion - Australian Welding InstitutenellaiAinda não há avaliações
- TWI Cswip 3.1wis 5 Welding Inspection Welding Symbols BSEN ISO 22553 /AWS A2Documento68 páginasTWI Cswip 3.1wis 5 Welding Inspection Welding Symbols BSEN ISO 22553 /AWS A2Ali ClubistAinda não há avaliações
- Repairing A Crack in CastingDocumento2 páginasRepairing A Crack in CastingpriaAinda não há avaliações
- Welding MetallurgyDocumento37 páginasWelding Metallurgyhemant1886100% (4)
- Welding ElotrodeDocumento3 páginasWelding ElotrodeNiranjan khatuaAinda não há avaliações
- Welding QuestionnairDocumento44 páginasWelding QuestionnairmqblahmdAinda não há avaliações
- Spot Welding Process LabDocumento4 páginasSpot Welding Process Labjunaid gujratiAinda não há avaliações
- MIG Welding Aluminum Guide: Equipment, Settings & TechniquesDocumento8 páginasMIG Welding Aluminum Guide: Equipment, Settings & TechniquesHandri YantoAinda não há avaliações
- Aluminum WeldingDocumento7 páginasAluminum Weldingarbor020% (1)
- Fabricating Techniques: Welding Aluminum: Different But Not DifficultDocumento5 páginasFabricating Techniques: Welding Aluminum: Different But Not DifficultDee Dee0% (1)
- Welding AluminumDocumento4 páginasWelding AluminumHeryanda OnDaudAinda não há avaliações
- Boc Welding Consumables-AluminiumDocumento15 páginasBoc Welding Consumables-AluminiumClaudia MmsAinda não há avaliações
- Aluminum SolderingDocumento14 páginasAluminum SolderingChris De La TorreAinda não há avaliações
- Guide to Welding Aluminium: Properties, Alloys, Filler Metals & TechniquesDocumento55 páginasGuide to Welding Aluminium: Properties, Alloys, Filler Metals & Techniquesprem nautiyal100% (1)
- Aluminium Alloy Guide - Properties, Grades & ApplicationsDocumento22 páginasAluminium Alloy Guide - Properties, Grades & ApplicationsAashish Gharde0% (1)
- Unit 4-2-NonferrousDocumento32 páginasUnit 4-2-NonferrousNisha JaiswalAinda não há avaliações
- METALLOGRAPHIC PROPERTIES: MILD STEELS TO BRASSDocumento4 páginasMETALLOGRAPHIC PROPERTIES: MILD STEELS TO BRASSmuralidharanAinda não há avaliações
- AL Alloy Details With WeldingDocumento36 páginasAL Alloy Details With WeldingVelmohanaAinda não há avaliações
- Aluminium Mig WeldingDocumento5 páginasAluminium Mig WeldingManish SharmaAinda não há avaliações
- Fabrication Characteristics: MachinabilityDocumento2 páginasFabrication Characteristics: Machinabilityjuan pablo tangarife motaAinda não há avaliações
- Aluminium AlloyDocumento17 páginasAluminium AlloyPrasanth PAinda não há avaliações
- AGA Aluminum Welding BrochureDocumento16 páginasAGA Aluminum Welding Brochureaghosh704Ainda não há avaliações
- Aluminium: Special Commodity ReportDocumento10 páginasAluminium: Special Commodity ReporttejaskopardeAinda não há avaliações
- Aluminium Alloy - Wikipedia, The Free EncyclopediaDocumento12 páginasAluminium Alloy - Wikipedia, The Free EncyclopediaAshishJoshi100% (1)
- Properties and Uses of Aluminum and Its AlloysDocumento4 páginasProperties and Uses of Aluminum and Its AlloysUmar AyazAinda não há avaliações
- Aluminum As Alloy and DeoxidantDocumento5 páginasAluminum As Alloy and DeoxidantlarryjhAinda não há avaliações
- CA03 ParchamentoJVMDocumento7 páginasCA03 ParchamentoJVMJohnrey ParchamentoAinda não há avaliações
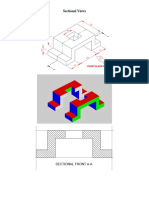
- Sectional ViewDocumento2 páginasSectional ViewahmedAinda não há avaliações
- Deposition Rates For Stick ElectrodesDocumento3 páginasDeposition Rates For Stick ElectrodesahmedAinda não há avaliações
- Assignment No. 4 BlankDocumento15 páginasAssignment No. 4 BlankahmedAinda não há avaliações
- Grade Structure Revamping TemplateDocumento1 páginaGrade Structure Revamping TemplateahmedAinda não há avaliações
