Você também pode gostar
- Wset Level 2Documento63 páginasWset Level 2Jason-chung33% (3)
- STJLR 51 5254Documento7 páginasSTJLR 51 5254akomocar100% (1)
- GMW 8-2008Documento9 páginasGMW 8-2008Clauco Tiago Seno RoqueAinda não há avaliações
- Guide to Load Analysis for Durability in Vehicle EngineeringNo EverandGuide to Load Analysis for Durability in Vehicle EngineeringP. JohannessonNota: 4 de 5 estrelas4/5 (1)
- En 10263-2 2001Documento7 páginasEn 10263-2 2001Luca TurraAinda não há avaliações
- JIS-standard G3113 PDFDocumento11 páginasJIS-standard G3113 PDFmaheshAinda não há avaliações
- Jsae Jaso c615-1989Documento18 páginasJsae Jaso c615-1989pranayAinda não há avaliações
- Proceso de LimpiezaDocumento17 páginasProceso de LimpiezaPatricioAinda não há avaliações
- 521+technical Data Sheet V-6Documento2 páginas521+technical Data Sheet V-6TeenTeen GaMingAinda não há avaliações
- Ford We 910 - 2001Documento6 páginasFord We 910 - 2001Jason-chungAinda não há avaliações
- Ford We 910 - 2001Documento6 páginasFord We 910 - 2001Jason-chungAinda não há avaliações
- IBR Design Calculations - FinalDocumento6 páginasIBR Design Calculations - Finalshazan100% (1)
- GED Chemistry Note1 (Atoms, Molecules and Their Properties)Documento6 páginasGED Chemistry Note1 (Atoms, Molecules and Their Properties)Shahadat Hussain Parvez100% (2)
- WSS M1P94 ADocumento9 páginasWSS M1P94 AAleks SenaAinda não há avaliações
- Wsf-M4d618-A 31au05Documento4 páginasWsf-M4d618-A 31au05Yan WendelAinda não há avaliações
- STJLR 01 5070Documento4 páginasSTJLR 01 5070manuanil1989Ainda não há avaliações
- Forging Die Design & SimulationDocumento8 páginasForging Die Design & SimulationKumar SatyamAinda não há avaliações
- VW 011 03Documento22 páginasVW 011 03Alexandre UrquizaAinda não há avaliações
- M0140 (2014-N) NES: Salt Spray TestingDocumento11 páginasM0140 (2014-N) NES: Salt Spray TestingBea RiveraAinda não há avaliações
- VCS 1027 1449 - 循环耐腐试验Documento14 páginasVCS 1027 1449 - 循环耐腐试验Wei Yue ZhuanAinda não há avaliações
- VW2.8.1 en 2009-12-01Documento17 páginasVW2.8.1 en 2009-12-01mehmet ustunAinda não há avaliações
- HCL Definitive Guide To DFM Success Sheet Metal Design GuidelinesDocumento61 páginasHCL Definitive Guide To DFM Success Sheet Metal Design GuidelinesMithun N GowdaAinda não há avaliações
- Organic Coat GMW 14670 PDFDocumento4 páginasOrganic Coat GMW 14670 PDFYosua Dimas Agus SriyantoAinda não há avaliações
- RCAR Bumper Barrier Model For RCAR Structural TestDocumento8 páginasRCAR Bumper Barrier Model For RCAR Structural Testtrev3rAinda não há avaliações
- Rheocasting of Semi-Solid A357 AluminumDocumento7 páginasRheocasting of Semi-Solid A357 AluminumikehrpAinda não há avaliações
- Corporate Engineering Test ProcedureDocumento19 páginasCorporate Engineering Test ProceduresyahmitoAinda não há avaliações
- 402 - 2015 - Product EspecificationDocumento272 páginas402 - 2015 - Product EspecificationGustavo CarreraAinda não há avaliações
- BMW GS 90010-1 2020-01 EN (Metallic Coatings and Inorganic Coating Systems)Documento12 páginasBMW GS 90010-1 2020-01 EN (Metallic Coatings and Inorganic Coating Systems)Adrian Graciano100% (2)
- Cast Iron - A Predictable Material: Jörg C. Sturm and Guido BuschDocumento11 páginasCast Iron - A Predictable Material: Jörg C. Sturm and Guido BuschRajesh SharmaAinda não há avaliações
- GMW - 4707-2002 Corrosion Protective Coating Zinc Plating OrganicDocumento3 páginasGMW - 4707-2002 Corrosion Protective Coating Zinc Plating Organichorse888Ainda não há avaliações
- Engineering Material Specification: Not To Be Used For New DesignDocumento5 páginasEngineering Material Specification: Not To Be Used For New Designjavier ortizAinda não há avaliações
- CS-11000Documento17 páginasCS-11000Engenharia APedro100% (1)
- Nemak Casting Defects - An OverviewDocumento39 páginasNemak Casting Defects - An OverviewAlejandro Jose Garcia Fernandez100% (2)
