Você também pode gostar
- Calibration of Pressure GaugeDocumento2 páginasCalibration of Pressure GaugeLugabalugaAinda não há avaliações
- EGV Calibration CertificateDocumento11 páginasEGV Calibration CertificatePhuong NguyenAinda não há avaliações
- Calibrating Lead Gauge StandardsDocumento3 páginasCalibrating Lead Gauge StandardsJohn Dolan100% (1)
- Quality Assurance in Instrumentation: DocumentationDocumento2 páginasQuality Assurance in Instrumentation: DocumentationdimbillAinda não há avaliações
- CalibrationDocumento44 páginasCalibrationArijit MajumdarAinda não há avaliações
- Calibrate Metal Tapes Using Standard Tape MethodDocumento12 páginasCalibrate Metal Tapes Using Standard Tape Methodhaharamesh100% (1)
- CAT CP 1 (T) Calibration of RTDDocumento4 páginasCAT CP 1 (T) Calibration of RTDAmar Singh100% (1)
- Cal Cert FormatDocumento6 páginasCal Cert FormatINSTRUCAL CALIBRATION SERVICESAinda não há avaliações
- E 644 - 04 - Rty0naDocumento17 páginasE 644 - 04 - Rty0naCindy Tremblay100% (1)
- Calibrating Pressure GaugesDocumento4 páginasCalibrating Pressure GaugesRonny AndalasAinda não há avaliações
- Spectrum Analyzer and Spectrum Analysis: Shimshon Levy October 2012Documento23 páginasSpectrum Analyzer and Spectrum Analysis: Shimshon Levy October 2012Daniel AguilarAinda não há avaliações
- DKD R 6 2 t5 e PDFDocumento9 páginasDKD R 6 2 t5 e PDFDragan IlicAinda não há avaliações
- U 5753 Centrifuge 17300Documento1 páginaU 5753 Centrifuge 17300NENO BHUBANESWAR100% (1)
- DKD R 6 2 t5 eDocumento9 páginasDKD R 6 2 t5 eSebas BuitragoAinda não há avaliações
- Calibration TolerancesDocumento3 páginasCalibration Tolerancesbertan dağıstanlıAinda não há avaliações
- Fluk Ammeter CalibrationDocumento250 páginasFluk Ammeter CalibrationASHUTOSH BHATTAinda não há avaliações
- Calibration of Radiation Thermometers below Silver PointDocumento41 páginasCalibration of Radiation Thermometers below Silver PointebalideAinda não há avaliações
- Calibration of AnemometerDocumento4 páginasCalibration of AnemometerAhmet ŞenAinda não há avaliações
- CALIBRATION PROCEDURESDocumento25 páginasCALIBRATION PROCEDURESUgochukwu FidelisAinda não há avaliações
- Microphone and Sound Level Meter Calibration in FR PDFDocumento7 páginasMicrophone and Sound Level Meter Calibration in FR PDFumair2kplus492Ainda não há avaliações
- Process Specification For Ultrasonic Inspection of Welds PDFDocumento14 páginasProcess Specification For Ultrasonic Inspection of Welds PDFFernandoiAinda não há avaliações
- THERMOMETER CALIBRATION USING CONTROLLED TEMPERATURE Baths Cal926 PDFDocumento7 páginasTHERMOMETER CALIBRATION USING CONTROLLED TEMPERATURE Baths Cal926 PDFGustavo SánchezAinda não há avaliações
- SB 548Documento5 páginasSB 548Edson Julio S RAinda não há avaliações
- Temperature Calibrator Typo Ote-T700Documento2 páginasTemperature Calibrator Typo Ote-T700moncor59650% (1)
- Astm e 426Documento4 páginasAstm e 426김경은Ainda não há avaliações
- Optical CalibrationDocumento6 páginasOptical CalibrationTekos7Ainda não há avaliações
- CalibrationDocumento155 páginasCalibrationBhegz Escalona100% (3)
- Calibration Pricelist en 2022Documento20 páginasCalibration Pricelist en 2022sendo100% (1)
- Procedure For Caliper Calibration (Rev.1)Documento10 páginasProcedure For Caliper Calibration (Rev.1)syisyi87Ainda não há avaliações
- Lab3 Temperature and Calibration - FINALrrDocumento6 páginasLab3 Temperature and Calibration - FINALrrDerrick SheeAinda não há avaliações
- Calibration of Pressure Gauges PDFDocumento43 páginasCalibration of Pressure Gauges PDFMiroslav ProdanaAinda não há avaliações
- Calibration and Measurement Capability of Gas Analysis at NIMTDocumento15 páginasCalibration and Measurement Capability of Gas Analysis at NIMTTrịnh Đức HạnhAinda não há avaliações
- Standard Densitometer Calibration ProcedureDocumento4 páginasStandard Densitometer Calibration ProcedureAjlan Khan100% (2)