- Btus, CFMS, and Gges DemystifiedDocumento2 páginasBtus, CFMS, and Gges DemystifiedahmedAinda não há avaliações
- Measuring Metal Strength (Tensile & Impact Strength)Documento5 páginasMeasuring Metal Strength (Tensile & Impact Strength)ahmedAinda não há avaliações
- Department OF Mechanical Engineering Technology: Heat Engines LaboratoryDocumento2 páginasDepartment OF Mechanical Engineering Technology: Heat Engines LaboratoryahmedAinda não há avaliações
- Science Answer KeyDocumento1 páginaScience Answer KeyahmedAinda não há avaliações
- YIC Materials Testing Lab Equipment and ExperimentsDocumento2 páginasYIC Materials Testing Lab Equipment and ExperimentsahmedAinda não há avaliações
- 5S PrincipleDocumento53 páginas5S PrincipleAmir M. VillasAinda não há avaliações
- Fuel TrimsDocumento6 páginasFuel TrimsahmedAinda não há avaliações
- Plasma 2Documento13 páginasPlasma 2ahmedAinda não há avaliações
- Abdullah - Book Appointment With Consulate General of Pakistan, Jeddah PDFDocumento1 páginaAbdullah - Book Appointment With Consulate General of Pakistan, Jeddah PDFahmedAinda não há avaliações
- 6 Mistakes That Can Lead To Cracked WeldsDocumento4 páginas6 Mistakes That Can Lead To Cracked WeldsahmedAinda não há avaliações
- 7 Ways You Are Violating Welding Procedures and Don't Know ItDocumento2 páginas7 Ways You Are Violating Welding Procedures and Don't Know ItahmedAinda não há avaliações
- Illness Caused by Welding Fume and GasesDocumento2 páginasIllness Caused by Welding Fume and GasesahmedAinda não há avaliações
- Plasma 2Documento14 páginasPlasma 2ahmedAinda não há avaliações
- Drill Bit Size ChartDocumento22 páginasDrill Bit Size ChartahmedAinda não há avaliações
- Method of Calculating The Cooling Rate in HAZ During WeldingDocumento6 páginasMethod of Calculating The Cooling Rate in HAZ During WeldingahmedAinda não há avaliações
- Grinding Wheel SpecificationsDocumento2 páginasGrinding Wheel SpecificationsahmedAinda não há avaliações
- PlasmaDocumento8 páginasPlasmaahmedAinda não há avaliações
- Tip Data For OFWDocumento1 páginaTip Data For OFWahmedAinda não há avaliações
- PlasmaDocumento7 páginasPlasmaahmedAinda não há avaliações
- Why Is "Cold Cutting" Superior To Plasma Cutting?Documento9 páginasWhy Is "Cold Cutting" Superior To Plasma Cutting?ahmedAinda não há avaliações
- To Be Free From Oil and Dirt ADAPTOR, CGA-022 To 1/4 NPT GDG PSMDocumento1 páginaTo Be Free From Oil and Dirt ADAPTOR, CGA-022 To 1/4 NPT GDG PSMahmedAinda não há avaliações
- ASGEpg187 PDFDocumento3 páginasASGEpg187 PDFbkprodhAinda não há avaliações
- CGA Selection Chart for Pure & Mixed Industrial GasesDocumento1 páginaCGA Selection Chart for Pure & Mixed Industrial GasesSadot GutierrezAinda não há avaliações
- A Complete Guide To Pipe SizesDocumento25 páginasA Complete Guide To Pipe SizesahmedAinda não há avaliações
- UNCUNF Threads - SizeDocumento1 páginaUNCUNF Threads - SizeahmedAinda não há avaliações
- Help Welding Calculation - WeldingDocumento14 páginasHelp Welding Calculation - Weldingahmed100% (1)
- An Assessment of Singapore Airlines Environmentally Sustainable Energy ManagementDocumento15 páginasAn Assessment of Singapore Airlines Environmentally Sustainable Energy ManagementMamta AgarwalAinda não há avaliações
- Xenon Short Arc Lamps: Light Source XE150 (650-0091)Documento2 páginasXenon Short Arc Lamps: Light Source XE150 (650-0091)Abhishek GuddadAinda não há avaliações
- CH-2 IS MATTER AROUND US PUREDocumento2 páginasCH-2 IS MATTER AROUND US PUREgurdeepsarora8738100% (1)
- 3-day CertificateDocumento25 páginas3-day Certificateganesh kondikire100% (8)
- Sabah TL 1Documento1 páginaSabah TL 1MT HazrieAinda não há avaliações