- Crash-Regulations: Europe, United Nations, USA, China and IndiaDocumento1 páginaCrash-Regulations: Europe, United Nations, USA, China and Indiaprakash srivastavaAinda não há avaliações
- AHSS Applications Guidelines - FinalDocumento348 páginasAHSS Applications Guidelines - FinalNuket Mehmet EkiciAinda não há avaliações
- TL245 English 2004Documento8 páginasTL245 English 2004Elliott RussellAinda não há avaliações
- CR StandardsDocumento6 páginasCR Standardsalpha_beta48Ainda não há avaliações
- STJLR-99-9999 - Iss 2Documento17 páginasSTJLR-99-9999 - Iss 2Seda De DrasniaAinda não há avaliações
- GMW14672 ProfileID - 000070128Documento15 páginasGMW14672 ProfileID - 000070128Muthu Ganesh100% (1)
- Determination of Forming Limit Curves On ARGOMDocumento58 páginasDetermination of Forming Limit Curves On ARGOMEduardo Felippe de SouzaAinda não há avaliações
- Magnesium and Aluminum Alloys in Automotive Industry PDFDocumento11 páginasMagnesium and Aluminum Alloys in Automotive Industry PDFΝΙΚΟΛΑΟΣ ΚΑΡΑΓΚΙΑΟΥΡΗΣAinda não há avaliações
- TL 226 en 2018Documento13 páginasTL 226 en 2018Michal BílekAinda não há avaliações
- Insulating Material PV 3357: KonzernnormDocumento7 páginasInsulating Material PV 3357: Konzernnormerik0007Ainda não há avaliações
- WSS M8P16 BDocumento16 páginasWSS M8P16 Berik0007Ainda não há avaliações
- Dsc-Disc Springs To DIN 2093 UsDocumento6 páginasDsc-Disc Springs To DIN 2093 UsYoe NoesAinda não há avaliações
- Nadca GDT 2009Documento34 páginasNadca GDT 2009nareshkesarkerAinda não há avaliações
- Jis G3141Documento28 páginasJis G3141hailander castañeda martinez100% (1)
- A Review On Investigation of Casting Defects With SimulationDocumento5 páginasA Review On Investigation of Casting Defects With SimulationInternational Journal of Innovations in Engineering and ScienceAinda não há avaliações
- Analisis of Suspension Arm PDFDocumento6 páginasAnalisis of Suspension Arm PDFSantiago UrgilesAinda não há avaliações
- GMW PQ140-250 PF144x72Documento4 páginasGMW PQ140-250 PF144x72seriousguy2Ainda não há avaliações
- VW 50125 enDocumento12 páginasVW 50125 enDan IlcaAinda não há avaliações
- GMW 14057Documento10 páginasGMW 14057JOECOOL67Ainda não há avaliações
- Astm B117Documento12 páginasAstm B117aldairlopesAinda não há avaliações
- 216 Body Lupo 3LDocumento36 páginas216 Body Lupo 3LvolkovwAinda não há avaliações
- GEOMETDocumento4 páginasGEOMETtoyota952Ainda não há avaliações
- Scratch Resistance Test BSENISO15182001Documento14 páginasScratch Resistance Test BSENISO15182001Jose Antonio Lucero CruzAinda não há avaliações
- Po DFADocumento8 páginasPo DFADiemsurAinda não há avaliações
- PV 6702 EnglischDocumento13 páginasPV 6702 Englischjopster84Ainda não há avaliações
- Design For PlasticsDocumento29 páginasDesign For PlasticsiescuderovAinda não há avaliações
- VW - 50185 - en 08.2016Documento15 páginasVW - 50185 - en 08.2016Reginaldo SantosAinda não há avaliações
- Jde 10050Documento20 páginasJde 10050X800XLAinda não há avaliações
- VW 13750 English PDFDocumento16 páginasVW 13750 English PDFOsvaldo MezaAinda não há avaliações
- Friction Stir Welding of Dissimilar Alloys and MaterialsNo EverandFriction Stir Welding of Dissimilar Alloys and MaterialsNota: 3 de 5 estrelas3/5 (1)
- Corrosion PDFDocumento9 páginasCorrosion PDFJuan David Garcia PereiraAinda não há avaliações
- Pintura Epoxica Sherwin Willians Hoja SeguridadDocumento4 páginasPintura Epoxica Sherwin Willians Hoja Seguridad1Ainda não há avaliações
- Analysis and Optimization of Cooling Channels Performances For Industrial ExtrusDocumento12 páginasAnalysis and Optimization of Cooling Channels Performances For Industrial ExtrusJason-chungAinda não há avaliações
- 03 2017 0041 自攻螺絲垂直引拔抵抗7Documento16 páginas03 2017 0041 自攻螺絲垂直引拔抵抗7Jason-chungAinda não há avaliações
- 20160323110453-11SMn30 (9SMn28)Documento1 página20160323110453-11SMn30 (9SMn28)novkovic1984Ainda não há avaliações
