Você também pode gostar
- A Discovrse of Fire and Salt: Discovering Many Secret Mysteries as well Philosophicall, as TheologicallNo EverandA Discovrse of Fire and Salt: Discovering Many Secret Mysteries as well Philosophicall, as TheologicallAinda não há avaliações
- Metals: Thermal and Mechanical DataNo EverandMetals: Thermal and Mechanical DataSimonne AllardAinda não há avaliações
- Mastery of Chemical Formula Through CHEMIMATCH by Khor Sim SDocumento12 páginasMastery of Chemical Formula Through CHEMIMATCH by Khor Sim Shulk3706Ainda não há avaliações
- Thermochemistry of Salts 0703Documento142 páginasThermochemistry of Salts 0703kkakosimAinda não há avaliações
- Deep Eutectic Solvents AsDocumento9 páginasDeep Eutectic Solvents AsEmmanuel Avalos HuarteAinda não há avaliações
- The Effect of Magnetic Field Treatment On The Characteristics and Yield of Iraqi Local White CheeseDocumento7 páginasThe Effect of Magnetic Field Treatment On The Characteristics and Yield of Iraqi Local White CheeseIOSRjournalAinda não há avaliações
- MEG-2 PMDDocumento32 páginasMEG-2 PMDShashi Bhushan Sonbhadra100% (2)
- Quintessence of HoneyDocumento28 páginasQuintessence of HoneyfnmtlofloipAinda não há avaliações
- Virtues of MedicineDocumento1 páginaVirtues of MedicinetravellerfellowAinda não há avaliações
- RLC Resonance Trainer KitDocumento11 páginasRLC Resonance Trainer Kitrohit kumarAinda não há avaliações
- Diffused in The Air, Which Is The Receptacle of Light, and of The Spiritual Nature of The Material WorldDocumento5 páginasDiffused in The Air, Which Is The Receptacle of Light, and of The Spiritual Nature of The Material WorldtravellerfellowAinda não há avaliações
- Colloidal Gold. Part I: Historical and Preparative Aspects, Morphology and StructureDocumento6 páginasColloidal Gold. Part I: Historical and Preparative Aspects, Morphology and StructureRSL100% (1)
- ETBEDocumento40 páginasETBEscorpion2001100% (1)
- Phonon - Data Math - Explanation.htmDocumento2 páginasPhonon - Data Math - Explanation.htmlightingfastno808Ainda não há avaliações
- Spirit of Wine and Spirit of VinegarDocumento3 páginasSpirit of Wine and Spirit of VinegarDonna KennedyAinda não há avaliações
- Chapter 2. Sophic Fire: (A) The Metals Necessary To Take in HandDocumento3 páginasChapter 2. Sophic Fire: (A) The Metals Necessary To Take in HandtravellerfellowAinda não há avaliações
- ElectrolysisDocumento3 páginasElectrolysisMallika PathakAinda não há avaliações
- Jack GlassDocumento1 páginaJack GlasstravellerfellowAinda não há avaliações
- Index For P.O.N. Seminars 1992: Safety in Practical AlchemyDocumento12 páginasIndex For P.O.N. Seminars 1992: Safety in Practical AlchemyDonna KennedyAinda não há avaliações
- Salt Volatilisation ExperimentDocumento7 páginasSalt Volatilisation ExperimentjamesilluminareAinda não há avaliações
- 21digby Sal Enixum Rousseau Primum Ens SalisDocumento31 páginas21digby Sal Enixum Rousseau Primum Ens Salismaja7979Ainda não há avaliações
- Project 1 Acetone PDFDocumento13 páginasProject 1 Acetone PDFvanesaAinda não há avaliações
- Anonymous Tractatus de LapideDocumento2 páginasAnonymous Tractatus de LapidetravellerfellowAinda não há avaliações
- Appendix II: Equipment and Materials Required For The First Operation of AlchemyDocumento2 páginasAppendix II: Equipment and Materials Required For The First Operation of AlchemytravellerfellowAinda não há avaliações
- Alchemy vs. ChemistryDocumento2 páginasAlchemy vs. ChemistryEmily AndrewsAinda não há avaliações
- Ars CabalisticaDocumento1.041 páginasArs Cabalisticacri28Ainda não há avaliações
- From The ALCHEMIEDocumento50 páginasFrom The ALCHEMIEnikos345460% (1)
- Stone of The Morning StarDocumento3 páginasStone of The Morning Stareduardo heykoAinda não há avaliações
