Você também pode gostar
- Members Handbook 2017Documento116 páginasMembers Handbook 2017k.r.sureshbabuAinda não há avaliações
- DM Limits For Treated WaterDocumento2 páginasDM Limits For Treated Waterk.r.sureshbabuAinda não há avaliações
- Guide to Environmental Impact AssessmentsDocumento6 páginasGuide to Environmental Impact Assessmentsk.r.sureshbabuAinda não há avaliações
- 40 8 2 192 971 5 Aa 20140521 PDFDocumento70 páginas40 8 2 192 971 5 Aa 20140521 PDFk.r.sureshbabuAinda não há avaliações
- M1009en PDFDocumento5 páginasM1009en PDFk.r.sureshbabuAinda não há avaliações
- GEA CMS CatalogueDocumento23 páginasGEA CMS Cataloguek.r.sureshbabuAinda não há avaliações
- Photo LayoutDocumento5 páginasPhoto Layoutk.r.sureshbabuAinda não há avaliações
- FM Sample SpecificationDocumento10 páginasFM Sample Specificationk.r.sureshbabuAinda não há avaliações
- 12 Contact Edges Bumpers Mats 2TLC172001C0202 PDFDocumento14 páginas12 Contact Edges Bumpers Mats 2TLC172001C0202 PDFk.r.sureshbabuAinda não há avaliações
- Griffco Valve Test Certificate PRVs BPVsDocumento1 páginaGriffco Valve Test Certificate PRVs BPVsk.r.sureshbabuAinda não há avaliações
- HandlingManual PDFDocumento106 páginasHandlingManual PDFk.r.sureshbabuAinda não há avaliações
- Seawater Desalination Costs: White PaperDocumento20 páginasSeawater Desalination Costs: White Paperk.r.sureshbabuAinda não há avaliações
- Viewcontent CgiDocumento150 páginasViewcontent Cgik.r.sureshbabuAinda não há avaliações
- CoalescerDocumento18 páginasCoalescer112dharmesh0% (1)
- Jig B 35 July 2010 Soak TestDocumento7 páginasJig B 35 July 2010 Soak Testtrao973483% (6)
- Viewcontent Cgi PDFDocumento150 páginasViewcontent Cgi PDFk.r.sureshbabuAinda não há avaliações
- Chlorine Institute Manual 2000Documento68 páginasChlorine Institute Manual 2000Misael RamírezAinda não há avaliações
- Vacuum Vapour Compression Water Makers For The Oil and Gas IndustryDocumento2 páginasVacuum Vapour Compression Water Makers For The Oil and Gas Industryk.r.sureshbabuAinda não há avaliações
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5782)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (119)
- Selected Answers CH 9-13Documento15 páginasSelected Answers CH 9-13VibhuKumarAinda não há avaliações
- Contoh Bagian Application LetterDocumento3 páginasContoh Bagian Application LetterZitaAmeliaMAinda não há avaliações
- KW EconoLine Produktblatt 6S LowDocumento6 páginasKW EconoLine Produktblatt 6S LowMULYADIAinda não há avaliações
- Proposal For Website TemplateDocumento4 páginasProposal For Website TemplateShankersena Reddy PAinda não há avaliações
- Date:Results:1. 290 mOsm/kg Reference Standard1st run:2nd run:Average:2. Control 11st run:2nd run:Average:3. Control 21st run:2nd run:Average:4. Patient Sample1st run:2nd run:AverageDocumento8 páginasDate:Results:1. 290 mOsm/kg Reference Standard1st run:2nd run:Average:2. Control 11st run:2nd run:Average:3. Control 21st run:2nd run:Average:4. Patient Sample1st run:2nd run:AverageIsyraq HaseefAinda não há avaliações
- Applichem Production Cost AnalysisDocumento11 páginasApplichem Production Cost AnalysisJ Conde ValAinda não há avaliações
