Você também pode gostar
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Erp 2011Documento83 páginasErp 2011Hadi P.Ainda não há avaliações
- Journal Pre-Proof: Simulation Modelling Practice and TheoryDocumento64 páginasJournal Pre-Proof: Simulation Modelling Practice and TheoryHadi P.Ainda não há avaliações
- Little Book ValnDocumento57 páginasLittle Book ValnHadi P.Ainda não há avaliações
- A Multi-Objective Analysis For Import Quota Policy Making in A Perishable Fruit and Vegetable Supply Chain: A System Dynamics ApproachDocumento10 páginasA Multi-Objective Analysis For Import Quota Policy Making in A Perishable Fruit and Vegetable Supply Chain: A System Dynamics ApproachHadi P.Ainda não há avaliações
- Food Standards, Certification, and Poverty Among Coffee Farmers in UgandaDocumento13 páginasFood Standards, Certification, and Poverty Among Coffee Farmers in UgandaHadi P.Ainda não há avaliações
- Val Closing PropositionsDocumento7 páginasVal Closing PropositionsHadi P.Ainda não há avaliações
- Global Private Regulation and Value-Chain Restructuring in Indonesian Smallholder Coffee SystemsDocumento16 páginasGlobal Private Regulation and Value-Chain Restructuring in Indonesian Smallholder Coffee SystemsHadi P.Ainda não há avaliações
- Performance Measurement: A Conceptual Framework For Supply Chain PracticesDocumento10 páginasPerformance Measurement: A Conceptual Framework For Supply Chain PracticesHadi P.Ainda não há avaliações
- Apply Lean and Taguchi in Different Level of Variability of Food Flow Processing SystemDocumento7 páginasApply Lean and Taguchi in Different Level of Variability of Food Flow Processing SystemHadi P.Ainda não há avaliações
- Sciencedirect: Challenges of Internationalization For Smes and Overcoming These Challenges: A Case Study From TurkeyDocumento10 páginasSciencedirect: Challenges of Internationalization For Smes and Overcoming These Challenges: A Case Study From TurkeyHadi P.Ainda não há avaliações
- Rfid Technology in Supply Chain Management: State of The Art and PerspectivesDocumento12 páginasRfid Technology in Supply Chain Management: State of The Art and PerspectivesHadi P.Ainda não há avaliações
- Sciencedirect: Simulation Modeling and Analysis of Complex Port Operations With Multimodal TransportationDocumento6 páginasSciencedirect: Simulation Modeling and Analysis of Complex Port Operations With Multimodal TransportationHadi P.Ainda não há avaliações
- Sciencedirect: A Lean Assessment Tool Based On Systems DynamicsDocumento6 páginasSciencedirect: A Lean Assessment Tool Based On Systems DynamicsHadi P.Ainda não há avaliações
- 1 s2.0 S2212827115012019 MainDocumento5 páginas1 s2.0 S2212827115012019 MainHadi P.Ainda não há avaliações
- 12apr Jun Green Productivity PDFDocumento2 páginas12apr Jun Green Productivity PDFHadi P.Ainda não há avaliações
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- Kadiyam Gayathri Resume WEDocumento1 páginaKadiyam Gayathri Resume WEBhavik2002Ainda não há avaliações
- Addison Logistics PVT, LTDDocumento15 páginasAddison Logistics PVT, LTDAhmed JamezAinda não há avaliações
- Process Design: Weeks 4 (Chapter 7)Documento17 páginasProcess Design: Weeks 4 (Chapter 7)Faizal Akbar100% (1)
- E-Commerce and Its Impact On Operations 20160621-32565-1uoe8f5 PDFDocumento13 páginasE-Commerce and Its Impact On Operations 20160621-32565-1uoe8f5 PDFRicardo SevillaAinda não há avaliações
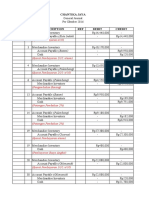
- Riska Kartika Marufa Ginting - Perusahaan DagangDocumento6 páginasRiska Kartika Marufa Ginting - Perusahaan DagangRiska GintingAinda não há avaliações
