Você também pode gostar
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- Ma Zak Manuals 1077Documento49 páginasMa Zak Manuals 1077Uông TháiAinda não há avaliações
- MAZAKManuals1076 PDFDocumento14 páginasMAZAKManuals1076 PDFUông TháiAinda não há avaliações
- Autonics PR Series Proximity Sensors DatasheetDocumento6 páginasAutonics PR Series Proximity Sensors DatasheetsagitroseAinda não há avaliações
- Ma Zak Manuals 1065Documento25 páginasMa Zak Manuals 1065Uông TháiAinda não há avaliações
- Bedini Free Energy GeneratorDocumento7 páginasBedini Free Energy GeneratorUông TháiAinda não há avaliações
- HBLDocumento7 páginasHBLUông TháiAinda não há avaliações
- CV Example 11Documento2 páginasCV Example 11Aromaro AmarAinda não há avaliações
- 2236Documento11 páginas2236Uông TháiAinda não há avaliações
- CV Example 14Documento1 páginaCV Example 14hmam_88Ainda não há avaliações
- A4988 DatasheetDocumento20 páginasA4988 Datasheetun_diletanteAinda não há avaliações
- Nap Pic 18f2550 Nap JMD Nguon 5vDocumento1 páginaNap Pic 18f2550 Nap JMD Nguon 5vUông TháiAinda não há avaliações
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (120)
- Different Types of Vibrators Used in Construction IndustryDocumento29 páginasDifferent Types of Vibrators Used in Construction Industryramya_an2411Ainda não há avaliações
- Recommendations Annexure 2Documento13 páginasRecommendations Annexure 2Structform ConsultantAinda não há avaliações
- Teknos Pipeline Coatings Brochure 2019Documento6 páginasTeknos Pipeline Coatings Brochure 2019Luka BornaAinda não há avaliações
- C No-02 VFD PanelDocumento9 páginasC No-02 VFD PanelGeetu ElectricalAinda não há avaliações
- Norma Astm A-123 InglesDocumento8 páginasNorma Astm A-123 InglesMarilu' CrAinda não há avaliações
- Rules of ThumbDocumento35 páginasRules of ThumbIbrahim Al-HammadiAinda não há avaliações
- PB Cables and Wires v2 IntDocumento16 páginasPB Cables and Wires v2 IntSaša AleksićAinda não há avaliações
- Aqueous-Dispersed Silicone Elastomer Gel BT-9169Documento2 páginasAqueous-Dispersed Silicone Elastomer Gel BT-9169Ishwar LavhaleAinda não há avaliações
- Extra Practice Mixed Gas Law Problems AnswersDocumento4 páginasExtra Practice Mixed Gas Law Problems AnswersJensen Ryan Lim100% (1)
- Ts Jet Jetinox Jetcom EngDocumento5 páginasTs Jet Jetinox Jetcom EngTeamArizmeAinda não há avaliações
- FIR and APPENDICES PHMSA WUTC Williams Plymouth 2016 04 28 REDACTEDDocumento39 páginasFIR and APPENDICES PHMSA WUTC Williams Plymouth 2016 04 28 REDACTEDrty2Ainda não há avaliações
- Internship ReportDocumento50 páginasInternship ReportYeshwanth Panday100% (2)
- PDFDocumento3 páginasPDFJoaquin UreñaAinda não há avaliações
- Plastic Bottle For Children's EducationDocumento9 páginasPlastic Bottle For Children's EducationHeHe HaHaAinda não há avaliações
- 4-Cable Design & InstallationDocumento24 páginas4-Cable Design & InstallationgurungeAinda não há avaliações
- Mk2 Fuse Boards and Fuses Updated 26 Feb 14Documento3 páginasMk2 Fuse Boards and Fuses Updated 26 Feb 14csp_675491Ainda não há avaliações
- รายการคำนวณถังน้ำมันกลมIKEA PDFDocumento3 páginasรายการคำนวณถังน้ำมันกลมIKEA PDFGooddayBybs0% (1)
- Hyundai Steel Products GuideDocumento40 páginasHyundai Steel Products GuidecarloAinda não há avaliações
- Data Sheet: Rates For Labour and Works (2012-2013)Documento24 páginasData Sheet: Rates For Labour and Works (2012-2013)anbugobiAinda não há avaliações
- Chiller Heat RecoveryDocumento6 páginasChiller Heat RecoveryWid El-Amer100% (1)
- Diagram Alir Proses Produksi CPO Dan PKDocumento1 páginaDiagram Alir Proses Produksi CPO Dan PKEsmaiiellAinda não há avaliações
- Parts Book P20-P50/51-P75/76-P315 Gear Pumps and Motors: Distributor ProgramDocumento37 páginasParts Book P20-P50/51-P75/76-P315 Gear Pumps and Motors: Distributor ProgramEddy OrtegaAinda não há avaliações
- Liebherr Brochure Mobilmix enDocumento12 páginasLiebherr Brochure Mobilmix enyankAinda não há avaliações
- Operation Manual of AHUDocumento17 páginasOperation Manual of AHUpiyushsingh7881020Ainda não há avaliações
- Soportes de TuberíasDocumento8 páginasSoportes de Tuberíasaecf_13Ainda não há avaliações
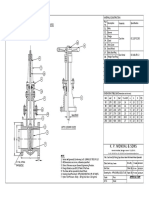
- Rising Type Sluice Valve With Hand Wheel Operated: Upto 150Mm SizeDocumento1 páginaRising Type Sluice Valve With Hand Wheel Operated: Upto 150Mm SizeTanmoy DuttaAinda não há avaliações
- Brake System FundamentalsDocumento31 páginasBrake System FundamentalsmdkhayumAinda não há avaliações
- Method Statement Log-CivilDocumento1 páginaMethod Statement Log-CivilDia AjjouriAinda não há avaliações
- 3 Quick Closing Valve SystemsDocumento13 páginas3 Quick Closing Valve SystemsrsalvasanAinda não há avaliações
- Mechanisms IllustrationsDocumento310 páginasMechanisms IllustrationsManea Grosu100% (2)