- Comparison Method Calibration For HydrometerDocumento12 páginasComparison Method Calibration For HydrometerHi Tech Calibration ServicesAinda não há avaliações
- Calibration Certificate for Digital Pressure GaugeDocumento2 páginasCalibration Certificate for Digital Pressure GaugeUmang SOdhiAinda não há avaliações
- NABL 122-08 - W.E.F. 01.01.16-Specific Criteria For Calibration Laboratories in Mechanical Discipline - Mobile Force Measuring System - Push Pull GaugeDocumento15 páginasNABL 122-08 - W.E.F. 01.01.16-Specific Criteria For Calibration Laboratories in Mechanical Discipline - Mobile Force Measuring System - Push Pull Gaugezilangamba_s4535Ainda não há avaliações
- EHS100.03 - Radiation Survey Meter Calibration ProcedureDocumento5 páginasEHS100.03 - Radiation Survey Meter Calibration Procedureebbasingh100% (2)
- Methodology On Technical Inspection: Equipment NDT Procedure Inspection DevicesDocumento1 páginaMethodology On Technical Inspection: Equipment NDT Procedure Inspection DevicesEphraim John Tangelon AquinoAinda não há avaliações
- Calibrate Stopwatches Using Talking ClockDocumento2 páginasCalibrate Stopwatches Using Talking Clockloukas_pAinda não há avaliações
- Calibrate Pressure Transmitter in 4 StepsDocumento2 páginasCalibrate Pressure Transmitter in 4 StepssupercontrollerAinda não há avaliações
- Voltage Probe P5100A BNGEE010!3!2-2Documento33 páginasVoltage Probe P5100A BNGEE010!3!2-2maniAinda não há avaliações
- Verifying Flowmeter AccuracyDocumento8 páginasVerifying Flowmeter AccuracynokarajuAinda não há avaliações
- Bmts-Cp-003a CBR Mould BsDocumento2 páginasBmts-Cp-003a CBR Mould BsvirajAinda não há avaliações
- Calibration Procedure For Decade Resistor Iet, Model Hars-Lx-9-0.001 - Tb-9-6625-2405-24Documento15 páginasCalibration Procedure For Decade Resistor Iet, Model Hars-Lx-9-0.001 - Tb-9-6625-2405-24luroguitaAinda não há avaliações
- Calibration 161217162207Documento36 páginasCalibration 161217162207Oula HatahetAinda não há avaliações
- KITTEN CALIBRATION PROCEDURE STEPSDocumento3 páginasKITTEN CALIBRATION PROCEDURE STEPSFlaco Depaulo CarlosAinda não há avaliações
- Mitutoyo Bore Gauge PDFDocumento12 páginasMitutoyo Bore Gauge PDFAnonymous 8rb48tZSAinda não há avaliações
- CalibrationDocumento13 páginasCalibrationKedar PradhanangAinda não há avaliações
- Calibration Certificate - Gas Coriolis - Unit#1Documento2 páginasCalibration Certificate - Gas Coriolis - Unit#1Said100% (1)
- DKD R 6 2 t3 eDocumento10 páginasDKD R 6 2 t3 eAntmavrAinda não há avaliações
- EURAMET Cg-7 V 1.0 Calibration of Oscilloscopes 01Documento45 páginasEURAMET Cg-7 V 1.0 Calibration of Oscilloscopes 01libijahansAinda não há avaliações
- Radius GageDocumento3 páginasRadius Gageshifa1983-1Ainda não há avaliações
- Form MetrologyDocumento67 páginasForm Metrologymrbalaji88Ainda não há avaliações
- Calibrate Temperature Sensors & TransmittersDocumento5 páginasCalibrate Temperature Sensors & TransmittersMourougapragash SubramanianAinda não há avaliações
- Free Digital Multimeter Calibration ProcedureDocumento12 páginasFree Digital Multimeter Calibration ProcedurejoaoAinda não há avaliações
- Stop Watch-ID-23 - 24 To 25Documento2 páginasStop Watch-ID-23 - 24 To 25monwar hosenAinda não há avaliações
- DPT Calibration FFDocumento4 páginasDPT Calibration FFKram Alim VillonAinda não há avaliações
- How To Calibrate Pressure Gauges - 20 Things You Should ConsiderDocumento35 páginasHow To Calibrate Pressure Gauges - 20 Things You Should ConsiderRaistlin1Ainda não há avaliações
- Calibration of Pressure GaugeDocumento16 páginasCalibration of Pressure GaugeRITIKA SHUKLAAinda não há avaliações
- Ozone Generators Comparison ChartDocumento1 páginaOzone Generators Comparison Chartqualiman1Ainda não há avaliações