- Alexander Von Suchten of Antimony VulgarDocumento13 páginasAlexander Von Suchten of Antimony VulgartravellerfellowAinda não há avaliações
- AnimalicDocumento7 páginasAnimalicBravehearttAinda não há avaliações
- Cyliani Hermes Revealed (Hermes Devoile)Documento23 páginasCyliani Hermes Revealed (Hermes Devoile)travellerfellow100% (1)
- Colloidal Gold: November 2012Documento24 páginasColloidal Gold: November 2012Raissa BreenzinckrAinda não há avaliações
- Deep Eutectic Solvents - Syntheses, Properties and ApplicationsDocumento39 páginasDeep Eutectic Solvents - Syntheses, Properties and ApplicationsirfanAinda não há avaliações
- Aluminium ChlorideDocumento4 páginasAluminium ChlorideIntanmieyAinda não há avaliações
- Francis Bacon's: The Essays or Counsels, Civil and Moral, of Francis Ld. Verulam Viscount St. AlbansDocumento129 páginasFrancis Bacon's: The Essays or Counsels, Civil and Moral, of Francis Ld. Verulam Viscount St. Albansconditioned_genesis1504Ainda não há avaliações
- Adept A1Documento3 páginasAdept A1NCSASTROAinda não há avaliações
- Potassium: Physical PropertiesDocumento6 páginasPotassium: Physical PropertiesJihad Ibrahim AYAinda não há avaliações
- The Vocation of The Golden TreeDocumento50 páginasThe Vocation of The Golden Treenikos34546Ainda não há avaliações
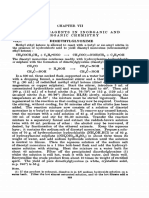
- Chapter VII Organic Reagents in Inorganic and Organic Chemistry PDFDocumento26 páginasChapter VII Organic Reagents in Inorganic and Organic Chemistry PDFtravellerfellowAinda não há avaliações
- High Solids StrategyDocumento12 páginasHigh Solids StrategyGladys Anne ZubiriAinda não há avaliações
- Gold Deplating CellDocumento31 páginasGold Deplating Cellgfcgamer100% (1)
- Tin WikiDocumento14 páginasTin WikiMuhammadLukmanulHakimAinda não há avaliações
- Park Et Al, 1997 - Production of Poly (Aluminum Chloride) and Sodium Silicate From ClayDocumento5 páginasPark Et Al, 1997 - Production of Poly (Aluminum Chloride) and Sodium Silicate From ClayianphilanderAinda não há avaliações
- Mirror of The PhilosophersDocumento12 páginasMirror of The PhilosophersTony BlackAinda não há avaliações
- Secrets of WorldDocumento2 páginasSecrets of WorldtravellerfellowAinda não há avaliações
- Paul Karason, Blue ManDocumento4 páginasPaul Karason, Blue ManAlphonse AlvkardAinda não há avaliações
- How To Make Gold and Silver SolutionsDocumento2 páginasHow To Make Gold and Silver SolutionsxxxrainbowxxxAinda não há avaliações
- AlchemicalManuscriptSeriesV4red 101 200Documento100 páginasAlchemicalManuscriptSeriesV4red 101 200Noticias Juridicas.esAinda não há avaliações
- Primum Ens MelissaeDocumento8 páginasPrimum Ens MelissaePohjoismaatAinda não há avaliações
- CollectedDocumento2 páginasCollectedtravellerfellowAinda não há avaliações
- Benedictus Figulus A Golden and Blessed Casket of Nature's MarvelsDocumento9 páginasBenedictus Figulus A Golden and Blessed Casket of Nature's MarvelstravellerfellowAinda não há avaliações
- 17-27 - NLM (Informing How To Make The Philosophers Vitriol of Copper)Documento4 páginas17-27 - NLM (Informing How To Make The Philosophers Vitriol of Copper)Fernando DuranteAinda não há avaliações
- Johan Fleischer - Chemical MoonshineDocumento18 páginasJohan Fleischer - Chemical MoonshinetravellerfellowAinda não há avaliações
- AlchemicalManuscriptSeriesV4red 201 317Documento117 páginasAlchemicalManuscriptSeriesV4red 201 317Noticias Juridicas.esAinda não há avaliações
- A Treatise on Adulterations of Food, and Culinary Poisons Exhibiting the Fraudulent Sophistications of Bread, Beer, Wine, Spiritous Liquors, Tea, Coffee, Cream, Confectionery, Vinegar, Mustard, Pepper, Cheese, Olive Oil, Pickles, and Other Articles Employed in Domestic EconomyNo EverandA Treatise on Adulterations of Food, and Culinary Poisons Exhibiting the Fraudulent Sophistications of Bread, Beer, Wine, Spiritous Liquors, Tea, Coffee, Cream, Confectionery, Vinegar, Mustard, Pepper, Cheese, Olive Oil, Pickles, and Other Articles Employed in Domestic EconomyAinda não há avaliações
