Você também pode gostar
- 4.0L EngineDocumento347 páginas4.0L EngineCapssa Oscar100% (2)
- Total Productive Maintenance For Organisational EffectivenessNo EverandTotal Productive Maintenance For Organisational EffectivenessNota: 4 de 5 estrelas4/5 (4)
- Inspection References CaterpillarDocumento58 páginasInspection References CaterpillarRforceIbañez100% (2)
- Precision MaintenanceDocumento8 páginasPrecision MaintenanceMohammad GhiasiAinda não há avaliações
- 8 Essential KPIs For Maintenance Management - TRACTIANDocumento26 páginas8 Essential KPIs For Maintenance Management - TRACTIANsatya krishna chagantiAinda não há avaliações
- Condition Based Maintenance and Fluid AnalysisDocumento4 páginasCondition Based Maintenance and Fluid AnalysisVictor ZhicayAinda não há avaliações
- PDM Secrets Revealed:: The Basic Concept of Predictive MaintenanceDocumento8 páginasPDM Secrets Revealed:: The Basic Concept of Predictive MaintenanceVictor ZhicayAinda não há avaliações
- Types of Maintenance and Their Characteristics: Activity 2Documento7 páginasTypes of Maintenance and Their Characteristics: Activity 2MusuleAinda não há avaliações
- Pub Maintenance A Strategic Management Tool+ en PDFDocumento8 páginasPub Maintenance A Strategic Management Tool+ en PDFNoah AlliAinda não há avaliações
- Special Report PDM Guidebook2016Documento44 páginasSpecial Report PDM Guidebook2016Vinoth KumarAinda não há avaliações
- Best Practice 37findng Value in Oil AnalysisDocumento5 páginasBest Practice 37findng Value in Oil AnalysisAntonio CastilloAinda não há avaliações
- TPMDocumento17 páginasTPMSuyog GudekarAinda não há avaliações
- Evaluation of The Maintenance OrganizationDocumento4 páginasEvaluation of The Maintenance Organizationagmas katanaAinda não há avaliações
- Complete GuideDocumento5 páginasComplete Guideamk2009Ainda não há avaliações
- Differences Between Condition-Based, Predictive, and Prescriptive MaintenancefarrrrrrrrrrrrrrDocumento12 páginasDifferences Between Condition-Based, Predictive, and Prescriptive MaintenancefarrrrrrrrrrrrrrRamzi JamalAinda não há avaliações
- How To Find Energy Savings in Process Plants PDFDocumento13 páginasHow To Find Energy Savings in Process Plants PDFCamilo RuaAinda não há avaliações
- Plant We Bops MaintDocumento18 páginasPlant We Bops MaintNam SanchunAinda não há avaliações
- Maintenance StrategyDocumento9 páginasMaintenance Strategyganeshji@vsnl.comAinda não há avaliações
- Introduction To Reliability Excellence RX 197Documento15 páginasIntroduction To Reliability Excellence RX 197HamdanAinda não há avaliações
- Investigating Reliability Centered Maintenance RCMDocumento5 páginasInvestigating Reliability Centered Maintenance RCMCRISTIAN ANDRES MEDRANO PULIDOAinda não há avaliações
- Are Your PMs Working For or Against YouDocumento4 páginasAre Your PMs Working For or Against Yousrjsk1Ainda não há avaliações
- Unit 2 Maintenance EnggDocumento46 páginasUnit 2 Maintenance EnggVenkadeshwaran KuthalingamAinda não há avaliações
- The Confidence To Perform: The Optimal Maintenance SolutionDocumento2 páginasThe Confidence To Perform: The Optimal Maintenance SolutionZaka ZaheeriAinda não há avaliações
- Maintenance and Reliability: Iscussion UestionsDocumento4 páginasMaintenance and Reliability: Iscussion UestionsggleichgesinntenAinda não há avaliações
- Total Preventive MaintenanceDocumento8 páginasTotal Preventive MaintenanceVirender Malhotra100% (1)
- Capítulo 2. Mantenimiento Preventivo. Chapter 24: What Is PM?Documento29 páginasCapítulo 2. Mantenimiento Preventivo. Chapter 24: What Is PM?Percy Niño VasquezAinda não há avaliações
- Examining The Processes of RCM and TPMDocumento15 páginasExamining The Processes of RCM and TPMadityanarang147Ainda não há avaliações