- Speader Valves Hk66b102Documento12 páginasSpeader Valves Hk66b102seaqu3stAinda não há avaliações
- The Concept of Ev S Intelligent Integrated Station and Its Energy FlowDocumento29 páginasThe Concept of Ev S Intelligent Integrated Station and Its Energy FlowHorváth PéterAinda não há avaliações
- Thermal Power Plant: " " NTPC (Dadri)Documento17 páginasThermal Power Plant: " " NTPC (Dadri)Kulvinder SinghAinda não há avaliações
- Hydraulic Turbines: Turbines and That Con Vert Mechanical Energy IntoDocumento22 páginasHydraulic Turbines: Turbines and That Con Vert Mechanical Energy IntosaitejaAinda não há avaliações
- Reading Comprehension EnviromentDocumento5 páginasReading Comprehension Enviromentandreapichoni100% (1)
- Chapter 1Documento27 páginasChapter 1Omotayo PaulAinda não há avaliações
- Nonequilibrium Statistical MechanicsDocumento299 páginasNonequilibrium Statistical MechanicsKshitij LauriaAinda não há avaliações
- Toyota 2trfe Valve Stem Lash CapsDocumento3 páginasToyota 2trfe Valve Stem Lash CapsJose Pichinte100% (2)
- Mooring System Analysis of Multiple Wave Energy Converters in A Farm ConfigurationDocumento10 páginasMooring System Analysis of Multiple Wave Energy Converters in A Farm ConfigurationAleix Jesus Maria ArenasAinda não há avaliações
- Screw Compressor 6C1 Series 185S 185SRDocumento79 páginasScrew Compressor 6C1 Series 185S 185SRthuan100% (1)
- Engineer's and Contractor's Sticker DetailsDocumento4 páginasEngineer's and Contractor's Sticker DetailssartajAinda não há avaliações
- Dennis Miru Graphic Design PortfolioDocumento9 páginasDennis Miru Graphic Design PortfoliodenosciAinda não há avaliações
- Paradeep Refinery Project: A Sunrise Project For A Sunshine FutureDocumento35 páginasParadeep Refinery Project: A Sunrise Project For A Sunshine Futuremujeebtalib80% (5)
- Window U-Value ModuleDocumento46 páginasWindow U-Value ModuleSze Yan LamAinda não há avaliações
- Dynamic Balancing Machines Measure and Correct UnbalanceDocumento9 páginasDynamic Balancing Machines Measure and Correct UnbalanceAmmar Al-Aghbari100% (1)
- MSBTETE Thermal Engineering Model Answer KeyDocumento15 páginasMSBTETE Thermal Engineering Model Answer KeyMohit D MoreAinda não há avaliações
- Pure Epoxy Primer (Zinc and Lead Free) 1 X 50 M Micaceous Iron Oxide 2 Pack Epoxy 2 X 100 M Polyurethane-Acrylic 1 X 50 M Total 300 MDocumento2 páginasPure Epoxy Primer (Zinc and Lead Free) 1 X 50 M Micaceous Iron Oxide 2 Pack Epoxy 2 X 100 M Polyurethane-Acrylic 1 X 50 M Total 300 MTrịnh Đức HạnhAinda não há avaliações
- SUNSLATES™ 6 PV Roof Tile - Award Winning Architectural AppealDocumento2 páginasSUNSLATES™ 6 PV Roof Tile - Award Winning Architectural AppealFaeria20Ainda não há avaliações
- List of Licensed Wholesale Operators As of Dec 16 2Documento3 páginasList of Licensed Wholesale Operators As of Dec 16 2Tumsifu SiaoAinda não há avaliações
- Bachelor of Engineering (Hons) Chemical Course OutlineDocumento2 páginasBachelor of Engineering (Hons) Chemical Course OutlineWan Mohammad Faris FahmiAinda não há avaliações
- Manta To Richmond SIMOPS Risk Matrix FINALDocumento1 páginaManta To Richmond SIMOPS Risk Matrix FINALDesmond Chang50% (2)
- Diagrama Electr 325c ExcavaDocumento2 páginasDiagrama Electr 325c ExcavaTecnicos-mexicanos Soto100% (3)
- Power and Wiring Cables GuideDocumento82 páginasPower and Wiring Cables GuideZzzdddAinda não há avaliações
- 308.8515.3.4-4 Serie 9 ENDocumento40 páginas308.8515.3.4-4 Serie 9 ENСергій БоженкоAinda não há avaliações
- Effectiveness of Sootblowers in Boilers Thermal Power StationDocumento7 páginasEffectiveness of Sootblowers in Boilers Thermal Power Stationdillipsh123Ainda não há avaliações