Você também pode gostar
- Factores de Conversion ANALISIS SUELO 2015Documento3 páginasFactores de Conversion ANALISIS SUELO 2015frankAinda não há avaliações
- Mapa - Minerales - Criticos - Andalucia - 800k (2Documento2 páginasMapa - Minerales - Criticos - Andalucia - 800k (2Doky SamejimaAinda não há avaliações
- Herramientas de CorteDocumento24 páginasHerramientas de CorteDeanna Vasquez100% (1)
- Listado de Empresas RecicladorasDocumento7 páginasListado de Empresas RecicladorasFreefilerAinda não há avaliações
- Atlas Digital de Minerales en Seccion DelgadaDocumento91 páginasAtlas Digital de Minerales en Seccion DelgadaLeonard EulerAinda não há avaliações
- Actividad en ClaseDocumento3 páginasActividad en Claseasuarez03Ainda não há avaliações
- MM Ii B 6 (Acer Inox)Documento76 páginasMM Ii B 6 (Acer Inox)Carlo Bastidas JaimesAinda não há avaliações
- Convenciones Geologicas para Mapeo de Interior MinaDocumento16 páginasConvenciones Geologicas para Mapeo de Interior MinaAlexander Rodriguez VillanuevaAinda não há avaliações
- El SoldadoDocumento14 páginasEl SoldadoPablo Huanca MontoyaAinda não há avaliações
- AluminioDocumento19 páginasAluminioanon-969898100% (1)
- SolucionesDocumento1 páginaSolucionesJuan Carlos Calderón LópezAinda não há avaliações
- 1.0 Resumen Ejecutivo 1.1 Introducción: Folio Re - 1Documento143 páginas1.0 Resumen Ejecutivo 1.1 Introducción: Folio Re - 1Hermai Alfaro RoncalAinda não há avaliações
- Trabajo EstadisticaDocumento13 páginasTrabajo Estadisticakr4ntAinda não há avaliações
- Materiales CeramicosDocumento1 páginaMateriales CeramicosFernandoAinda não há avaliações
- Catálogo SAG 2021Documento13 páginasCatálogo SAG 2021Jhon William Pariona SulcaAinda não há avaliações
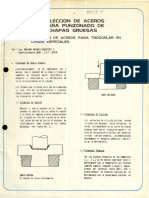
- Seleccion de Aceros para Punzonado de Chapas GruesDocumento6 páginasSeleccion de Aceros para Punzonado de Chapas Gruesddmb2008Ainda não há avaliações
- Combinar Buscarv y CoincidirDocumento366 páginasCombinar Buscarv y CoincidirAntonio MsosaAinda não há avaliações
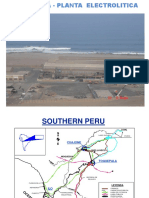
- Planta de IloDocumento49 páginasPlanta de IloOlger ValenciaAinda não há avaliações
- Formato Nuevo Guias SiderurgiaDocumento11 páginasFormato Nuevo Guias SiderurgiaRICHARD DARIO USCATEGUI GAVIDIAAinda não há avaliações
- Estructura CristalinaDocumento53 páginasEstructura CristalinaDiego PomaAinda não há avaliações
- Evolución Magmática - ExpoDocumento32 páginasEvolución Magmática - Expovictor mamani sencaraAinda não há avaliações
- Apuntes Sobre Redes de BravaisDocumento29 páginasApuntes Sobre Redes de Bravaisfrancisco ortiz0% (1)
- Diagramas de FaseDocumento41 páginasDiagramas de FaseHugo'SAinda não há avaliações
- Trabajo de Investigación N°1Documento17 páginasTrabajo de Investigación N°1LILIANA KAREN IDME RAMOSAinda não há avaliações
- Horarios Del Sena de BarranquillaDocumento163 páginasHorarios Del Sena de BarranquillaJorge Elías González CórdobaAinda não há avaliações
- Hierro y AceroDocumento15 páginasHierro y AceromiguelAinda não há avaliações
- Acero d2Documento2 páginasAcero d2Ana ZuccaroAinda não há avaliações
- Tratamientos Termicos de Los Metales-Pere Molera SolaDocumento128 páginasTratamientos Termicos de Los Metales-Pere Molera SolaIrvin CastroAinda não há avaliações
- Tabla Periodica Estados de OxidacionDocumento1 páginaTabla Periodica Estados de OxidacionTROPIC VenusAinda não há avaliações
- Proyecto CobrecanchaDocumento18 páginasProyecto CobrecanchaCharles BukowskiAinda não há avaliações