- Rationalizing The Benefits of Condition-Based Maintenance - An Oil Analysis ExampleDocumento11 páginasRationalizing The Benefits of Condition-Based Maintenance - An Oil Analysis ExampleJHON ANGEL VARGAS HUAHUASONCCOAinda não há avaliações
- 4.1 Retroactive RCM ApproachesDocumento3 páginas4.1 Retroactive RCM ApproachescontourmxAinda não há avaliações
- FMEA Process For Lubrication FailuresDocumento3 páginasFMEA Process For Lubrication Failuressembalap29Ainda não há avaliações
- Allied Condition Based MaintenanceDocumento16 páginasAllied Condition Based MaintenanceJose Alfredo100% (2)
- 1 s2.0 S2214785320316102 MainDocumento6 páginas1 s2.0 S2214785320316102 MainmonicaAinda não há avaliações
- Concepts of Modern Maintenance ManagementDocumento7 páginasConcepts of Modern Maintenance ManagementJeya Kannan100% (2)
- Maintenance - A Profit Generator!Documento2 páginasMaintenance - A Profit Generator!Rajesh BeheraAinda não há avaliações
- EduMine Course - Maintenance ManagementDocumento9 páginasEduMine Course - Maintenance ManagementdiabalziabAinda não há avaliações
- Plant Wellness Way Book Process3-Numerate Your Options PDFDocumento30 páginasPlant Wellness Way Book Process3-Numerate Your Options PDFrbdubey2020Ainda não há avaliações
- Maintenance ManagementDocumento31 páginasMaintenance ManagementThaierAinda não há avaliações
- Maintenance StrategiesDocumento4 páginasMaintenance StrategiesSameeullahAinda não há avaliações
- ISO Level 1 Module 1Documento34 páginasISO Level 1 Module 1Shambhu Poddar100% (1)
- Modern Outlook To Condition Based Maintenance On Board Merchant ShipsDocumento19 páginasModern Outlook To Condition Based Maintenance On Board Merchant ShipsSaptarshi Basu100% (2)
- Maintenance ManagementDocumento35 páginasMaintenance ManagementVinitSinhaAinda não há avaliações
- Advanced CMMS Metrics (KPI)Documento18 páginasAdvanced CMMS Metrics (KPI)ambuenaflorAinda não há avaliações
- Types of Maintenance PDFDocumento8 páginasTypes of Maintenance PDFLakshmanan SankarAinda não há avaliações
- Cost-Effective Condition-Based Maintenance Using Markov Decision ProcessesDocumento6 páginasCost-Effective Condition-Based Maintenance Using Markov Decision ProcessesGabrielWalersonAinda não há avaliações
- Cdrx0o8Dnb5jTmR2ISkP4MqEC-z UGefLWAwJXipKZv MasterDocumento24 páginasCdrx0o8Dnb5jTmR2ISkP4MqEC-z UGefLWAwJXipKZv MasterCanggih WahyunantaAinda não há avaliações
- Seminar ReportDocumento25 páginasSeminar ReportAnant Maheshwari100% (1)
- Solution Manual Operation Management CH 17 PDF 150711192624 Lva1 App6892 PDFDocumento5 páginasSolution Manual Operation Management CH 17 PDF 150711192624 Lva1 App6892 PDFAmit100% (1)
- Justifying Predictive MaintenanceDocumento4 páginasJustifying Predictive MaintenanceFrancisco FloresAinda não há avaliações
- Tips For A Lean Approach To Motor Reliability: by Noah Bethel, Vice President-Product Development, Pdma CorporationDocumento5 páginasTips For A Lean Approach To Motor Reliability: by Noah Bethel, Vice President-Product Development, Pdma CorporationNguyenAinda não há avaliações
- Reliability Centered MaintenanceDocumento15 páginasReliability Centered MaintenanceEdmund YoongAinda não há avaliações
- RCM Alan PrideDocumento16 páginasRCM Alan PrideambuenaflorAinda não há avaliações
- CBM Connector: Bridging The Gap Between Failure Prediction and Asset ManagementDocumento16 páginasCBM Connector: Bridging The Gap Between Failure Prediction and Asset Management同道文档中心Ainda não há avaliações
- Ekipman Yoneticisinin ListesiDocumento5 páginasEkipman Yoneticisinin ListesiBahadır AtikAinda não há avaliações
- The Difference Between Predictive Maintenance and Preventive MaintenanceDocumento2 páginasThe Difference Between Predictive Maintenance and Preventive MaintenanceDynamic SaravananAinda não há avaliações
- DCCADocumento248 páginasDCCATan Keng HuiAinda não há avaliações