- Nuclear Alternative: Redesigning Our Model of the Structure of MatterNo EverandNuclear Alternative: Redesigning Our Model of the Structure of MatterAinda não há avaliações
- Recent Advances in the Science and Technology of Zeolites and Related Materials: Proceedings of the 14th International Zeolite Conference, Cape Town, South Africa, 25-30th April 2004No EverandRecent Advances in the Science and Technology of Zeolites and Related Materials: Proceedings of the 14th International Zeolite Conference, Cape Town, South Africa, 25-30th April 2004Ainda não há avaliações
- Performance and Emission Characteristics of b20 Cardanol Biofuel With Methanol As Additive in Single Cylinder Diesel Engine IJERTV1IS9477Documento6 páginasPerformance and Emission Characteristics of b20 Cardanol Biofuel With Methanol As Additive in Single Cylinder Diesel Engine IJERTV1IS9477Ha LeeAinda não há avaliações
- TLIMP 2.1 Solid Waste ManagementDocumento25 páginasTLIMP 2.1 Solid Waste ManagementgpowerpAinda não há avaliações
- Artículo Proyecto Suministro Eléctrico RuralDocumento8 páginasArtículo Proyecto Suministro Eléctrico RuralgpowerpAinda não há avaliações
- TLIMP 1.2 Ecology As StrategyDocumento28 páginasTLIMP 1.2 Ecology As StrategygpowerpAinda não há avaliações
- TLIMP 1.3 Tools For Clean TechnologiesDocumento25 páginasTLIMP 1.3 Tools For Clean TechnologiesgpowerpAinda não há avaliações
- ArtículoDocumento6 páginasArtículogpowerpAinda não há avaliações
- TLIMP 1.4 Analysis and Diagnostic ToolsDocumento17 páginasTLIMP 1.4 Analysis and Diagnostic ToolsgpowerpAinda não há avaliações
- TLIMP 1.1 IntroductionDocumento18 páginasTLIMP 1.1 IntroductiongpowerpAinda não há avaliações
- Ecology As Business Strategy - GPowerDocumento21 páginasEcology As Business Strategy - GPowergpowerpAinda não há avaliações
- HydraulicLabTech PDFDocumento230 páginasHydraulicLabTech PDFEdward CoraspeAinda não há avaliações
- Hydraulics LabDocumento2 páginasHydraulics LabgpowerpAinda não há avaliações
- Introduction To Clean Technology - GPowerDocumento20 páginasIntroduction To Clean Technology - GPowergpowerpAinda não há avaliações
- Design of An Autonomous and Preventive Maintenance SystemDocumento9 páginasDesign of An Autonomous and Preventive Maintenance SystemgpowerpAinda não há avaliações
- Application of Lean Manufacturing Concepts in Pisco WineryDocumento8 páginasApplication of Lean Manufacturing Concepts in Pisco WinerygpowerpAinda não há avaliações
- Special Report Automous VehiclesDocumento19 páginasSpecial Report Automous VehiclesgpowerpAinda não há avaliações
- Special Report Automous VehiclesDocumento19 páginasSpecial Report Automous VehiclesgpowerpAinda não há avaliações
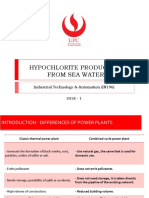
- INA2-3 Chlorine From Seawater PresentationDocumento26 páginasINA2-3 Chlorine From Seawater PresentationgpowerpAinda não há avaliações
- INA3-6 HRSG Final ReportDocumento30 páginasINA3-6 HRSG Final ReportgpowerpAinda não há avaliações
- PID SimulatorDocumento9 páginasPID SimulatorgpowerpAinda não há avaliações
- Industrial Technology and Automation: Professors: Klusmann Viera, Herman Mirko Power Porto, George FelixDocumento25 páginasIndustrial Technology and Automation: Professors: Klusmann Viera, Herman Mirko Power Porto, George FelixgpowerpAinda não há avaliações
- Cement Manufacturing Process - Shreenath Bohra 2014Documento43 páginasCement Manufacturing Process - Shreenath Bohra 2014gpowerpAinda não há avaliações
- Environmental Aspects of Copper Production - ResaltadoDocumento19 páginasEnvironmental Aspects of Copper Production - ResaltadogpowerpAinda não há avaliações
