Você também pode gostar
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNo EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeNota: 4 de 5 estrelas4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNo EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreNota: 4 de 5 estrelas4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItNo EverandNever Split the Difference: Negotiating As If Your Life Depended On ItNota: 4.5 de 5 estrelas4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNo EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceNota: 4 de 5 estrelas4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNo EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersNota: 4.5 de 5 estrelas4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNo EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureNota: 4.5 de 5 estrelas4.5/5 (474)
- The Emperor of All Maladies: A Biography of CancerNo EverandThe Emperor of All Maladies: A Biography of CancerNota: 4.5 de 5 estrelas4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)No EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Nota: 4.5 de 5 estrelas4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingNo EverandThe Little Book of Hygge: Danish Secrets to Happy LivingNota: 3.5 de 5 estrelas3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyNo EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyNota: 3.5 de 5 estrelas3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)No EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Nota: 4 de 5 estrelas4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNo EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaNota: 4.5 de 5 estrelas4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNo EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryNota: 3.5 de 5 estrelas3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnNo EverandTeam of Rivals: The Political Genius of Abraham LincolnNota: 4.5 de 5 estrelas4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaNo EverandThe Unwinding: An Inner History of the New AmericaNota: 4 de 5 estrelas4/5 (45)
- Base Plate Design - BS CodeDocumento3 páginasBase Plate Design - BS Codemicheleling669667% (3)
- Exercise - Optimisation Past Year ExamDocumento2 páginasExercise - Optimisation Past Year ExamAmirul AfiqAinda não há avaliações
- Improvement in Patel Teja Eqn of StatesDocumento10 páginasImprovement in Patel Teja Eqn of StatesSumukh VermaAinda não há avaliações
- Btech Ee 3 Sem Electrical Measurements and Instrumentation Kee302 2022Documento2 páginasBtech Ee 3 Sem Electrical Measurements and Instrumentation Kee302 2022Priyanshu SuryavanshiAinda não há avaliações
- ImpellersDocumento2 páginasImpellerskaki karagenanAinda não há avaliações
- RCE Slender ColumnDocumento35 páginasRCE Slender ColumnWindi AstutiAinda não há avaliações
- Pump System Analysis and Centrifugal Pump SizingDocumento158 páginasPump System Analysis and Centrifugal Pump Sizingme24370100% (4)
- 1 s2.0 S0925838822024562 MainDocumento10 páginas1 s2.0 S0925838822024562 MainTio Putra WendariAinda não há avaliações
- Metals: Optimization of PWHT of Simulated HAZ Subzones in P91 Steel With Respect To Hardness and Impact ToughnessDocumento21 páginasMetals: Optimization of PWHT of Simulated HAZ Subzones in P91 Steel With Respect To Hardness and Impact ToughnessPEMCO InspectionAinda não há avaliações
- Topic 1 - ConcreteDocumento123 páginasTopic 1 - ConcreteFadlee WookieAinda não há avaliações
- Assignment 3Documento1 páginaAssignment 3vatsaljain0709Ainda não há avaliações
- CHE572 Chapter 5 Hopper Design PDFDocumento19 páginasCHE572 Chapter 5 Hopper Design PDFMuhd FahmiAinda não há avaliações
- A2 CapacitorsDocumento33 páginasA2 CapacitorsRoselyn MatienzoAinda não há avaliações
- FractureDocumento4 páginasFractureNitin YAinda não há avaliações
- Module-2b Fatigue Strength (Bhaskar)Documento35 páginasModule-2b Fatigue Strength (Bhaskar)AckshayaAinda não há avaliações
- Concrete Cubes and CylindersDocumento3 páginasConcrete Cubes and Cylindersaecom2009Ainda não há avaliações
- Aluminide and Silicide Diffusion Coatings by Pack Cementation For Nb-Ti-AlalloyDocumento12 páginasAluminide and Silicide Diffusion Coatings by Pack Cementation For Nb-Ti-Alalloybrunoab89Ainda não há avaliações
- Fluid Flow FundamentalsDocumento70 páginasFluid Flow FundamentalsramAinda não há avaliações
- Strength Enhancement in Concrete Confined by Spirals: AbstractDocumento6 páginasStrength Enhancement in Concrete Confined by Spirals: AbstracthemalcmistryAinda não há avaliações
- Report FFFDocumento2 páginasReport FFFamevaluacionesAinda não há avaliações
- Heat Transfer Practice ProblemDocumento2 páginasHeat Transfer Practice ProblemmkbAinda não há avaliações
- BME21 FinalDocumento230 páginasBME21 FinalsreeshpsAinda não há avaliações
- 2000 Reff2021 PDFDocumento7 páginas2000 Reff2021 PDFocsspectroAinda não há avaliações
- Prestressed Concrete Analysis and Design Fundamentals 2nd Ed CAP 12Documento44 páginasPrestressed Concrete Analysis and Design Fundamentals 2nd Ed CAP 12Carlos Alberto Pacheco SierraAinda não há avaliações
- Hdpe-Drop-In-Specifications-Imperial-Unit 31Documento1 páginaHdpe-Drop-In-Specifications-Imperial-Unit 31Sha karsAinda não há avaliações
- European Steel and Alloy GradesDocumento2 páginasEuropean Steel and Alloy Gradesfarshid KarpasandAinda não há avaliações
- 3.unit 01Documento73 páginas3.unit 01sanjayAinda não há avaliações
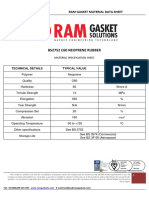
- BS2752 C60 Neoprene RubberDocumento1 páginaBS2752 C60 Neoprene RubberMohit JangidAinda não há avaliações
- Vortex TheoryDocumento8 páginasVortex TheoryMatteo MiglioriniAinda não há avaliações