- Advanced CMMS MetricsDocumento17 páginasAdvanced CMMS Metricscderin2000Ainda não há avaliações
- Chapter 5 Types of Maintenance Programs : O&M Best Practices Guide, Release 3.0 5.1Documento9 páginasChapter 5 Types of Maintenance Programs : O&M Best Practices Guide, Release 3.0 5.1yinkaAinda não há avaliações
- Maintenance Planing & ManagementDocumento3 páginasMaintenance Planing & ManagementMir OsailAinda não há avaliações
- Facility Maintenance Series: Types of Maintenance ProgramsNo EverandFacility Maintenance Series: Types of Maintenance ProgramsNota: 5 de 5 estrelas5/5 (1)
- Marketing Your Business PDF (3367 KB) PDFDocumento77 páginasMarketing Your Business PDF (3367 KB) PDFArif KhanAinda não há avaliações
- Maint Manager Performance PersuitDocumento12 páginasMaint Manager Performance PersuitArif KhanAinda não há avaliações
- C.B Tripping Setting-Motor Data (28!5!11)Documento31 páginasC.B Tripping Setting-Motor Data (28!5!11)KIS610Ainda não há avaliações
- Template Panel 3phase SFLB AshxDocumento9 páginasTemplate Panel 3phase SFLB AshxArif KhanAinda não há avaliações
- Cable Design - New (22.8.12)Documento93 páginasCable Design - New (22.8.12)zanibabAinda não há avaliações
- Notes 191124 213613 d8f PDFDocumento1 páginaNotes 191124 213613 d8f PDFArif KhanAinda não há avaliações
- Maint KPIsDocumento2 páginasMaint KPIsArif KhanAinda não há avaliações
- Carson City Fleet Management Efficiency Study Final Report 06-22-13 PDFDocumento37 páginasCarson City Fleet Management Efficiency Study Final Report 06-22-13 PDFArif KhanAinda não há avaliações
- Caracteristicas de Tubos InoxDocumento32 páginasCaracteristicas de Tubos InoxedgaretoribioAinda não há avaliações
- Bass System Implement. MaintDocumento8 páginasBass System Implement. MaintArif KhanAinda não há avaliações
- Cag I Air Compressor HPDocumento24 páginasCag I Air Compressor HPcamenitaAinda não há avaliações
- Plant Maint Strategy and Performnce EnhanceDocumento9 páginasPlant Maint Strategy and Performnce EnhanceArif KhanAinda não há avaliações
- Carson City Fleet Management Efficiency Study Final Report 06-22-13 PDFDocumento37 páginasCarson City Fleet Management Efficiency Study Final Report 06-22-13 PDFArif KhanAinda não há avaliações
- Bass System Implement. MaintDocumento8 páginasBass System Implement. MaintArif KhanAinda não há avaliações
- Lock Out Tag OutDocumento20 páginasLock Out Tag OutArif Khan100% (2)
- Converting Tribology Based Condition Monitoring Into Measurable Maintenance ResultsDocumento12 páginasConverting Tribology Based Condition Monitoring Into Measurable Maintenance ResultsddadaraAinda não há avaliações
- JD Plant Operations EngineerDocumento5 páginasJD Plant Operations EngineerArif KhanAinda não há avaliações
- The Builders Guide To OM BookletDocumento19 páginasThe Builders Guide To OM BookletArif KhanAinda não há avaliações
- SPL Work Sampling LMDocumento1 páginaSPL Work Sampling LMArif KhanAinda não há avaliações
- Developing Equipment Maintenance PlansDocumento5 páginasDeveloping Equipment Maintenance PlansMuhammad Ali BashirAinda não há avaliações
- Objective Mainte DeptDocumento8 páginasObjective Mainte DeptArif KhanAinda não há avaliações
- Objective Mainte DeptDocumento8 páginasObjective Mainte DeptArif KhanAinda não há avaliações
- Diagram Wiring Outdoo-Indor AC UNIT WIRINGDocumento1 páginaDiagram Wiring Outdoo-Indor AC UNIT WIRINGArif KhanAinda não há avaliações
- 57d9b248 32ed 42fd A1fc 006fc85cbbf0maint and Oper Org ChatDocumento15 páginas57d9b248 32ed 42fd A1fc 006fc85cbbf0maint and Oper Org ChatArif KhanAinda não há avaliações
- 2012 13 MMPSchedule RegistrationDocumento2 páginas2012 13 MMPSchedule RegistrationArif KhanAinda não há avaliações
- The Builders Guide To OM BookletDocumento19 páginasThe Builders Guide To OM BookletArif KhanAinda não há avaliações