- Portland Cement - Ahmadi Khan 2017Documento88 páginasPortland Cement - Ahmadi Khan 2017gpowerpAinda não há avaliações
- Underbalanced DrillingDocumento27 páginasUnderbalanced DrillingrahmatAinda não há avaliações
- Ata 49 ApuDocumento77 páginasAta 49 ApuSohaib Aslam Chaudhary100% (1)
- Zirconia AnalyzerDocumento60 páginasZirconia AnalyzeraudithiraAinda não há avaliações
- Clean Air Council Announces Diesel Pollution Retrofit With Local Port OperatorsDocumento4 páginasClean Air Council Announces Diesel Pollution Retrofit With Local Port OperatorscleanaircouncilAinda não há avaliações
- Mahindra LCVDocumento70 páginasMahindra LCV9897856218100% (1)
- Flow Forming PresentationDocumento16 páginasFlow Forming PresentationNaveen C. Bhatia0% (1)
- Codes and Standards Related To Piping: What Are Rigid Struts?Documento1 páginaCodes and Standards Related To Piping: What Are Rigid Struts?tibor121774_66173108Ainda não há avaliações
- Sebp5921 00 00 AllDocumento387 páginasSebp5921 00 00 Alldiegonzalez22Ainda não há avaliações
- ABS Anglo Belgian CorporationDocumento6 páginasABS Anglo Belgian CorporationDammiam GaticaAinda não há avaliações
- Code 386 RepairDocumento12 páginasCode 386 RepairCarlos A RomeroAinda não há avaliações
- Three Phase SeparatorsDocumento44 páginasThree Phase SeparatorsAtif100% (2)
- Lesson 1 Bajo BalanceDocumento42 páginasLesson 1 Bajo BalanceJesus Antonio Mazo GarciaAinda não há avaliações
- Mobil Delvac MX™ 15W-40 Mobil Delvac MX™ 15W-40 Mobil Delvac MX™ 15W-40 Mobil Delvac MX™ 15W-40Documento4 páginasMobil Delvac MX™ 15W-40 Mobil Delvac MX™ 15W-40 Mobil Delvac MX™ 15W-40 Mobil Delvac MX™ 15W-40dhavit wijayantoAinda não há avaliações
- ASVAB Paragraph Comprehension Practice Test 3Documento9 páginasASVAB Paragraph Comprehension Practice Test 3ASVABTestBank100% (1)
- Gacl-Dahej Captive Co-Generation Power Plant Corrected Gas Turbines Output Calculation On Site ConditionDocumento8 páginasGacl-Dahej Captive Co-Generation Power Plant Corrected Gas Turbines Output Calculation On Site Conditionakulahtu78Ainda não há avaliações
- Everlube 620 CTDSDocumento2 páginasEverlube 620 CTDSchristianAinda não há avaliações
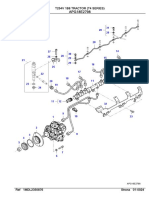
- APG18E2798: T254V 1B8 Tractor (T4 Series)Documento2 páginasAPG18E2798: T254V 1B8 Tractor (T4 Series)Patrick LandinAinda não há avaliações
- Diesel Generator - Wikipedia, The Free EncyclopediaDocumento4 páginasDiesel Generator - Wikipedia, The Free EncyclopediaErlangga SatyawanAinda não há avaliações
- FurnacesDocumento34 páginasFurnacesVinay RamarajuAinda não há avaliações
- Allison Manuals 1000 2000 Pre-4th Generation ControlsDocumento9 páginasAllison Manuals 1000 2000 Pre-4th Generation ControlsHarlinton descalzi100% (3)
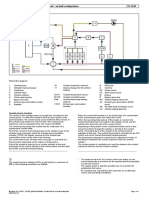
- Coolant Circuit - As-Built ConfigurationDocumento1 páginaCoolant Circuit - As-Built ConfigurationviethungAinda não há avaliações
- Caterpillar D6 Operator Ma nualTM-5-2410-237-10 PDFDocumento183 páginasCaterpillar D6 Operator Ma nualTM-5-2410-237-10 PDFJoffre Lautaro Benavides SeminarioAinda não há avaliações
- Engine SyllabusDocumento4 páginasEngine SyllabusSyed BashaAinda não há avaliações
- External MAKDocumento424 páginasExternal MAKGiovanniJara100% (1)
- Vapi CompaniesDocumento11 páginasVapi CompaniesRahul PratapAinda não há avaliações
- Brosur Tokico Dan Data Sheet-D7a93-3206 339Documento6 páginasBrosur Tokico Dan Data Sheet-D7a93-3206 339galih santosoAinda não há avaliações
- PriusDocumento23 páginasPriusOtgonsuren Jargaliin100% (8)
- Elsy PDFDocumento3 páginasElsy PDFmohanAinda não há avaliações
- Starters Motors and AlternatorsDocumento8 páginasStarters Motors and AlternatorsashielanieAinda não há avaliações
- Interview Question and Answers For Fire Pump ForemanDocumento10 páginasInterview Question and Answers For Fire Pump ForemanMuhammad AhmadAinda não há avaliações