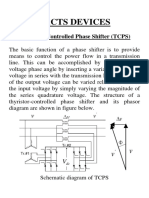
- Control Power Flow Using FACTS DevicesDocumento8 páginasControl Power Flow Using FACTS DeviceskhalidAinda não há avaliações
- The Solution... Complete Solutions: Fine-Pitch/Bga Micro Stencil, Process Cooling Fan, Fine-Pitch/Bga PlacerDocumento4 páginasThe Solution... Complete Solutions: Fine-Pitch/Bga Micro Stencil, Process Cooling Fan, Fine-Pitch/Bga PlacerbehzadAinda não há avaliações
- 100 Imp PointsDocumento18 páginas100 Imp Pointsfarhan poya100% (1)
- Material Equivalent GradeDocumento3 páginasMaterial Equivalent GradeRevanAinda não há avaliações
- Pressure Transmitter Data SheetDocumento2 páginasPressure Transmitter Data SheetDavinder Singh BhattiAinda não há avaliações
- Development of Auxiliary Automobile Air Conditioning System by Solar EnergyDocumento7 páginasDevelopment of Auxiliary Automobile Air Conditioning System by Solar EnergyRivhan NugrohoAinda não há avaliações
- Folleto Estabilizadores Rolls-RoyceDocumento6 páginasFolleto Estabilizadores Rolls-RoyceManuel Castelló NavarroAinda não há avaliações
- Western Railway Recruitment 2020Documento24 páginasWestern Railway Recruitment 2020Sana Zaidi100% (4)
- Golismero Cheat SheetDocumento9 páginasGolismero Cheat SheetJavier RuizAinda não há avaliações
- Technology Study Report On Bearing Industry: MSME - Development InstituteDocumento70 páginasTechnology Study Report On Bearing Industry: MSME - Development InstituteBrahmpal BhardwajAinda não há avaliações
- 2022 E-Z Line Product Catalog PDFDocumento35 páginas2022 E-Z Line Product Catalog PDFKyle Shepard100% (3)
- Surface Pumps: Performance & SolutionsDocumento12 páginasSurface Pumps: Performance & SolutionsBJ Abela100% (1)
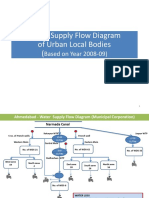
- Water - Supply - Flow - Diagram - of - Urban - Local - Bodies - Vol 1 2008 - 2009 PDFDocumento179 páginasWater - Supply - Flow - Diagram - of - Urban - Local - Bodies - Vol 1 2008 - 2009 PDFNilesh AvhadAinda não há avaliações
- Urban Traffic Problems in India's Growing CitiesDocumento25 páginasUrban Traffic Problems in India's Growing CitiesSunakshi MathurAinda não há avaliações
- Game Theory in Construction ManagementDocumento16 páginasGame Theory in Construction ManagementElliot MortonAinda não há avaliações
- Control of BlockworkDocumento6 páginasControl of BlockworkWaleed Awad Al-HadiAinda não há avaliações
- Carraro Axle 139100 Part BookDocumento9 páginasCarraro Axle 139100 Part BookOskars RozefeldsAinda não há avaliações
- DAC1 24 04 Rev 3Documento6 páginasDAC1 24 04 Rev 3vanAinda não há avaliações
- Sputnik 1 PDFDocumento6 páginasSputnik 1 PDFGabriela ZilliAinda não há avaliações
- Anemometro Tool ManualDocumento1 páginaAnemometro Tool ManualDavid Arbelaez GarciaAinda não há avaliações
- BCA PLUS - BCA PLUS COMPACT - TECHNICAL MANUAL (DBQ59-EN - Rev. 01)Documento61 páginasBCA PLUS - BCA PLUS COMPACT - TECHNICAL MANUAL (DBQ59-EN - Rev. 01)Svilen PopovAinda não há avaliações
- 5951JDocumento2 páginas5951Jscribd_wamr87Ainda não há avaliações
- Nist GCR 16-917-40Documento46 páginasNist GCR 16-917-40Vasanth KumarAinda não há avaliações
- Structural TheoryDocumento9 páginasStructural TheoryVincent ParagasAinda não há avaliações