- Corporate CardsDocumento184 páginasCorporate CardsSanthosh GKAinda não há avaliações
- GCSE Maths Revision Race (Grades 6 9)Documento21 páginasGCSE Maths Revision Race (Grades 6 9)Ricky JacobAinda não há avaliações
- Google Ads TutorialDocumento85 páginasGoogle Ads Tutorialriver weiss100% (1)
- List EhjadhjakDocumento284 páginasList EhjadhjakMarc AlamoAinda não há avaliações
- Ahmed Ezz I.T MGR PDFDocumento4 páginasAhmed Ezz I.T MGR PDFAhmed Ezz EldinAinda não há avaliações
- DMAIC Method in Six Sigma - 5 Phases Complete OverviewDocumento16 páginasDMAIC Method in Six Sigma - 5 Phases Complete OverviewEngFaisal AlraiAinda não há avaliações
- ICT CSS-9 Q3 W3-Maintain-MeasuringDocumento5 páginasICT CSS-9 Q3 W3-Maintain-MeasuringJenny Macadat BacuñoAinda não há avaliações
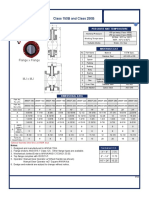
- AWWA C-504: Model 3900F & Model 3900MDocumento2 páginasAWWA C-504: Model 3900F & Model 3900MPriyanka rajpurohitAinda não há avaliações
- Comcast Request For StayDocumento11 páginasComcast Request For StaynicholasdeleoncircaAinda não há avaliações
- 01-12 GPON Configuration Guide (Distributed Mode)Documento13 páginas01-12 GPON Configuration Guide (Distributed Mode)shantu123Ainda não há avaliações
- Torrico, Lara Jane G. Ged0104 - Section 34 MN FORMATIVE ASSESSMENT #5: Column Paper On Dr. Tapang Philippines vs. Industrial Revolution 4.0Documento5 páginasTorrico, Lara Jane G. Ged0104 - Section 34 MN FORMATIVE ASSESSMENT #5: Column Paper On Dr. Tapang Philippines vs. Industrial Revolution 4.0Lara Jane TorricoAinda não há avaliações
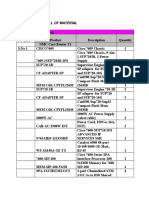
- Mpswan BomDocumento36 páginasMpswan Bomharminder ratraAinda não há avaliações
- Waits in Selenium: Implicit, Explicit and FluentDocumento7 páginasWaits in Selenium: Implicit, Explicit and Fluentvlj47633Ainda não há avaliações
- MAE3456 - MEC3456 LAB 01: Due: 11:59PM (Sharp), Friday 12 March 2021 (End of Week 2)Documento6 páginasMAE3456 - MEC3456 LAB 01: Due: 11:59PM (Sharp), Friday 12 March 2021 (End of Week 2)kainAinda não há avaliações
- WBS template banking appDocumento3 páginasWBS template banking appAyushi GuptaAinda não há avaliações
- Library Based Dissertation ExamplesDocumento8 páginasLibrary Based Dissertation ExamplesBuyACollegePaperOnlineSingapore100% (1)
- Contactor - Wikipedia, The Free EncyclopediaDocumento5 páginasContactor - Wikipedia, The Free EncyclopediaelabagsAinda não há avaliações
- HUAWEI Mini Speaker Gu A de Inicio R Pido (CM510,01, ES) PDFDocumento284 páginasHUAWEI Mini Speaker Gu A de Inicio R Pido (CM510,01, ES) PDFToyAinda não há avaliações
- Basics of Setting - Group Customer Defaults - and - Site Customer DefaultsDocumento5 páginasBasics of Setting - Group Customer Defaults - and - Site Customer Defaultscad cadAinda não há avaliações
- Fuel Gas Heater PDFDocumento2 páginasFuel Gas Heater PDFDerick ChiaAinda não há avaliações
- Shafer ToolsDocumento5 páginasShafer ToolsCTN2010Ainda não há avaliações
- Marketing Cloud Email Specialist Exam NotesDocumento16 páginasMarketing Cloud Email Specialist Exam NotesSAIAinda não há avaliações
- HOW TO DO FAKE Video CallDocumento4 páginasHOW TO DO FAKE Video CallOfficial Coolest kid100% (3)
- (XSS) Re Ected XSS Bypass Filter: Mohamed Sayed Apr 22 2 Min ReadDocumento8 páginas(XSS) Re Ected XSS Bypass Filter: Mohamed Sayed Apr 22 2 Min ReadGregorio alfonso leiva cardosoAinda não há avaliações
- Revised Research Proposal 1Documento3 páginasRevised Research Proposal 1Gold BlandoAinda não há avaliações
- IJDPSslim 12Documento12 páginasIJDPSslim 12dumperacct123Ainda não há avaliações
- 3G3EV Installation ManualDocumento55 páginas3G3EV Installation ManualHajrudin SinanovićAinda não há avaliações
- Burndy - MD6Documento2 páginasBurndy - MD6TAEWARAT RAKRUANGAinda não há avaliações
- Seminar On GPRS: Prepared byDocumento14 páginasSeminar On GPRS: Prepared bySunil PillaiAinda não há avaliações