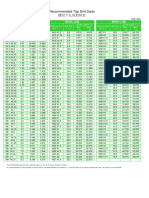
- Recommended Tap Drill SizesDocumento4 páginasRecommended Tap Drill SizesJason-chungAinda não há avaliações
- Toleranties Rubberartikelen AlgemeenDocumento2 páginasToleranties Rubberartikelen AlgemeenJason-chung100% (1)
- Toleranties Rubberartikelen Algemeen PDFDocumento2 páginasToleranties Rubberartikelen Algemeen PDFJason-chungAinda não há avaliações
- Atlas Aluminium Datasheet 5052 Rev Oct 2013Documento3 páginasAtlas Aluminium Datasheet 5052 Rev Oct 2013Jason-chungAinda não há avaliações
- 36smnpb14 1.0765 pr80 11l37 EngDocumento1 página36smnpb14 1.0765 pr80 11l37 EngJason-chungAinda não há avaliações
- Urban Drainage Hydraulic CalculationsDocumento1 páginaUrban Drainage Hydraulic CalculationsImran AzizAinda não há avaliações
- NEET Syllabus 2023Documento7 páginasNEET Syllabus 2023Shaik AmjadAinda não há avaliações
- WHO Monograph CurcumaDocumento8 páginasWHO Monograph CurcumaMuhammad Miftahul HudaAinda não há avaliações
- Ventilation Rates - ASHRAE 62.1-2013-2Documento4 páginasVentilation Rates - ASHRAE 62.1-2013-2Mohammed Abdul MoiedAinda não há avaliações
- Name: Vine Ortega Bsmls - 1Documento4 páginasName: Vine Ortega Bsmls - 1Vine OrtegaAinda não há avaliações
- Biochemistry of Connective Tissue DentistrykopptxDocumento97 páginasBiochemistry of Connective Tissue DentistrykopptxAbdullah Khalid VirkAinda não há avaliações
- Tutorial 5Documento1 páginaTutorial 5sakinah azizanAinda não há avaliações
- DNA Structure + Function 12-1Documento31 páginasDNA Structure + Function 12-1Jalajarani AridassAinda não há avaliações
- Isolated Sloped Footing SpreadsheetDocumento283 páginasIsolated Sloped Footing Spreadsheetarif_rubin100% (3)
- An Overview of Brake Noise and Vibration ProblemsDocumento7 páginasAn Overview of Brake Noise and Vibration ProblemsChangbum YuAinda não há avaliações
- Rotodynamic Machines: Engine or Motor Is UsedDocumento25 páginasRotodynamic Machines: Engine or Motor Is UsedWika ElmasryAinda não há avaliações
- Bernoulli Molecular ExplanationDocumento5 páginasBernoulli Molecular ExplanationmdimauroAinda não há avaliações
- Ijftr 34 (2) 137-143Documento7 páginasIjftr 34 (2) 137-143Mohammad HussainAinda não há avaliações
- Hydrogen Peroxide DecompositionDocumento17 páginasHydrogen Peroxide DecompositionTan Xin YuAinda não há avaliações
- Chapter 6 Powerpoint IIDocumento34 páginasChapter 6 Powerpoint IIhdavey100% (1)
- FDA - ICH M7 (R1) - Control of Mutagenic Impurities in Pharmaceuticals 03.2018Documento131 páginasFDA - ICH M7 (R1) - Control of Mutagenic Impurities in Pharmaceuticals 03.2018Catrinescu OanaAinda não há avaliações
- FLS Coal FeederDocumento17 páginasFLS Coal Feedertrung2iAinda não há avaliações
- Ow-En AirpelDocumento4 páginasOw-En AirpelmuppetscrapAinda não há avaliações
- SDFDSEFDocumento3 páginasSDFDSEFpppppp5Ainda não há avaliações
- Template IJoSTDocumento8 páginasTemplate IJoSTanatun nisa munamahAinda não há avaliações
- Tle Report 3rd QuarterDocumento5 páginasTle Report 3rd QuarterZaren MendozaAinda não há avaliações
- Liquid Crystal DisplayDocumento2 páginasLiquid Crystal DisplayreshusaAinda não há avaliações
- High Temperature Oxidation and Corrosion of Metals: David YoungDocumento2 páginasHigh Temperature Oxidation and Corrosion of Metals: David YoungMahmoud MohammdAinda não há avaliações
- Unit 8Documento23 páginasUnit 8Anurag PandeyAinda não há avaliações
- Constitutive Equation For AISI4140 Steel Applicable To A Wide Range of Strain Rates at Elevated TemperaturesDocumento6 páginasConstitutive Equation For AISI4140 Steel Applicable To A Wide Range of Strain Rates at Elevated TemperaturesWinston SequeiraAinda não há avaliações
- AMLTM.00.092-00-Iss1 Tape Adhesion Test For Paints and CoatingsDocumento6 páginasAMLTM.00.092-00-Iss1 Tape Adhesion Test For Paints and CoatingsalbertoAinda não há avaliações
- RT 140Documento13 páginasRT 140Dmitrii Pustoshkin100% (1)