- Machinery and Equipment Safety - An Introduction: 1st EditionDocumento22 páginasMachinery and Equipment Safety - An Introduction: 1st EditionAdel SukerAinda não há avaliações
- Electrical Equip Maint.Documento5 páginasElectrical Equip Maint.Arif KhanAinda não há avaliações
- Job Description Battle Ground School District: Purpose StatementDocumento2 páginasJob Description Battle Ground School District: Purpose StatementArif KhanAinda não há avaliações
- Electrical Equip Maint.Documento5 páginasElectrical Equip Maint.Arif KhanAinda não há avaliações
- ANtenna PropagationDocumento63 páginasANtenna PropagationPrasanna PandeyAinda não há avaliações
- Guidelines For Ceiling Framing WorksDocumento3 páginasGuidelines For Ceiling Framing WorksRal GLAinda não há avaliações
- Craftsman 82141 User ManualDocumento36 páginasCraftsman 82141 User ManualJoe100% (1)
- Chapter ThreeDocumento29 páginasChapter ThreeAbel OmweriAinda não há avaliações
- Audesk InventorDocumento7 páginasAudesk InventorEddy Wilder Zea UmiñaAinda não há avaliações
- Banana ChipsDocumento5 páginasBanana Chipsbikram limbuAinda não há avaliações
- Test Report (Revisi Fat)Documento5 páginasTest Report (Revisi Fat)Imamudin BuronanMertua TanpaSadar100% (1)
- Repair of Small Household Appliances and Power ToolsDocumento315 páginasRepair of Small Household Appliances and Power ToolsahmadnawazjaswalAinda não há avaliações
- Axis College of Engineering & Technology, AmbanolyDocumento3 páginasAxis College of Engineering & Technology, AmbanolygatewayglobalAinda não há avaliações
- IRFP240Documento8 páginasIRFP240Hugo JimenezAinda não há avaliações
- Gasket ParametersDocumento9 páginasGasket Parametersttr_1947Ainda não há avaliações
- 5950 Part 1-1990Documento120 páginas5950 Part 1-1990José Miguel100% (1)
- Sbi Clerk MainsDocumento4 páginasSbi Clerk MainspurushothamAinda não há avaliações
- Introduction To Igor Programming PDFDocumento33 páginasIntroduction To Igor Programming PDFpaulklyuyevAinda não há avaliações
- Installation Main Ten Ace Manual Grasso 10 PDFDocumento60 páginasInstallation Main Ten Ace Manual Grasso 10 PDFAhmad HamedAinda não há avaliações
- EAC PowerPoint Template 2019Documento5 páginasEAC PowerPoint Template 2019LeeAinda não há avaliações
- How To Make AspirinDocumento5 páginasHow To Make Aspirincb67Ainda não há avaliações
- S3F94xx BatteryCharger An REV000 060109-0Documento40 páginasS3F94xx BatteryCharger An REV000 060109-0Jack ChanAinda não há avaliações
- Stator Earth Fault in 200MW Generator-A Case StudyDocumento5 páginasStator Earth Fault in 200MW Generator-A Case StudylrpatraAinda não há avaliações
- 2022 FuturaSun 150m 500W SILK Premium en UnlockedDocumento2 páginas2022 FuturaSun 150m 500W SILK Premium en UnlockedEVERY GHSAinda não há avaliações
- Microsoft SQL Server 2005 Express Edition &Documento95 páginasMicrosoft SQL Server 2005 Express Edition &lgmep350Ainda não há avaliações
- Solartech Solar Pumping Inverter: Technical DataDocumento1 páginaSolartech Solar Pumping Inverter: Technical Dataadolfo escobarAinda não há avaliações
- MQ-4C TritonDocumento2 páginasMQ-4C TritonLeakSourceInfoAinda não há avaliações
- 20e - cTI-60t - TI Pin Converter: Blackhawk™ Jtag Pin ConvertersDocumento2 páginas20e - cTI-60t - TI Pin Converter: Blackhawk™ Jtag Pin ConvertersvspuriAinda não há avaliações
- MGT6153.E1 Summer 2012 Multiple-Choice Exercise 1 - Answer KeyDocumento14 páginasMGT6153.E1 Summer 2012 Multiple-Choice Exercise 1 - Answer Keyxbinhx100% (1)
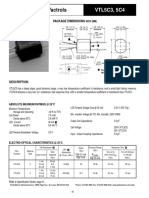
- Low Cost Axial Vactrols: VTL5C3, 5C4Documento2 páginasLow Cost Axial Vactrols: VTL5C3, 5C4sillyAinda não há avaliações
- Free Spanning Analysis of Offshore PipelinesDocumento14 páginasFree Spanning Analysis of Offshore PipelinesMaringan JuliverAinda não há avaliações
- Siebel MAADocumento31 páginasSiebel MAAboddu24Ainda não há avaliações