- Week 8 Final Project Proposal - Operations Concept ManagementDocumento29 páginasWeek 8 Final Project Proposal - Operations Concept ManagementTopeAinda não há avaliações
- Problem No. 1 Average Method Equivalent Production Inputs: Materials Conversion CostDocumento4 páginasProblem No. 1 Average Method Equivalent Production Inputs: Materials Conversion CostJune Maylyn MarzoAinda não há avaliações
- Operations Management Karjewski RitzmanDocumento1.516 páginasOperations Management Karjewski RitzmanAbdul Mateen100% (1)
- GivenDocumento6 páginasGivenGillu BilluAinda não há avaliações
- Literature Review On MRPDocumento12 páginasLiterature Review On MRPNabeel ShahidAinda não há avaliações
- Lemma PublicationDocumento11 páginasLemma PublicationDame TolossaAinda não há avaliações
- Marketing & Distribution Strategy of HCL Info SystemDocumento78 páginasMarketing & Distribution Strategy of HCL Info SystemUmesh TyagiAinda não há avaliações
- Shopfloor Configuratrion SAP PPDocumento14 páginasShopfloor Configuratrion SAP PPSantosh Pavan100% (3)
- PROJECT REPORT 1 - SellingDocumento6 páginasPROJECT REPORT 1 - SellingAnuAinda não há avaliações
- Santiago Lulli - ResumeDocumento1 páginaSantiago Lulli - Resumeapi-542014999Ainda não há avaliações
- AgentsOne DirectoryDocumento91 páginasAgentsOne DirectoryLola Pavlovich100% (1)
- Southeast University: Final Assignment Course Title: Operation Management Course Code: MGT 517Documento19 páginasSoutheast University: Final Assignment Course Title: Operation Management Course Code: MGT 517Md. Shadman AminAinda não há avaliações
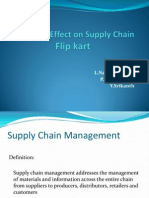
- Inventory Effect On Supply ChainDocumento12 páginasInventory Effect On Supply ChainNaga NagendraAinda não há avaliações
- Sap S4hana MM-1Documento45 páginasSap S4hana MM-1Cassio RegalloAinda não há avaliações
- Canteen Store DepartmentDocumento5 páginasCanteen Store DepartmentZamina RiXviAinda não há avaliações
- RM RM Sales (14,000 X RM120) (-) Cost of Goods Sold:: (-) Overapplied Fixed Overhead (2,500)Documento2 páginasRM RM Sales (14,000 X RM120) (-) Cost of Goods Sold:: (-) Overapplied Fixed Overhead (2,500)Sofia ArissaAinda não há avaliações
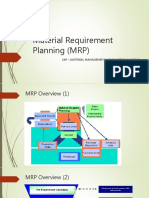
- Material Requirement Planning MR PDocumento20 páginasMaterial Requirement Planning MR PSangeeth BhoopaalanAinda não há avaliações
- Topic - 2 Itinerant/ Non-Itinerant TradersDocumento14 páginasTopic - 2 Itinerant/ Non-Itinerant TradersPrakhar LaddhaAinda não há avaliações
- Different Mediums of Logistics Service in India - 2Documento20 páginasDifferent Mediums of Logistics Service in India - 2itsmandeepsethiAinda não há avaliações
- Erp PC 03Documento2 páginasErp PC 03Sayeda RizviAinda não há avaliações
- STM Group - Services PromoDocumento4 páginasSTM Group - Services PromoDimitarDimitrovAinda não há avaliações
- Chapter 4: Production AnalysisDocumento23 páginasChapter 4: Production AnalysisLyka UrmaAinda não há avaliações
- Ch20 Lean Production SDocumento8 páginasCh20 Lean Production SAAinda não há avaliações
- Job Title: Key Responsibilities:: Logistics & Customs OfficerDocumento2 páginasJob Title: Key Responsibilities:: Logistics & Customs OfficerSaumu MbanoAinda não há avaliações
- Role of Artificial Intelligence in Supply Chain ManagementDocumento4 páginasRole of Artificial Intelligence in Supply Chain ManagementBOHR International Journal of Internet of things, Artificial Intelligence and Machine LearningAinda não há avaliações